Предпосылки создания изобретения
Изобретение относится к способу соединения элементов составных деталей, таких как полые лопасти вентиляторов и иных аналогичных деталей, который за счет исключения из технологического процесса определенных стадий является более экологически чистым по сравнению с известными в настоящее время способами.
Лопасти вентиляторов и другие аналогичные детали обычно изготавливают из отдельно обработанных элементов, которые затем собирают и соединяют между собой. В патенте US 5063662 описан способ изготовления полой лопасти и способ соединения элементов, из которых она состоит. Обычно такие элементы подвергают предварительной механической обработке, придавая им необходимую форму и размеры, и, как сказано в этом патенте, для повышения прочности соединения предварительно очищают.
На фиг.1 показана технологическая схема обычного способа соединения элементов составных деталей подобного типа. Согласно этому способу на поверхность отдельных элементов составной детали после их изготовления сначала путем анодирования наносят оксидное покрытие. Предполагается, что подобное оксидное покрытие снижает прочность соединения и поэтому анодированные элементы перед их соединением между собой соответствующим образом последовательно обрабатывают, удаляя с них слой оксида. Как показано на фиг.1, после анодирования соединяемые элементы протравливают кислотой, обнажая текстуру их поверхности и высвечивая все имеющиеся на ней дефекты. После такого протравливания поверхности элементов промывают водой и осматривают, выявляя имеющиеся на них дефекты. На этой стадии технологического процесса на поверхности элементов все еще остается оксидное покрытие, нанесенное на них при анодировании, и для удаления которого поверхности элементов, как показано на фиг.1, подвергают глубокому травлению кислотой, а затем обрабатывают (очищают) щелочным раствором, удаляя с них жир, масло и другие аналогичные вещества, и после промывки в обессоленной воде, защищающей очищенную от окислов поверхность, получают элементы с окончательно подготовленными для соединения поверхностями.
Способ, технологическая схема которого показана на фиг.1, а также способы, предложенные в патенте US 5063662, позволяют соединять между собой элементы составной детали соединением очень высокого качества, которое обычно превышает 99% (см. ниже). При этом, однако, при удалении слоя оксида (глубоким травлением кислотой) образуются большие количества экологически вредных и опасных материалов, которые требуют последующей специальной переработки или утилизации. Использование большого количества кислоты в технологическом процессе увеличивает также производственные затраты, связанные с необходимостью соблюдения особых мер безопасности и последующей утилизации такой кислоты. Кроме того, промывка собираемых элементов в обессоленной воде также ведет к увеличению отходов, обычно гидроксида натрия или соляной кислоты, которые на этой стадии технологического процесса используются для деионизации воды.
Известно, что в настоящее время к различным технологическим процессам и оборудованию предъявляются достаточно жесткие требования, связанные с вопросами экологии и защиты окружающей среды, которым, как очевидно, должен отвечать и технологический процесс соединения между собой элементов составных деталей, обеспечивающий помимо решения проблем экологического характера возможность прочного соединения между собой элементов составных деталей.
Исходя из вышеизложенного, в основу изобретения была положена задача разработать отвечающий указанным выше условиям и требованиям способ соединения элементов составных деталей.
Еще одна задача изобретения состояла в разработке сравнительно дешевого способа соединения элементов составных деталей, в котором отсутствуют некоторые обычно выполняемые при его осуществлении операции или стадии.
Предлагаемый в изобретении для решения этих задач способ и его основные преимущества более подробно рассмотрены ниже.
Краткое изложение сущности изобретения
В изобретении предлагается способ соединения металлических элементов составных деталей, заключающийся в том, что изготавливают металлические элементы, соединяемые между собой соприкасающимися поверхностями, покрытыми слоем оксида, поверхности элементов обрабатывают щелочным раствором с получением обработанных щелочным раствором элементов, обработанные щелочным раствором элементы промывают водой с получением промытых водой элементов и элементы соединяют между собой их соприкасающимися поверхностями.
