.
Изобретение относится к литейному производству и может быть использовано для изготовления вакуумной формовкой крупногабаритных литейных форм и стержней.
Целью изобретения является стабилизация разрежения в полости стержня во время заливки.
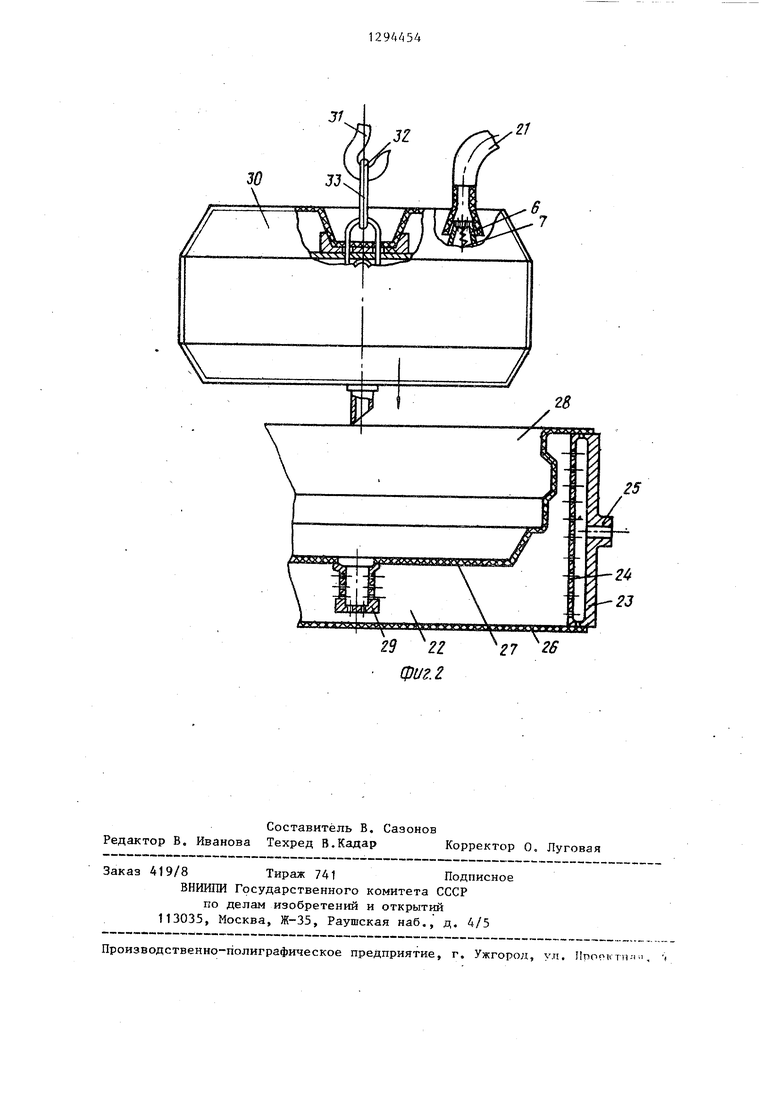
На фиг. 1 представлена оснастка для вакуумной формовки и стержень, общий ВИД} на фиг. 2 - стержень и литейная форма.
Оснастка для вакуумной формовки крупногабаритных стержней, подключаемых к источнику вакуума через литейную форму, содержит модельную плиту 1 с формообразующими элементами 2 и 3, каркас 4 из перфорированной трубки с патрубком 5, срезанным под острым углом к оси патрубка и вакуум ным штуцером 6 с обратным клапаном 7 на противоположной от патрубка 5 стороне каркаса, захват в виде крьпп- ки 8 с серьгой 9, охватывающей каркас, при этом модельная плита 1 выполнена с кольцевой бобышкой 10, оформляющей впадину 11 в стержне с расположенным внутри него вакуумным аккумулятором 12, выполненным перфорированным (.с отверстиями) и с обмазкой 13 снаружи из жидкосте- кольной смеси толщиной 5-8 мм, при этом вакуумный аккумулятор закреплен на каркасе 4. В модельной плите 1 имеется герметичная полость 14, которая при помощи патрубка 15 подключается к источнику вакуума (не показан) или сообщается с атмосферой, при этом полость 14 связана через отсасывающие отверстия 16 с оформляющей поверхностью, облицованной синтетической пленкой 17 с отогнутым краем 18. Стержень изготавливается из формовочного материала 19 без связующего и изолирован от окружающей ат- мосферы при помощи синтетической пленки 20,перекрывающей край 18. Дл подключения стержня к источнику вакуума, служат два гибких вакуум-про- вода 21.
