Изобретение относится к трубопроводному транспорту нефтепродуктов и газа.
Производительность магистрального нефте- и газопровода при прочих равных условиях определяется диаметром нефте- и газопроводной трубы. Поэтому развитие трубопроводного транспорта нефти и газа идет по пути увеличения диаметра труб. Например, изменение диаметра труб с 1420 мм на 1620 мм определяет увеличение подачи нефти и газа на 25...30%.
Трубы большего диаметра для магистральных нефте- и газопроводов формируют из стали, прокатной на станах листовой прокатки.
Известен способ изготовления нефте- и газопроводной трубы большего диаметра.
Согласно этому способу трубу изготавливают из двух листов прямоугольной формы, ширина каждого из листов-заготовок при этом составляет половину длины периметра трубы. Каждый лист-заготовку изгибают по длине в полуцилиндр. Полученные два полуцилиндра состыковывают по кромкам и сваривают двумя швами, расположенными вдоль образованной таким способом трубы (В.А. Рымов, П.И. Полухин, И.Н. Потапов. Совершенствование производства сварных труб. М.: Металлургия, 1983, с.266, 267).
Этот способ изготовления трубы является трудоемким, так как труба изготавливается из двух частей, и сварные швы имеют длину, равную удвоенной длине трубы.
Известен рассмотренный в качестве прототипа способ изготовления трубы из одного листа-заготовки прямоугольной формы, ширина которого равна длине периметра трубы - πDт, здесь Dт - диаметр трубы.
Согласно этому способу лист-заготовку изгибают по его длине в форму цилиндра до контакта продольных сторон листа-заготовки и их соединяют одним сварным швом, образуя трубу (Ю.М. Матвеев и др. Производство электросварных труб большого диаметра. М.: Металлургия, 1968, с.140, 141, 145).
Недостатком такого способа изготовления трубы является ограниченный диаметр изготавливаемой одношовной трубы, определяемый шириной листа-заготовки. Ширина листа-заготовки, изготовленного на листопрокатном стане, не может быть больше, чем длина рабочего валка листопрокатного стана. Поэтому для изготовления труб большего диаметра строят листопрокатные станы с большой длиной рабочих валков.
Например, для получения одношовной трубы диаметром 1420 мм предназначен Стан 5000, на котором получают лист-заготовку шириной 4460 мм, равный периметру этой трубы. Для изготовления одношовной трубы диаметром 1620 мм необходим лист-заготовка шириной 5090 мм, при этом по существующему способу нужен листопрокатный стан с большей длиной рабочих валков, чем у Стана 5000, что требует больших затрат на изготовление такого стана.
Задача изобретения - создание способа формирования трубы с одним сварным швом из одного листа-заготовки прямоугольной формы, шириной, меньшей чем периметр изготавливаемой трубы.
Это достигается предлагаемым способом формирования трубы.
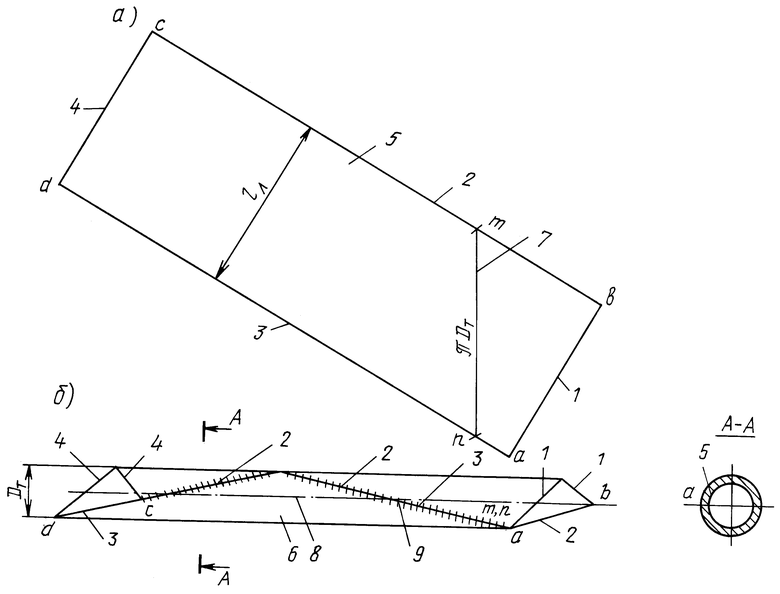
На чертеже (а, б) изображены прямоугольный лист-заготовка 5, изготовленная из него труба 6. Лист-заготовка (чертеж а) ограничен продольными сторонами 2 и 3 и поперечными сторонами 1 и 4. Обозначены: ширина листа - заготовки lл и прямая 7 длиной πDт, соединяющая точки m и n продольных сторон листа-заготовки.