При соединении элементов предлагаемым в изобретении способом, который позволяет исключить из технологического процесса считавшуюся ранее необходимой операцию глубокого травления кислотой соприкасающихся поверхностей элементов и удаление с них слоя оксида, элементы соединяются между собой их поверхностями, покрытыми слоем оксида, с получением при этом соединения, которое имеет достаточно высокое качество, превышающее требуемое.
Преимущество предлагаемого в изобретении способа состоит также в возможности использования на стадии окончательной промывки элементов не обессоленной, а водопроводной воды с соответствующим снижением образующихся при осуществлении такого способа соединения элементов экологически вредных отходов.
Краткое описание чертежей
Ниже изобретение более подробно рассмотрено на примере некоторых предпочтительных вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - технологическая схема известного способа соединения элементов; на фиг.2 - технологическая схема предлагаемого в изобретении способа соединения элементов.
Предпочтительные варианты осуществления изобретения
В изобретении предлагается способ соединения элементов составных деталей, в частности элементов составных лопастей вентиляторов и иных аналогичных элементов, которые обычно изготавливают из металла или из сплавов, например на основе титана, в частности из сплавов титана с ванадием и алюминием.
На фиг.1 показана технологическая схем известного способа соединения подобного рода элементов, основанного на предположении о необходимости удаления с соединяемых между собой поверхностей оксидного слоя и выполнения для этого стадии глубокого травления кислотой и требующего для получения элементов с полностью очищенными от оксидов или других загрязняющих их веществ поверхностями выполнения последующих стадий промывки водой, обработки щелочным раствором и обессоленной водой. Как уже было отмечено выше, до настоящего времени считалось, что такая обработка элементов составной детали и подготовка их поверхностей является необходимым условием, обеспечивающим высокое качество соединения.
При создании изобретения неожиданно было установлено, что анодированные детали, покрытые слоем оксида и прошедшие, как и обычно, с целью проверки текстуры их соединяемых поверхностей и высвечивания различных дефектов протравливание кислотой и последующую промывку, можно сразу же, минуя стадию глубокого травления кислотой и удаления оксидного покрытия, обрабатывать щелочным раствором и после промывки водопроводной водой или водой из любого доступного источника соединять между собой с получением обладающего исключительно высоким качеством соединения. Предлагаемый в изобретении способ позволяет соединять между собой элементы соединением, качество которого, определяемое как выраженный в процентах от всего занимаемого местом соединения объема объем, не имеющий пор, составляет не менее 98%, преимущественно не менее 99%. Столь высокое качество соединения является тем более неожиданным эффектом с учетом общепринятого в настоящее время требования о необходимости глубокого травления кислотой соединяемых поверхностей и удаления с них оксидного покрытия и со всей очевидностью подтверждает существенное по сравнению с известными способами преимущество предлагаемого в изобретении способа, обусловленное значительным снижением кислоты, используемой в технологическом процессе и подлежащей последующей специальной переработке или утилизации.