На фиг. 2 показана литейная форма изготовленная вакуумной формовкой из сухого формовочного материала 22 в опоке 23j: с фильтрующей оболочкой 24 и патрубком 25 для подключения к вакуумной системе, герметизирующим элементом 26, синтетической пленкой 27, образующей полость формы 28 с кондук
10
15
20
25
50
55 30
35
40
тором 29 из газопроницаемого материала.
Стержень 30 связан с гаком 31 грузоподъемного устройства при помощи разрезного кольца 32 с-косым пазом 33.
Изготовление стержня осзтцествляет- ся следующим образом.
На модельную плиту 1 устанавливаются сменные формообразующ ие элементы 2 и 3, выполненные, например из дерева, которые облицовываются вместе с модельной плитой, нагретой синтетической пленкой 17, с отогнутыми краями 18 при подключении штуцера 15 и полости 14 к источнику вакуума. Затем на пленку 17 наносят противопригарную краску, а внутрь оснастки устанавливается вакуумньй аккумулятор 12 с каркасом 4, крышкой 8 и серьгой 9, которая входит внутрь кольцевой бобьшки 10, фиксирующей крышку 8 с серьгой 9 во впадине 11, при этом вакуумный штуцер % также устанавливается в соответствующей впадине модельной плиты 1.
После подачи и уплотнения сухого формовочного материала 19 и наложения синтетической пленки 20 на патрубок 5 надевается гибкий вакуумпро- вод 21, который подключается к источнику вакуума (не показан), при этом патрубок 15 отключается от источни-- ка вакуума и сообщается с атмосферой, обеспечивая подачу воздуха через отверстия 16, а клапан 17 закрывается, изолируя вакуумный аккумулятор от атмосферы. После этого синтетическая пленка 20 приваривается путем ее нагревания по периметру к отогнутому краю 18, образуя герметичный шов.
После кантования оснастки стержень извлекается из нее вместе с формообразующими элементами 2 и 3, которые легко отделяются. Затем к вакуумному штуцеру 6 после удаления, например путем срезания, с торца синтетической пленки подключается второй гибкий вакуум-провод 21, связанный также с источником вакуума. Только после этого второй гибкий вакуум-провод 21 отсоединяется от патрубка 5 и стержень 30, подключен- ньй через патрубок 6 и вакуум-провод 21 к источнику вакуума, при помощи гака 31 разрезанного кольца 32 с косым пазом 33 фиксируется в полости 28 литейной формы с герметизирующим элементом 26 и синтетической плен
3
кой 27. В результате этого стержень 30 подключается к источнику вакуума через кондуктор 29 формовочный материал 22, фильтрующую оболочку 24 и патрубок 25. Затем гак 31 отсо диняется, вакуум-провод 21 отключается от патрубка 6 и производится установка верхней полуформы (не показана) или заливка в одну полуформ После заливки и затвердевания отливки производится выбивка литейной формы, при этом вакуумный аккумулятор 12 с каркасом 4 и обмазкой 13 при помощи гака 31, разрезного кольца 32 с косым пазом 33 извлекается. При отсутствии повреждений вакуумны аккумулятор подается на формовку для повторного использования.
Предлагаемое техническое решение по сравнению .с известным обеспечивает следующие технико-экономические преимущества:
снижение транспортных расходов (железнодорожньй, автомобильный транспорт) за счет снижения расхода формовочного материала на 50-60%;
снижение безвозвратных потерь на 1 т литья из расчета 2% (просыпь);
снижение затрат электроэнергии :в литейных цехах, поскольку при од
0
5
5
0
5
0
ной и той же мощности вакуумных насосов можно одновременно заливать большее количество форм;
снижение затрат электроэнергии, связанных с работой внутрицехового транспорта и транспортеров линий.
Формула изобретения
1.Стержень для вакуумной формовки крупногабаритных литейных форм, содержащий формообразующие элементы, облицованные синтетической пленкой, каркас, размещенный внутри стержня с возможностью соединения с вакуумной системой через литейную форму, отличающийся
тем, что, с целью повыпения качества отливки путем стабилизации разрежения в полости стержня во время залив ки, он снабжен встроенные вакуумным аккумулятором.
