Изобретение относится к обработке металлов и сплавов суперфинишированием и может быть использовано для высокопроизводительной отделочной обработки наружных поверхностей деталей типа тел вращения.
Известен способ отделочной обработки цилиндрических и плоских поверхностей суперфинишированием, когда абразивному бруску, прижимаемому к поверхности детали с небольшим усилием, кроме движения подачи придается осциллирующее (колебательное) движение. Как правило, рабочая поверхность абразивного бруска в этом случае полностью соответствует форме поверхности обрабатываемой детали (Справочная книга по отделочным операциям в машиностроении. / Под общей редакцией доц. И.Г.Космачева. Л.: Лениздат, 1966, 543 с. - см. табл. 2, стр. 178). Недостатками данной схемы взаимодействия абразивного бруска и обрабатываемой детали при суперфинише является неуниверсальность инструмента (для различных диаметров деталей необходимы абразивные бруски соответствующих размеров). Кроме того, затупившиеся абразивные зерна инструмента практически не удаляются из зоны обработки вследствие замкнутого пространства, в котором они находятся. Рабочая поверхность бруска обхватывает обрабатываемую поверхность на достаточно большой номинальной площади контакта. Это подтверждается тем, что процесс суперфиниширования происходит интенсивно лишь в первые минуты обработки, а потом производительность процесса резко снижается.
Технической задачей, на решение которой направлено изобретение, является увеличение производительности обработки при суперфинишировании за счет более интенсивного удаления из инструмента затупившихся абразивных зерен, а также повышение универсальности использования абразивного инструмента в отношении его формы при реализации процесса суперфиниширования для обработки наружных цилиндрических поверхностей.
Согласно изобретению сущность способа заключается в том, что абразивный инструмент в форме диска, который устанавливают с образованием линейного контакта его торцовой поверхности с обрабатываемой цилиндрической поверхностью, совершает колебательное осциллирующее движение и движение подачи. При этом он поджимается с небольшим усилием к обрабатываемой поверхности, а также свободно вращается вокруг своей оси относительно образующей цилиндрической поверхности детали.
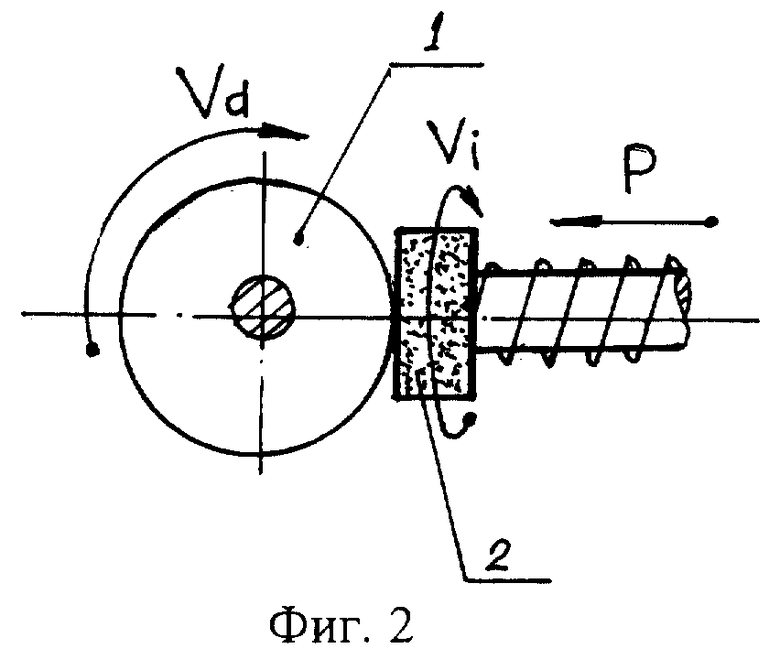
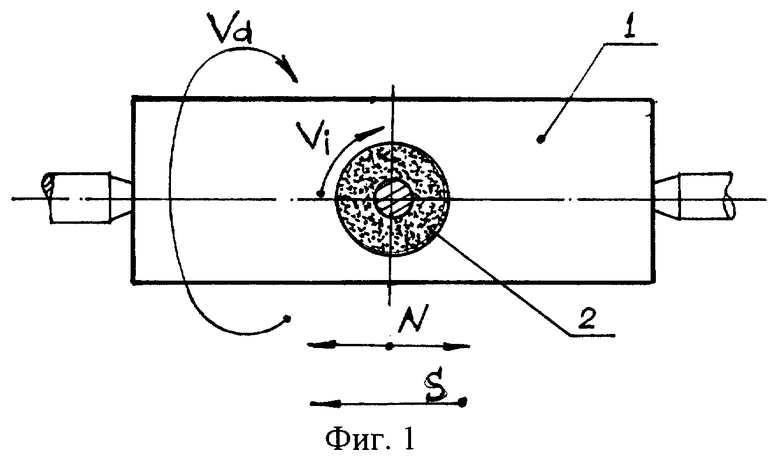
Сущность изобретения поясняется чертежами, где на фиг.1 показана фронтальная проекция схемы для реализации способа; на фиг.2 - то же, вид сбоку; на фиг.3 - то же, вид сверху.