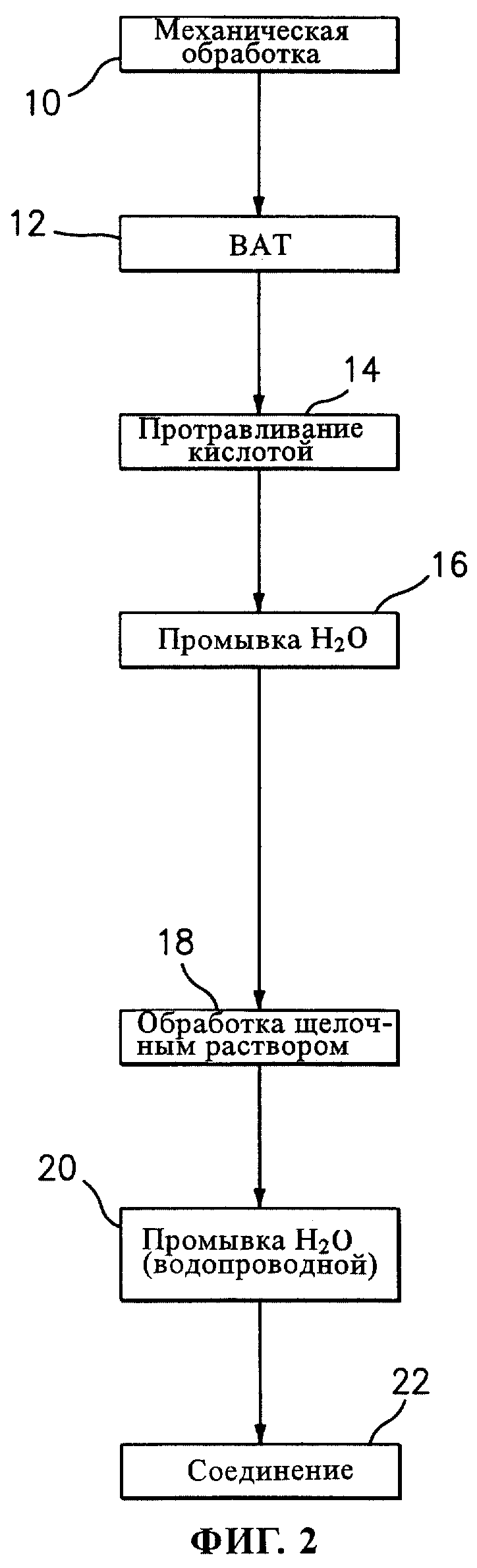
На фиг.2 показана технологическая схема предлагаемого в настоящем изобретении способа. Как показано на этой схеме, вначале при выполнении стадии 10 механической обработки изготавливают соединяемые между собой элементы, имеющие необходимую форму и размеры. Затем на стадии 12 поверхности механически обработанных элементов путем соответствующей обработки подвергают "воронению путем анодного травления" (ВАТ) с получением элементов с анодированной поверхностью, покрытой оксидным слоем.
После этого на стадии 14 анодированные элементы протравливают кислотой, обнажая текстуру их поверхности и высвечивая различного рода дефекты, выявляемые в процессе последующей проверки. После протравливания кислотой элементы промывают водой из любого доступного источника, что отражено на показанной на фиг.2 стадии 16 как "промывка Н2О", с получением элементов, поверхности которых покрыты оксидным слоем и которые перед дальнейшей обработкой проверяют на наличие любых видимых дефектов.
При соединении элементов предлагаемым в изобретении способом эти элементы, предпочтительно после проверки качества их поверхности, непосредственно подвергают обработке на стадии щелочным раствором, удаляя с их поверхности жир, масло или другие загрязняющие вещества. При обработке щелочным раствором с поверхности элементов не удаляется нанесенный на нее во время анодирования оксидный слой, и поэтому после выполнения стадии 18 получают элементы с обработанной щелочным раствором поверхностью, покрытой оксидным слоем. После обработки щелочным раствором элементы на стадии 20 промывают водой, в качестве которой, учитывая наличие на поверхности элементов оксидного покрытия, можно использовать воду из любого имеющегося в распоряжении источника, в том числе и водопроводную воду. Промытые водой детали затем на стадии 22 соединяют между собой их сопрягаемыми поверхностями по обычной технологии, обычно методом диффузионного соединения.
Предлагаемый в изобретении способ обеспечивает высокое качество соединения деталей, которое составляет не менее 98% и намного превышает существующие требования. Предлагаемый в изобретении способ позволяет, кроме того, получить соединение высокого качества без травления элементов кислотой и удаления с их соединяемых поверхностей оксидного покрытия при более простой стадии окончательной промывки, не требующей использования каких-либо материалов для приготовления деионизированной или деминерализированной воды, и, как следствие этого, при значительном уменьшении количества кислоты и других материалов, требующих специальной перебработки или утилизации.
