Изобретение относится к целлюлозно-бумажной промышленности и может быть использовано при производстве картона для плоских слоев гофрированного картона, используемого при изготовлении малогабаритной тары.
Известен многослойный картон, состоящий из внутреннего волокнистого слоя, содержащего в качестве волокна 100% химико-термомеханической древесной массы (ХТММ), и верхнего и нижнего волокнистых слоев, содержащих в качестве волокна главным образом целлюлозу (US 6221212 А, кл. D 21 H 27/10, 24.04.2001).
При этом внутренний слой картона составляет 55-80% общей массы картона и окружен по меньшей мере одним, предпочтительно 1-3 наружными слоями с каждой стороны.
Известен многослойный картон, состоящий из верхнего волокнистого слоя, содержащего в качестве волокна 100% беленой сульфатной целлюлозы, волокнистых подслоя, среднего слоя и нижнего слоя, содержащих в качестве волокна дешевые полуфабрикаты (Методы производства картона, Wochenblatt fur Papier-fabrikation, 2001, 129, №11-12, с.714-729).
При этом в качестве дешевых полуфабрикатов используют:
в подслое - обесцвеченную макулатуру;
в среднем слое - химико-механическую древесную массу;
в нижнем слое - обесцвеченную макулатуру.
Известен трехслойный коробочный картон, состоящий из внутреннего волокнистого слоя, содержащего в качестве волокна 100% ХТММ или термомеханической древесной массы (ТММ) и верхнего или нижнего волокнистых слоев, содержащих в качестве волокна композицию из беленой сульфатной целлюлозы и обесцвеченной макулатуры (“Зависимость качества картона от используемых волокнистых полуфабрикатов”, Borschke Dietmar, Allgemeine Papierrundschau, 2002, 126, №11-12, c.33-36).
В известном коробочном картоне вопрос жесткости картона, необходимой для производства качественной тары, решен за счет свойств среднего слоя путем повышения его удельного объема и повышения модуля упругости путем использования ХТММ и ТММ.
Ближайшим аналогом настоящего изобретения является картон для плоских слоев гофрированного картона, состоящий из верхнего волокнистого слоя на основе целлюлозосодержащего полуфабриката, среднего и нижнего волокнистых слоев на основе макулатуры и поверхностного покрытия, нанесенного на верхний и/или нижний слой, а также тара с использованием картона (UA 51407, кл. D 21 H 11/02, 15.11.2002).
При этом в качестве целлюлозосодержащего полуфабриката картон содержит хвойную небеленую сульфатную целлюлозу, а в качестве поверхностного покрытия, нанесенного на верхний и/или нижний слой, использована проклейка крахмальным составом. Показатели картона соответствуют характеристикам картона для плоских слоев гофрированного картона марки К-1 по ГОСТ 7420.
Однако известный картон и полученная тара не обладают необходимой жесткостью.
Новым техническим результатом от использования изобретения является повышение жесткостных и прочностных показателей картона для плоских слоев гофрированного картона и тары с его использованием.
Новый технический результат достигается тем, что в картоне для плоских слоев гофрированного картона, состоящем из верхнего волокнистого слоя (на основе целлюлозосодержащего полуфабриката), среднего и нижнего волокнистых слоев на основе макулатуры и поверхностного покрытия, нанесенного на верхний и/или нижний слой, согласно изобретению верхний слой содержит 100% макулатуры, средний и нижний слои дополнительно содержат полуфабрикат высокого выхода - химико-термомеханическую древесную массу со степенью помола 40-50°ШР, полученную путем химической обработки раствором едкого натра в две стадии с одновременной пропаркой в шнековом аппарате, а макулатура взята со степенью помола 50-55°ШР, при этом средний волокнистый слой содержит указанные компоненты при следующем их соотношении, мас.%: химико-термомеханическая древесная масса 40-60 и макулатура 40-60; нижний волокнистый слой содержит указанные компоненты при следующем их соотношении, мас.%: химико-термомеханическая древесная масса 25-35 и макулатура 65-75, а масса покрытия составляет 0,2-2,5 г/м2.
Тару выполняют с использованием вышеописанного картона для плоских слоев гофрированного картона. Ее изготавливают по стандартной технологии из склеенных между собой плоских и гофрированных слоев.
