I
Изобретение относится к области машиностроения.
Известно устройство ддя доводки резьбы ходовых винтов, в корпусе которого на опорах качения расположена подпружиненная обойма с абразивными брусками и механизмом привода осциллирующих движений, выполненного в виде кулачка 1 .
Недостатком известного устройства является Низкая тошость обрабатываемой резьбы.
Целью изобретения является повышение точности резьбы ходовых винтов, Для достижсккя. поставленной цели корпус устройства снабжен двумя обоймами с равномерно расположенными по окружности роликами и приводом его перемещения.
Предложенное изобретение поясняется чертежами.
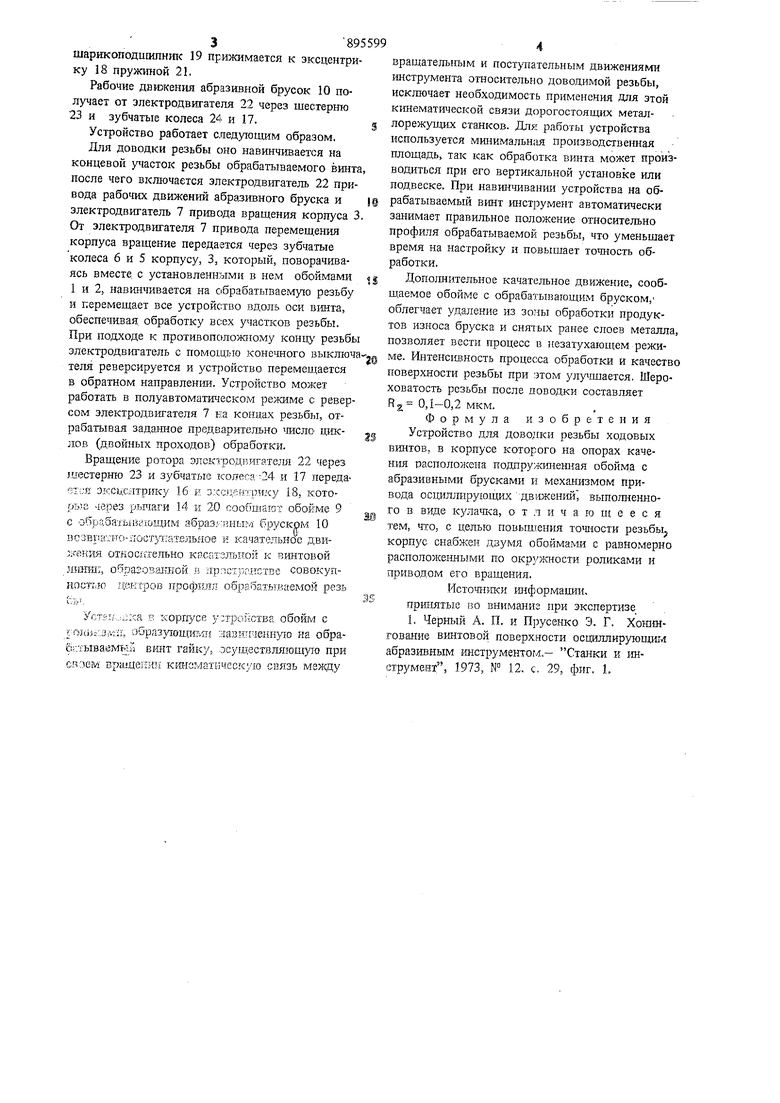
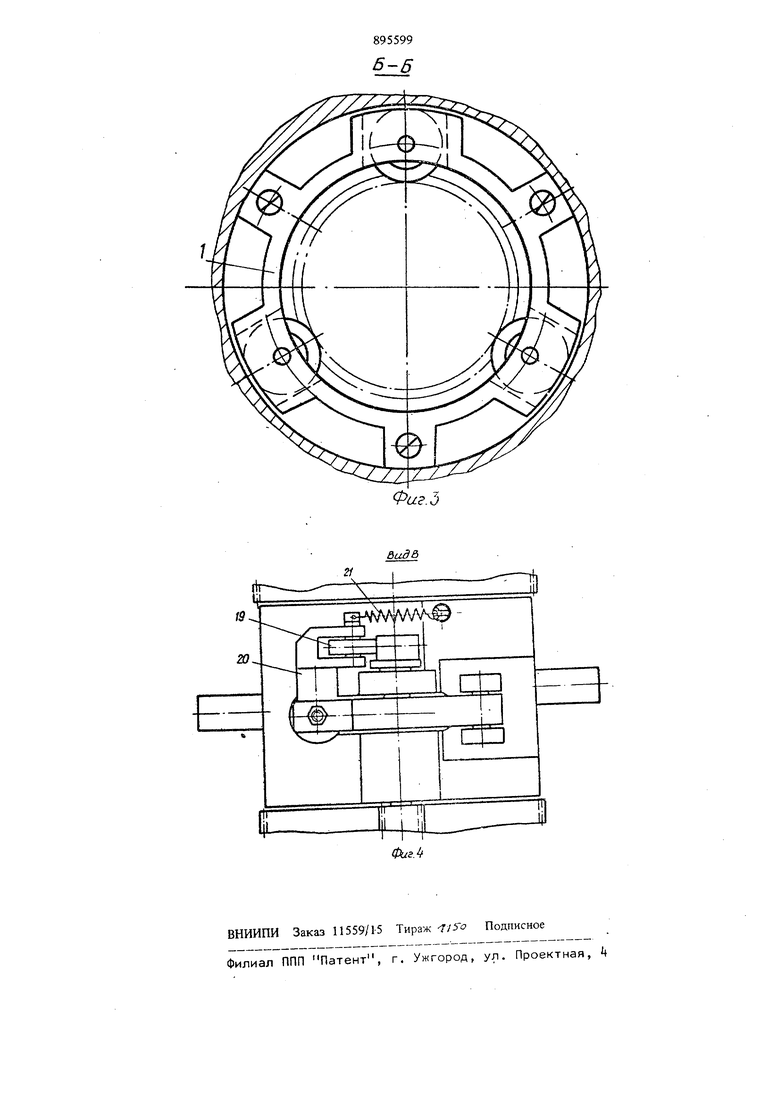
На фиг. 1 изображено устройство; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 1.
Устройство состоит из обойм 1 и 2, установленных в расточенных в корпусе 3 отверстиях и содержащих по три сдвинутых по продольной оси на треть иага обрабатываемой резьбы ролика 4. Ролики 4 установлены на под1Ш1пниках качения и расположены равномерно но окружности. Положе1 ие осей роликов 4 таково, что они с некоторым усилием прижимаются к профилю обрабатываемой резьбы. Усилие прижима и компенсашш разноразмерности диаметра резьбы создаются пруж;шянщми элементами закаленных обойм 1 и 2. На корпусе 3 закреплено зубчатое колесо 5, связанное с
10 зубчатым колесом 6 на валу электродвигателя 7, установленного на щеке 8.
Обойма 9 с абразивным бруском 10 установлена в корпусе 3 на шариковых направляющих
15 11 и 12 и поджата пружиной 13 к рычагу 14. Ось шариковых направляющих выполнена совпадающей с касательной к винтовой Л1шии, образованной Б пространстве совокупностью нснтров профиля-обрабатываемой резьбы 15.-Рычаг 14
го прюкимается к эксцентрику 16. На одном палу с эксцентриком 16 расположечо зубчатое колесо 17 и эксцентрик 18, с которым через подшипник 19 контактирует рычаг 20. h,i4ar 20 чсреч
3895
шарикоподшипник 19 прижимается к эксцентрику 18 пруж1шой 21,
Рабочие двшкения абразивной брусок 10 получает от электродвигателя 22 через шестерню 23 и зубчатые колеса 24 и 17.
Устройство работает следующим образом.
