Известные способы шлифования криволинейных поверхностей торцовой поверхностью круга и приспособления для их осуиествления мало производительны.
Описываемые способ и приспособление для шлифования криволинейных поверхностей характеризуются тем, что изделию и кругу сообщают, помимо относительных движений, необходимых для воспроизведения шлифуемой криволинейной поверхности, дополнительное вращение друг относительно друга, с целью обеспечивания постоянства расположения линии касания круга к обрабатываемой поверхности.
Для осуществления упомянутого способа шлифования предлагается приспособление, работа и устройство которого поясняется чертежами.
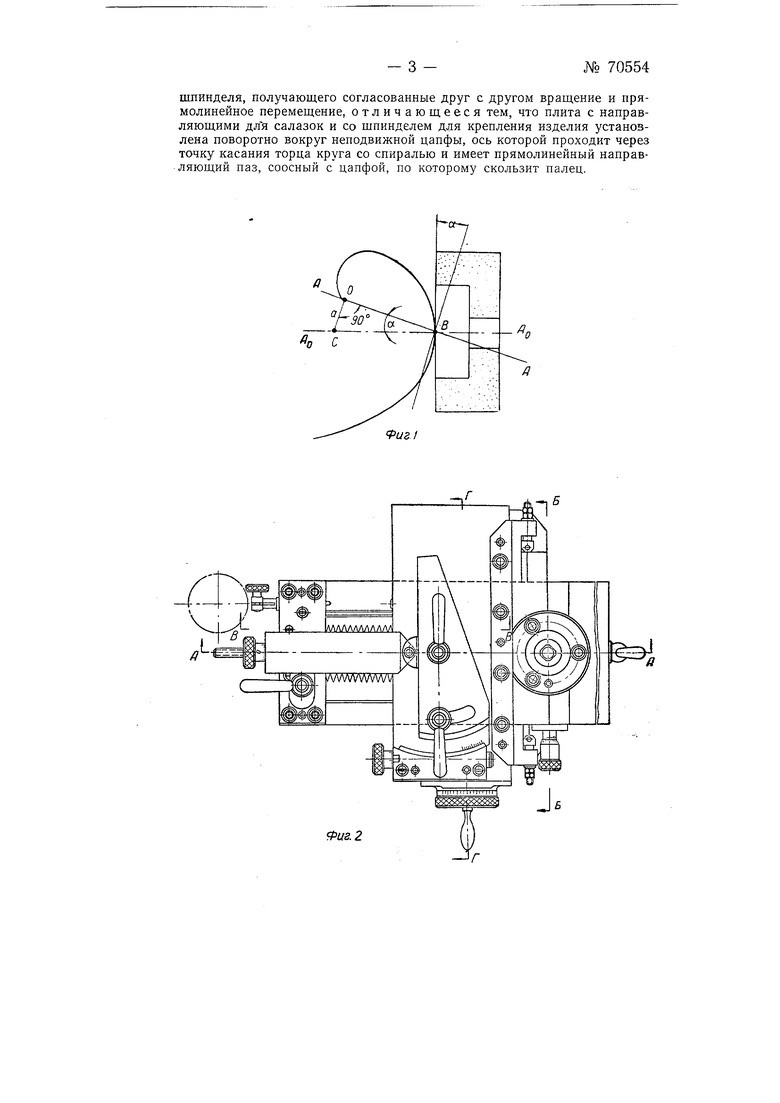
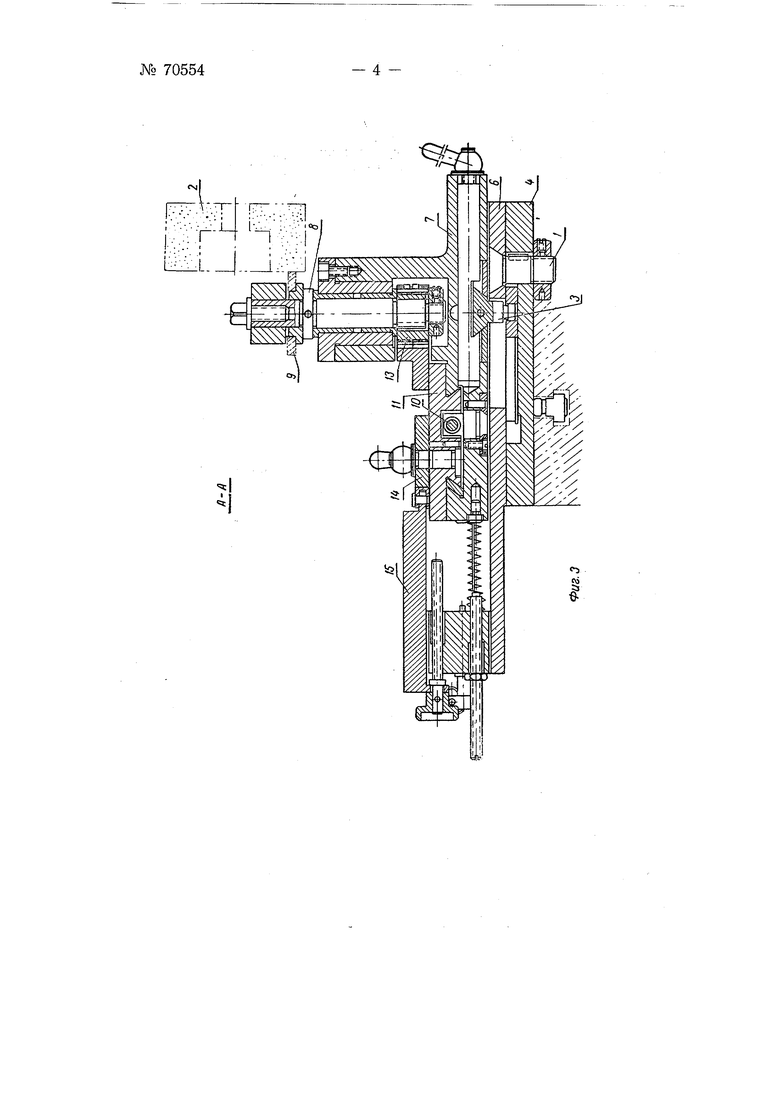
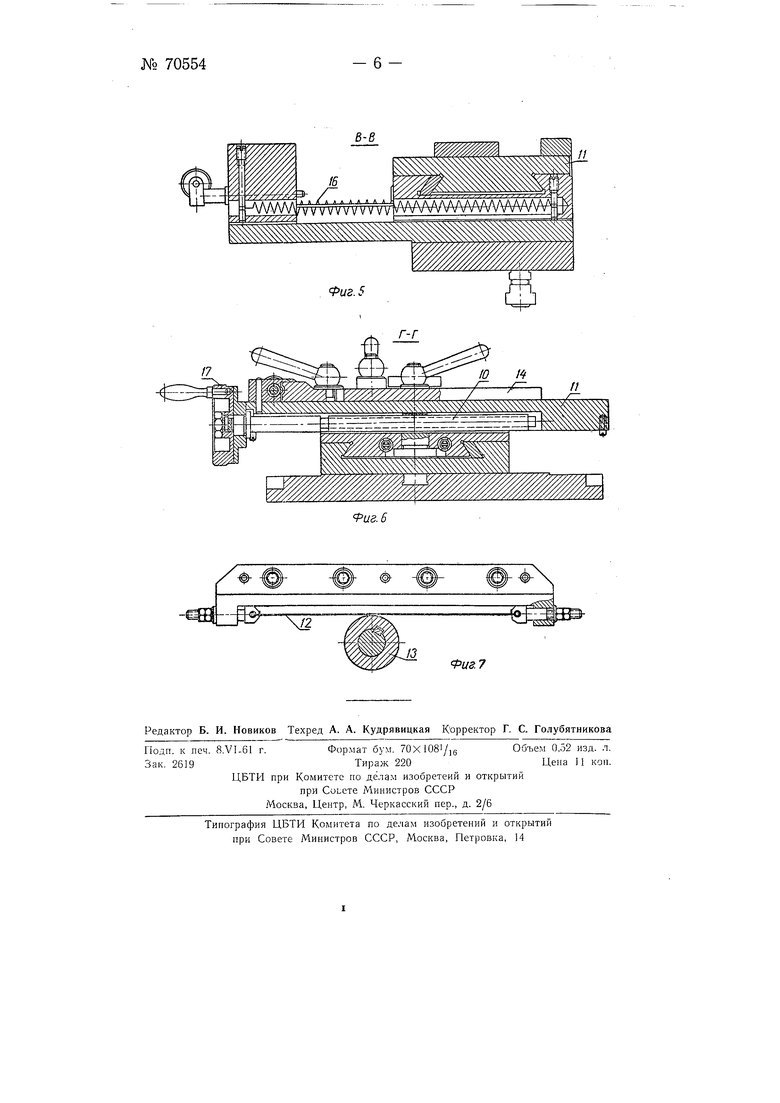
На фиг. 1 изображена схема работы предлагаемого приспособления; на фиг. 2 - вид приспособления в плане; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - разрез по Б-Б на фиг. 2; на фиг. 5 - разрез по В-В на фиг. 2; на фиг. 6 - разрез по Г-Г на фиг. 2; на фиг. 7 - вид на барабан с лентами.