При этом химико-термомеханическую древесную массу получают из смеси березы и осины в одношнековом аппарате в две стадии с одновременной пропаркой. Первую стадию осуществляют раствором едкого натра с концентрацией 20-25 г/л при его расходе 2,5-4,0% в ед. Na2О от массы абсолютно сухой щепы при температуре 100-120°С. Вторую стадию осуществляют раствором едкого натра с концентрацией 26-30 г/л при его расходе 4,5-5,5% в ед. Na2O от массы абсолютно сухой щепы при температуре 150-160°С, а в качестве макулатуры используют макулатуру МС-6 - макулатуру от использованных ящиков и отходов гофропроизводства. Поверхностное покрытие, нанесенное в клеильном прессе, имеет массу покрытия 0,2-2,5 г/м2, предпочтительно на основе крахмала или натриевой соли карбоксиметилцеллюлозы. При этом в качестве крахмала используют катионный кукурузный или картофельный крахмал.
Предлагаемый картон для плоских слоев гофрированного картона позволяет за счет именно сочетания композиционного состава каждого слоя и за счет различного соотношения компонентов в среднем и нижних слоях картона, а также за счет использования указанного полуфабриката высокого выхода - ХТММ, полученного двухстадийно в шнековом аппарате, повысить в силу использования 100% макулатуры в верхнем слое механические показатели, в силу использования ХТММ с повышенным содержанием и макулатуры с пониженным содержанием в среднем слое, а также в силу использования ХТММ с пониженным содержанием и макулатуры с повышенным содержанием в нижнем слое. Кроме того, предложение позволяет повысить жесткостные показатели картона по причине лучшего заполнения межволоконной макулатурной структуры полотна более жесткими волокнами ХТММ.
Предлагаемый картон для плоских слоев гофрированного картона получают следующим образом. Формуют элементарные волокнистые слои на известных формующих устройствах со съемным сукном и при сухости 6-10% их соединяют, прессуют и сушат. Картон, используемый в качестве плоского слоя гофрированного картона, формируют из трех элементарных слоев.
На основе полученного предлагаемого картона для плоских слоев получают трех- или пятислойный гофрированный картон, характеризующийся высокими механическими показателями при одновременном высоком содержании в композиции картона макулатуры, а именно:
в верхнем элементарном слое картона для плоских слоев -100% макулатуры;
в среднем элементарном слое картона для плоских слоев - 40-60% макулатуры;
в нижнем элементарном слое картона для плоских слоев - 65-75% макулатуры,
из которого производят тару, характеризующуюся повышенным сопротивлением сжатию, то есть хорошо держащую нагрузку штабеля. При этом в качестве тары производят ящики сложной высечки, в том числе 4-клапанные и лотки из картона различных профилей от Е до С.
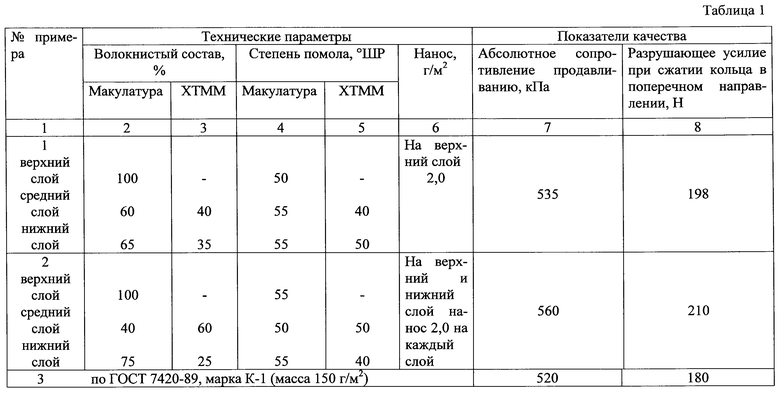
Предложенный картон для плоских слоев гофрированного картона получен в примерах 1 и 2, а характеристики целевого продукта представлены в таблице 1.