2.Стержень поп.1, отличающийся тем, что вакуумный аккумулятор выполнен в виде газопроницаемой емкости.
3.Стержень по ni2, отличающийся тем, что емкость выполнена перфорированной и облицована снаружи жидкостекольной смесью.
J/
21
27 26
фиг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки | 1981 |
|
SU996060A2 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU882695A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU952411A2 |
| Оснастка для вакуумной формовки | 1979 |
|
SU831349A1 |
| Оснастка для изготовления литейных форм со стержнями вакуумно-пленочной формовкой | 1980 |
|
SU884830A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU850266A1 |
| Литейная оснастка | 1978 |
|
SU764835A2 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
Изобретение относится к литейному производству и может быть использовано для изготовления вакуумной формовкой крупногабаритных литейных форм и стержней. Цель изобретения - стабилизация разрежения в полости стержня во время заливки - достигается тем, что стержень снабжен встроенным вакуумным аккумулятором 12, выполненным перфорированным с обмазкой 13 из жидкостекольной газопроницаемой смеси. Вакзгумный аккумулятор 12 установлен внутри стержня 30 с возможностью подключения к вакуумной системе и закреплен на каркасе 4. Вакуумный аккумулятор 12 может быть использован многократно, 2 з.п. ф-лы, 2 ил. & (Л 18 л v фиг.1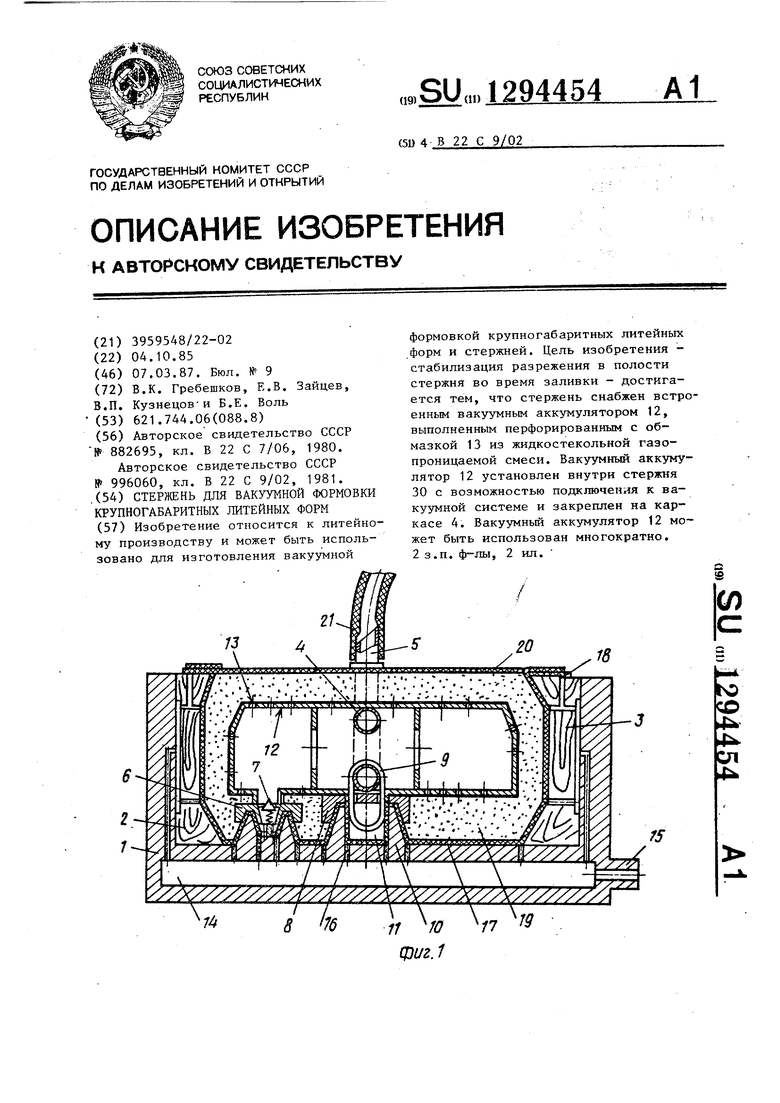
| Оснастка для вакуумной формовки | 1980 |
|
SU882695A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU996060A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