Пример реализации способа заключается в том, что детали 1 придают вращательное движение с необходимой скоростью Vd. Абразивный брусок 2, имеющий форму диска (круга) определенной толщины, торцовой поверхностью прижимают к обрабатываемой детали с усилием Р, образуя линейный контакт с цилиндрической поверхностью детали. Абразивному кругу придают колебательное осциллирующее движение с необходимой частотой N и движение подачи S. Кроме того, абразивный круг имеет возможность свободно вращаться вокруг своей оси со скоростью Vi.
Смазочно-охлаждающая жидкость, подаваемая в открытую зону обработки, образуемую за счет линейного контакта инструмента с поверхностью детали, позволяет с большей интенсивностью (по сравнению с закрытой зоной обработки, когда инструмент охватывает обрабатываемую поверхность на достаточно большой номинальной площади) удалять затупившиеся абразивные зерна. Этому способствует также возможность свободного вращения инструмента относительно своей оси.
Данные факторы существенным образом повышают производительность обработки. Положительный эффект предлагаемого способа отделочной обработки наружных цилиндрических поверхностей подкрепляется также универсальностью используемого инструмента для суперфиниширования при обработке деталей разных диаметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351456C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351455C1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2008 |
|
RU2373043C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2006 |
|
RU2325259C2 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2002 |
|
RU2227772C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1998 |
|
RU2137582C1 |
| СПОСОБ БЕСЦЕНТРОВОГО СУПЕРФИНИШИРОВАНИЯ КРУГОВЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2201862C2 |
| Способ суперфиниширования дорожек качения колец шариковых подшипников | 1985 |
|
SU1346402A1 |
| Способ абразивной обработки круглых деталей | 1976 |
|
SU621547A1 |

Изобретение относится к обработке металлов и сплавов суперфинишированием и может быть использовано для высокопроизводительной отделочной обработки наружных поверхностей деталей типа тел вращения. Способ включает обработку абразивным инструментом, совершающим колебательное осциллирующее движение и движение подачи. При этом абразивный инструмент устанавливают с образованием линейного контакта его торцевой поверхности с обрабатываемой цилиндрической поверхностью с возможностью вращения вокруг своей оси. Использование способа ведет к повышению производительности обработки за счет более интенсивного удаления из инструмента затупившихся абразивных зерен, а также к повышению универсальности использования абразивного инструмента. 3 ил.
Способ отделочной обработки наружных цилиндрических поверхностей абразивным инструментом, совершающим колебательное осциллирующее движение и движение подачи, отличающийся тем, что используют абразивный инструмент, который устанавливают с образованием линейного контакта его торцевой поверхности с обрабатываемой цилиндрической поверхностью с возможностью вращения вокруг своей оси.
| КОСМАЧЕВ И.Г | |||
| и др | |||
| Справочник по отделочным операциям в машиностроении | |||
| - Л.: Лениздат, 1966, с.178 | |||
| Способ шлифования криволинейных поверхностей торцевой поверхностью круга и приспособление для шлифования по этому способу архимедовой спирали | 1947 |
|
SU70554A1 |
| Устройство для обработки наружных поверхностей тел вращения | 1987 |
|
SU1454658A1 |
| DE 2940566 А, 16.04.1982 | |||
| ОПТИЧЕСКИЙ НОСИТЕЛЬ ЗАПИСИ ИНФОРМАЦИИ И СПОСОБ ЗАПИСИ/ВОСПРОИЗВЕДЕНИЯ ДЛЯ НЕГО | 2009 |
|
RU2488178C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1992 |
|
RU2053100C1 |