Пример 1. Картон для плоских слоев гофрированного картона массой 150 г/м2 получают по стандартной технологии с той лишь разницей, что:
1) волокнистый композиционный состав верхнего слоя содержит 100% макулатуры марки МС-6 со степенью помола 50°ШР;
2) волокнистый композиционный состав среднего слоя содержит 40% химико-термомеханической массы со степенью помола 40°ШР и 60% макулатуры марки МС-6 со степенью помола 55°ШР;
3) волокнистый композиционный состав нижнего слоя содержит 35% химико-термомеханической массы со степенью помола 50°ШР и 65% макулатуры марки МС-6 со степенью помола 55°ШР;
4) покрытие нанесено на верхний слой картонного полотна;
5) масса покрытия составляет 2,5 г/м2;
6) состав для покрытия содержит натриевую соль карбоксиметилцеллюлозы.
ХТММ получают путем двухстадийной химической обработки раствором едкого натра с одновременной пропаркой в шнековом аппарате.
Полученный картон для плоских слоев гофрированного картона анализируют для определенно качественных показателей.
Пример 2. Картон для плоских слоев гофрированного картона массой 150 г/м2 получают по стандартной технологии с той лишь разницей, что:
1) волокнистый композиционный состав верхнего слоя содержит 100% макулатуры марки МС-6 со степенью помола 55°ШР;
2) волокнистый композиционный состав среднего слоя содержит 60% химико-термомеханической массы со степенью помола 50°ШР, полученной вышеописанным способом, и 40% макулатуры марки МС-6 со степенью помола 50°ШР;
3) волокнистый композиционный состав нижнего слоя содержит 25% химико-термомеханической массы со степенью помола 40°ШР, полученной вышеописанным способом, и 75% макулатуры марки МС-6 со степенью помола 55°ШР;
4) покрытие нанесено на верхний и нижний слои картонного полотна;
5) масса покрытия составляет 0,2 г/м2 на каждый слой;
6) состав для покрытия содержит натриевую соль карбоксиметилцеллюлозы.
Полученный картон для плоских слоев гофрированного картона анализируют для определения качественных показателей. Результаты приведены в таблице 1.
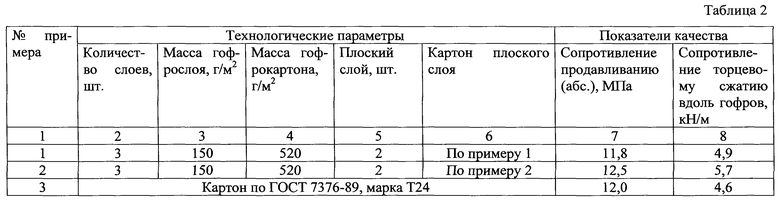
На основе полученного по примерам 1 и 2 картона для плоских слоев, а также гофрированной бумаги массой 125 г/м2 изготавливают трехслойный гофрированный картон по стандартной технологии. Качественные показатели трехслойного гофрированного картона приведены в таблице 2.
Анализ данных таблиц 1 и 2 показывает, что как картон для плоских слоев гофрированного картона, так и гофрированный картон на его основе обладают высокими жесткостными показателями, а именно:
а) картон для плоских слоев гофрированного картона
- по показателю “абсолютное сопротивление продавливанию” и по примеру 1 и 2 имеет превышение нормы в среднем на 5% по отношению к аналогичной продукции по ГОСТ 7420-89 (см. таблицу 1);
- по показателю “разрушающее усилие при сжатии кольца в поперечном сечении” картон по примерам 1 и 2 также имеет превышение нормы в среднем на 13,5% по отношению к аналогичной продукции по ГОСТ 7420-89 (см. таблицу 1);
б) трехслойный гофрокартон, полученный с использованием предлагаемого гофрокартона по примеру 1 имеет значение показателя сопротивления продавливанию (абс.) в среднем на 7% выше нормы чем у гофрокартона марки Т23 (ГОСТ 7376-89);
- трехслойный гофрокартон по примеру 2 имеет значение показателя сопротивления продавливанию (абс) в среднем на 4% выше нормы чем у гофрокартона марки Т24 (ГОСТ 7376-89);
- трехслойный гофрокартон, полученный по примеру 1, характеризуется по показателю “сопротивление торцевому сжатию вдоль гофр” на 7% выше нормы чем у гофрокартона марки Т25 (ГОСТ 7376-89);
- трехслойный гофрокартон, полученный по примеру 2, характеризуется по показателю “сопротивление торцевому сжатию вдоль гофр” на 6% выше нормы чем у гофрокартона марки Т25 (ГОСТ 7376-89).