Для доводки резьбы оно навинчивается на концевой yiacTOK резьбы обрабатываемого винта после чего включается электродвигатель 22 привода рабочих движений абразивного бруска и электродвигатель 7 привода вращения корпуса 3 От электродвигателя 7 привода перемещения корпуса вращение передается через зубчатые колеса 6 и 5 корпусу, 3, который, поворачршаясь вместе с установленными в нем обоймами 1 и 2; навинчивается на обрабатываемую резьбу и перемещает все устройство вдоль оси винта, обеспечивая, обработку всех участков резьбы. При подходе к противоположному резьбы электродвигатель с помощью конечного выключа теля реверсируется и уст|)ойство перемещается в обратном направлении. Устройство может работать в полуавтоматическом режиме с реверсом электродвигателя 7 на концах резьбы, отрабатывая зада1П-1ое предварительно шсло- диклов (двойных проходов) обработки.
Вращение ротора электродвигателя 22 через jjecTepHio 23 и зубчатые колеса -24 и 17 передает;;я эксиентрггку 16 и зхсден7;{Я1ху 18, которьС через рьиаги 14 и 20 сообшагат обойме 9 с обрабатывающим абраз пнькл бруском 10 всзв Э-тто-лоступахельяоа и качательное дви:ьакия относгггельно кйсатзшзпой к винтовой лшгш:, о5рагова1шой в ярпстрпистве совокупностг,ю ц жтров профштя обрабатываемой резь с.Ъ.
Устг:-.;. в корпусе устройства обойм с oj(iijj:3 K;L образу:ющиш{ назиичанную на обраогтываемкй винт гайку, осуьцествлягощую при свэем вращении кшсмахнчесгсую связь между
вращательт м и поступательным движениями инструмента относительно доводимой резьбы, исключает необходимость применения Для этой К1шематической связи дорогостоящих металлорежуидих станков. Для работы устройства используется минимальн;ш производстве1шая площадь, так как обработка винта может производиться при его вертикальной установка или подвеске. При навинчивании устройства на обрабатываемый винт инструмент автоматически занимает правильное положение относительно профиля обрабатываемой резьбы, что уменьшает время на настройку и повышает точность обработки.
Дополнительное качательное движение, сообш:аемое обойме с обрабатывающим бруском, облегчает удаление из зоны обработки продуктов износа бруска и сншых ранее слоев металла позволяет вести процесс в незатухающем режиме. Интенсивность процесса обработки и качеств поверхности резьбы при этом улучщается, Шероховатость резьбы после доводки составляет
Rg 0,1-0,2 мкм.
Формула изобретения
Устройство для доводки резьбы ходовых винтов, в корлусе которого на олорах качения расположена подпрушшеш ая обойма с абразивными брусками и механизмом привода осциллирующих движений вьшошкнного в ввде кулачка, отличающееся тем, что, с целью повышения тошости резьбы., корпус снабжен двумя обоймами с равномерно расположе1шыми по окрзжности роликами и приводом его вращения.
Источншси гшформапии, принятые во внимание при экспертизе 1, Черный А. П. и Прусенко Э. Г. Хонингование винтовой поверхности осщшлируюцдам абразивным инструментом,- Станки и инструмент, 1973, № 12. с. 29, фиг. 1.
895599 6-6
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для хонингования наружных поверхностей тел вращения | 1980 |
|
SU876393A2 |
| Станок для суперфинишной обработки дорожек качения колец подшипников | 1976 |
|
SU607713A1 |
| Устройство для доводки желобчатых поверхностей колец шариковых подшипников | 1983 |
|
SU1103999A2 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1985 |
|
SU1234164A2 |
| Способ доводки профиля резьбы | 1978 |
|
SU768614A1 |
| Устройство для суперфиниша | 1960 |
|
SU141069A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1993 |
|
RU2042510C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2041050C1 |
| Устройство для доводки (суперфиниша) желобчатых поверхностей колец шариковых подщипников | 1978 |
|
SU691283A2 |


rawjwvx