Предлагаемый в изобретении способ, позволяющий уменьшить количество подлежащей утилизации кислоты, обладает существенным преимуществом перед известными способами не только с экологической точки зрения, но и с точки зрения затрат, поскольку одновременно позволяет уменьшить количество используемых материалов, расширяет возможности использования для промывки воды из разных источников и уменьшает количество материалов, необходимых для ее обработки.
Как отмечалось выше, предлагаемый в изобретении способ можно использовать для изготовления различных элементов и деталей двигателей, в частности деталей, состоящих из соединяемых между собой элементов, например полых лопастей вентиляторов и других аналогичных составных деталей. Такой способ предпочтительно использовать для соединения элементов на основе титана, например элементов из сплава титана с ванадием и алюминием, содержащего обычно 6 мас.% ванадия и 4 мас.% алюминия.
Очевидно, что предлагаемым в изобретении способом можно соединять и элементы, изготовленные из других металлов или сплавов.
В качестве кислоты и в известных способах, и в предлагаемом в изобретении способе обычно используют соляную кислоту, снижение отходов которой является исключительно важным моментом как с точки зрения затрат, так и с экологической точки зрения. Предлагаемый в изобретении способ позволяет также уменьшить количество отработанного щелока или гидроксида натрия, снизить потребность в вытяжных и воздушных скрубберах и другом аналогичном оборудовании и в еще большей степени сократить производственные затраты.
В качестве щелочных промывочных материалов можно использовать хорошо известные специалистам щелочные растворы, предназначенные для использования в обычных или в тяжелых условиях. В качестве примера таких щелочных растворов можно назвать щелочной раствор для очистки общего применения марки Blue Gold R Industrial Cleaner, выпускаемый фирмой Carroll Company, и щелочной раствор для очистки марки Turco 4181, предназначенный для использования в тяжелых условиях и выпускаемый фирмой Turco Products, Inc. Очевидно, что помимо этих щелочных растворов можно использовать и другие очистители на щелочной основе.
Пример
В этом примере описаны результаты опытов, проводившихся для оценки качества соединения нескольких пар специально изготовленных блоков, которые соединяли между собой предлагаемым в изобретении способом. При проведении этих испытаний в качестве блоков использовали разрушаемые блоки типа AMS5928, изготовленные из сплава титана, содержащего 6 мас.% ванадия и 4 мас.% алюминия. Блоки первой пары (блок А) соединяли между собой без предварительного анодирования поверхностями, не покрытыми оксидным слоем, а блоки трех остальных пар (блоки Б-Г) перед соединением анодировали (ВАТ) и после обработки щелочным раствором промывали водопроводной водой, не удаляя с них в процессе травления кислотой оксидного слоя. Иными словами, на всех блоках этих трех пар оставался нанесенный на них при анодировании оксидный слой.
Соединенные между собой блоки разрезали и исследовали с помощью MCL-анализа. В результате было установлено, что все четыре пары блоков имеют практически одинаковое по качеству соединение. Результаты, полученные при испытаниях на разрушение, также оказались практически одинаковыми, что отражено ниже в таблице.
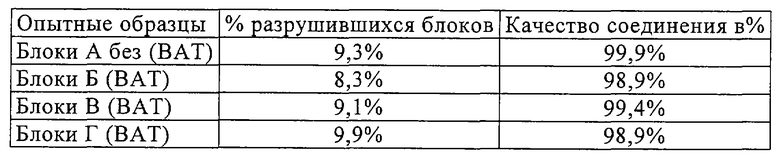
Приведенные в таблице результаты свидетельствуют о том, что прочность соединения анодированных блоков (блоки Б-Г) с толстым оксидным покрытием несколько меньше прочности соединения блоков (блок А), которые до их соединения между собой не подвергали анодированию и которые не имели оксидного покрытия. Тем не менее и эти блоки Б-Г по качеству соединения полностью удовлетворяют даже самым жестким существующим в настоящее время требованиям, в соответствии с которыми качество соединения не должно быть ниже 98%. Таким образом, предлагаемый в изобретении способ обеспечивает возможность качественного соединения элементов при существенном снижении количества образующихся в процессе соединения упомянутых выше экологически вредных и опасных побочных продуктов и различного рода отходов.