При этом картон одновременно обладает высокими прочностными физико-механическими свойствами за счет предложенной совокупности признаков, в том числе и за счет использования химико-термомеханической древесной массы, полученной путем двухстадийной химической обработки раствором едкого натра с одновременной пропаркой в шнековом аппарате из древесной смеси лиственных пород древесины (береза и осина), технология производства которой характеризуется как малоотходный, ресурсосберегающий и неагрессивный способ по сравнению с традиционными способами производства целлюлозы, используемой для формирования картона для плоских слоев и гофрокартона на его основе согласно ГОСТ 7420-89 и ГОСТ 7376-89, соответственно.
Из трехслойного гофрокартона на основе предложенного картона для плоских слоев производят ящики сложной высечки 4-клапанные, характеризующиеся повышенным сопротивлением сжатию, то есть хорошо держащими нагрузку штабеля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Термомеханическая масса из соломы гороха и способ изготовления из неё бумаги и картона | 2023 |
|
RU2817124C1 |
| БУМАГА ДЛЯ ГОФРИРОВАНИЯ И ТАРА С ИСПОЛЬЗОВАНИЕМ БУМАГИ | 2003 |
|
RU2233930C1 |
| ЛИСТОВОЙ ВОЛОКНИСТЫЙ МАТЕРИАЛ ПРЕИМУЩЕСТВЕННО ДЛЯ ГОФРИРОВАНИЯ И ТАРА ИЗ НЕГО | 2008 |
|
RU2355840C1 |
| Тарный картон для гладких слоев гофрированного картона | 1975 |
|
SU566897A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТОГО ПОЛУФАБРИКАТА ВЫСОКОГО ВЫХОДА | 2004 |
|
RU2281353C1 |
| ВОЛОКНИСТАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОГО МАТЕРИАЛА | 2004 |
|
RU2256018C1 |
| ВОЛОКНИСТАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОГО МАТЕРИАЛА | 2004 |
|
RU2256019C1 |
| ВОЛОКНИСТАЯ КОМПОЗИЦИЯ КАРТОНА ДЛЯ ПОЛУЧЕНИЯ ДИСПЕРГИРУЕМОГО В ВОДЕ ЛИСТА КАРТОНА, ДИСПЕРГИРУЕМЫЙ В ВОДЕ ЛИСТ КАРТОНА НА ЕЕ ОСНОВЕ И ДИСПЕРГИРУЕМАЯ В ВОДЕ ВТУЛКА ДЛЯ РУЛОНА ТУАЛЕТНОЙ БУМАГИ | 2023 |
|
RU2820893C1 |
| Коробочный картон | 1981 |
|
SU996593A1 |
| БУМАЖНЫЙ ИЛИ КАРТОННЫЙ ЛАМИНАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2245409C2 |
Картон предназначен для получения плоских слоев гофрированного картона при производстве тары из него и может быть использован в целлюлозно-бумажной промышленности. Картон состоит из верхнего, среднего, нижнего волокнистых слоев и поверхностного покрытия, нанесенного на верхний и/или нижний слой. Верхний волокнистый слой содержит 100% макулатуры. Средний и нижний слои содержат макулатуру и полуфабрикат высокого выхода - химико-термомеханическую массу со степенью помола 40-50°ШР. Последняя получена путем двухстадийной химической обработки раствором едкого натра с одновременной пропаркой в шнековом аппарате. Макулатура взята со степенью помола 50-55°ШР. Масса покрытия составляет 0,2-2,5 г/м2. Предложена также тара с использованием вышеописанного картона. Техническим результатом является повышение жесткостных и прочностных показателей картона для плоских слоев гофрированного картона, а также тары. 2 н.п. ф-лы, 2 табл.
| Способ изготовления бетона | 1936 |
|
SU51407A1 |
| Картон для плоских слоев гофрированного картона | 1987 |
|
SU1490208A1 |
| КАРТОН С ВЫСОКОЙ ЖЕСТКОСТЬЮ И УПАКОВКА, ИЗГОТОВЛЕННАЯ ИЗ НЕГО | 1998 |
|
RU2178817C2 |
| Способ изготовления многослойного упаковочного материала | 1989 |
|
SU1703752A1 |
| US 6221212 B1, 24.04.2001 | |||
| ВЕТРОДВИГАТЕЛЬ | 2013 |
|
RU2550993C2 |
| US 4913773 А, 03.04.1990. | |||