На трубе 6 (чертеж б) изображены ось 8 трубы и стороны прямоугольного листа-заготовки 1, 2, 3 и 4 в положении, которое они занимают на готовой трубе, сварной шов 9.
Способ изготовления трубы осуществляют следующим образом.
Прямоугольный лист-заготовку 5 располагают так, чтобы прямая 7 была перпендикулярна оси 8, лист-заготовку 5 изгибают по длине вокруг оси 8 до положения, при котором стороны 2 и 3 листа-заготовки 5 будут контактировать на всем их протяжении, формируя цилиндр. Затем по линии контакта стороны 2 и 3 сваривают швом 9, образуя трубу 6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ НЕФТЕГАЗОПРОВОДНОЙ ТРУБЫ | 2003 |
|
RU2239504C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2016 |
|
RU2635035C1 |
| Способ изготовления двухшовных труб большого диаметра | 2017 |
|
RU2667194C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ БОЛЬШОГО ДИАМЕТРА С ДВУМЯ ПЛАСТИЧЕСКИ ДЕФОРМИРОВАННЫМИ СВАРНЫМИ ШВАМИ И ФИГУРНАЯ ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460601C1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 1997 |
|
RU2119837C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2486981C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБОПРОВОДОВ | 2016 |
|
RU2653381C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДОВ | 2017 |
|
RU2683099C1 |
Изобретение относится к трубопроводному транспорту нефти и газа. Способ формирования трубы включает изготовление листа-заготовки прямоугольной формы, изгибание листа-заготовки по длине в форму цилиндра до контакта продольных сторон листа-заготовки и их соединение одним сварным швом с образованием трубы. При этом для формирования трубы, периметр которой превышает ширину листа-заготовки, лист-заготовку перед его изгибанием по длине в форму цилиндра размещают таким образом, чтобы прямая линия длиной, равной периметру формируемой трубы, соединяющая две точки на продольных сторонах листа-заготовки, была перпендикулярна оси формируемой трубы. Достигается формирование трубы с одним сварным швом из одного листа-заготовки и с диаметром трубы, периметр которой больше ширины листа-заготовки. 1 ил.
Способ формирования трубы, включающий изготовление листа-заготовки прямоугольной формы, изгибание листа-заготовки по длине в форму цилиндра до контакта продольных сторон листа-заготовки и их соединение одним сварным швом с образованием трубы, отличающийся тем, что для формирования трубы, периметр которой превышает ширину листа-заготовки, лист-заготовку перед его изгибанием по длине в форму цилиндра размещают таким образом, чтобы прямая линия длиной, равной периметру формируемой трубы, соединяющая две точки на продольных сторонах листа-заготовки, была перпендикулярна оси формируемой трубы.
| МАТВЕЕВ Ю.М | |||
| и др., Производство электросварных труб большого диаметра | |||
| - М.: Металлургия, 1968, с.140, 141, 145 | |||
| Способ изготовления обечайки | 1979 |
|
SU848116A1 |
| Устройство для изготовления обечаек | 1980 |
|
SU1009548A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2057603C1 |
| DE 1208276 A, 05.01.1966. | |||