Необходимо отметить, что предлагаемый в изобретении способ соединения элементов составных деталей, таких как изготовленные на основе титана лопасти вентиляторов и иные аналогичные составные детали, позволяет исключить из обычного технологического процесса изготовления таких деталей считавшиеся до настоящего времени необходимыми стадии и обеспечивает высокое качество соединения при уменьшении количества идущих в отходы экологически вредных продуктов и при снижении затрат, связанных с используемым для этого оборудованием и стоимостью материалов.
Следует также отметить, что изобретение не ограничено рассмотренными выше в описании и представленными на чертежах вариантами, которые следует рассматривать только в качестве предпочтительных вариантов возможного осуществления изобретения, допускающих внесение в них различных изменений и усовершенствований касательно формы, размеров и конструкции отдельных деталей и конкретных особенностей тех или иных стадий технологического процесса. Все изменения и усовершенствования такого рода полностью включены в объем изобретения, определяемый формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения электрохимического оксидноанодного алмазосодержащего покрытия алюминия и его сплавов | 2016 |
|
RU2631374C2 |
| Способ повышения коррозионной стойкости листового анодированного алюминия, предназначенного для лазерной гравировки | 2024 |
|
RU2821966C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА АЛЮМИНИИ И ЕГО СПЛАВАХ | 2010 |
|
RU2424381C1 |
| СПОСОБ АНОДИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И ПРЕДНАЗНАЧЕННЫЕ ДЛЯ ЭТОГО КОМПОЗИЦИИ | 2005 |
|
RU2366766C2 |
| Модифицированный наноуглеродом электролит анодирования детали из алюминия или его сплава | 2014 |
|
RU2607075C2 |
| СПОСОБ АНОДИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И ПРЕДНАЗНАЧЕННЫЕ ДЛЯ ЭТОГО КОМПОЗИЦИИ | 2005 |
|
RU2362842C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ НА ОСНОВЕ АЛЮМИНИЯ | 2021 |
|
RU2833436C1 |
| ФОРМА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2482221C1 |
| Способ формирования нанопористого оксида на поверхности имплантата из порошкового ниобия | 2015 |
|
RU2633143C2 |
| АЛЮМИНИЕВАЯ ПОЛОСА С ПОКРЫТИЕМ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2013 |
|
RU2639166C2 |

Изобретение относится к способу соединения элементов составных деталей, таких как полые лопасти вентиляторов и иных аналогичных деталей. Способ соединения металлических элементов заключается в том, что изготавливают металлические детали, соединяемые между собой их соприкасающимися поверхностями, покрытыми оксидным слоем. Затем поверхности этих элементов обрабатывают щелочным раствором с получением обработанных щелочным раствором элементов. После этого обработанные щелочным раствором элементы промывают водой с получением промытых водой элементов. Затем элементы соединяют между собой их соприкасающимися поверхностями. Данный способ является более экологически чистым и дешевым по сравнению с другими известными в настоящее время способами. 8 з.п. ф-лы, 2 ил.
| US 5063662 А, 12.11.1991 | |||
| ОБРАБОТКА ПОВЕРХНОСТИ | 1996 |
|
RU2158286C2 |
| НИТЕПОДАЮЩЕЕ УСТРОЙСТВО С НИТЕНАБЛЮДАТЕЛЕМ С ПРУЖИННЫМ УПОРОМ | 2002 |
|
RU2248419C1 |
| SU 1484821 A1, 07.06.1989. | |||