Согласно предлагаемому способу шлифования работа резания производится не периферией шлифовального круга, а поверхностью его торца (фиг 1). Стойкость, т. е. сохранность режущей способности шлифовального круга при этом значительно повышается.
Если в точке О восстановить перпендикуляр а к оси АЛ и отложить
на нем расстояние ОС, равное {где i есть шаг спирали), то центр
кривизны спирали всегда бздет находиться на прямой СВ.
Эта зависимость и использована в схеме предлагаемого приспособления. При изменении расстояния между полюсом О спирали и точкой В происходит перемещение точки С (т. е. центра кризияны) по оси АоА.у. что при неизменности расстояния ОС вызовет поворот всего приспособления. Расстояние ОС является величиной постоянной для каждого данного шага спирали.
№ 70554- 2 Выполнение указанного перемещения достигается тем, что приспособление снабжено дополнительной цапфой / (фиг. 3), располагаемой в плоскости торца шлифовального круга 2 и соответствующей точке В на фиг. 1.
Во время работы, в соответствии с изменениями угла а, зависящими от изменения расстояния между полюсом О спирали и точкой шлифования В, приспособление поворачивается вокруг этой цапфы точно на тот же угол а. Поворот этот осуществляется при помощи пальца 3 (фиг. 3,4) (соответствующего на фиг. 1 точке С), могущего перемещаться только по оси ЛоЛо, расположенной перпендикулярно по отношению к торцовой плоскости шлифовального круга и проходящей (на фиг. 1) через точку В.
Предлагаемое приспособление для шлифования собрано на основной плите 4 (фиг. 3), снабженной цапфой 1 (точка В на фиг. 1) и имеющей направляющий паз 5 (фиг. 3 и 4) (ось ЛоЛо на фиг. 1), по которой перемещается палец 3 (точка С на фиг. 1). Цапфа / расположена по оси направляющего паза 5 в плоскости торца шлифовального круга 2. На цапфу 1 насажена поворотная плита 6, несущая на себе салазки 7. Эти салазки во время работы двигаются вдоль направляющих поворотной плиты 6 (по оси Л-Л на фиг. 1). На салазках 7 смонтирован шпиндель 8 (полюс О на фиг. 1), несущий обрабатываемое изделие 9. Вращением винта W (фиг. 6) осуществляется перемещение ползуна 11 (фиг. 5) поперек салазок 7. Движение ползуна /) преобразуется в два других рабочих движения, происходящие одновременно и находящиеся в заранее устанавливаемой взаимной зависимости. Движение ползуна.// преобразуется при помощи лент/2 (фиг. 7) и барабана/5 во вран ательное движение шпинделя S и при набегании наклонно расположенной линейки 74 на упор/5 происходит перемещение салазок 7 по направляющим новоротной плиты 6. Возврат салазок 7 осуществляется двумя пружинами 16. Для упрощения чертежа элементы приспособления изображены в положениях, соответствующих обработке соверщенно круглого кулачка, т. е. при шаге спирали равном нулю. Для такого обработки рабочая сторона линейки 14 располагается параллельно ползуну 11, а палец 3 совмещается с осью поворотной плиты 6. В действительности, если производится обработка спирали, линейка 14 располагается с соответствующим шагу спирали уклоном, а палец 3 смещается на надлежащую (также зависящую от щага) величину от его нулевого положения и соответственно поворотная плита 6 устанавливается под некоторым углом к оси основной плиты 4.
Во время вращения маховичка 17 обрабатываемому кулачку сообщаются три движения: а) поворот вокруг оси щпинделя 8 (полюс О на фиг. 1); б) поступательное перемещение вдоль направляющей поворотной плиты 6 (ось Л-Л на фиг. 1) и в) поворот вокруг оси цапфы / (точка В на фиг. 1).
Предмет изобретения
1.Способ шлифования криволинейных поверхностей торцовой поверхностью круга, отличающийся тем, что изделию и кругу сообщают, помимо относительных движений, необходимых для воспроизведения шлифуемой криволинейной поверхности, дополнительное вращение друг относительно друга, с целью обеспечения постоянства расположения линии касания круга к обрабатываемой поверхности.
2.Приспособление для шлифования по охарактеризованному в п. 1 способу архимедовой спирали с применением для кренления изделия
шпинделя, получающего согласованные друг с другом вращение и прямолинейное перемещение, отличающееся тем, что плита с направляющими для салазок и со шпинделем для крепления изделия установлена поворотно вокруг неподвижной цапфы, ось которой проходит через точку касания торца круга со спиралью и имеет прямолинейный направляющий паз, соосный с цапфой, по которому скользит палец.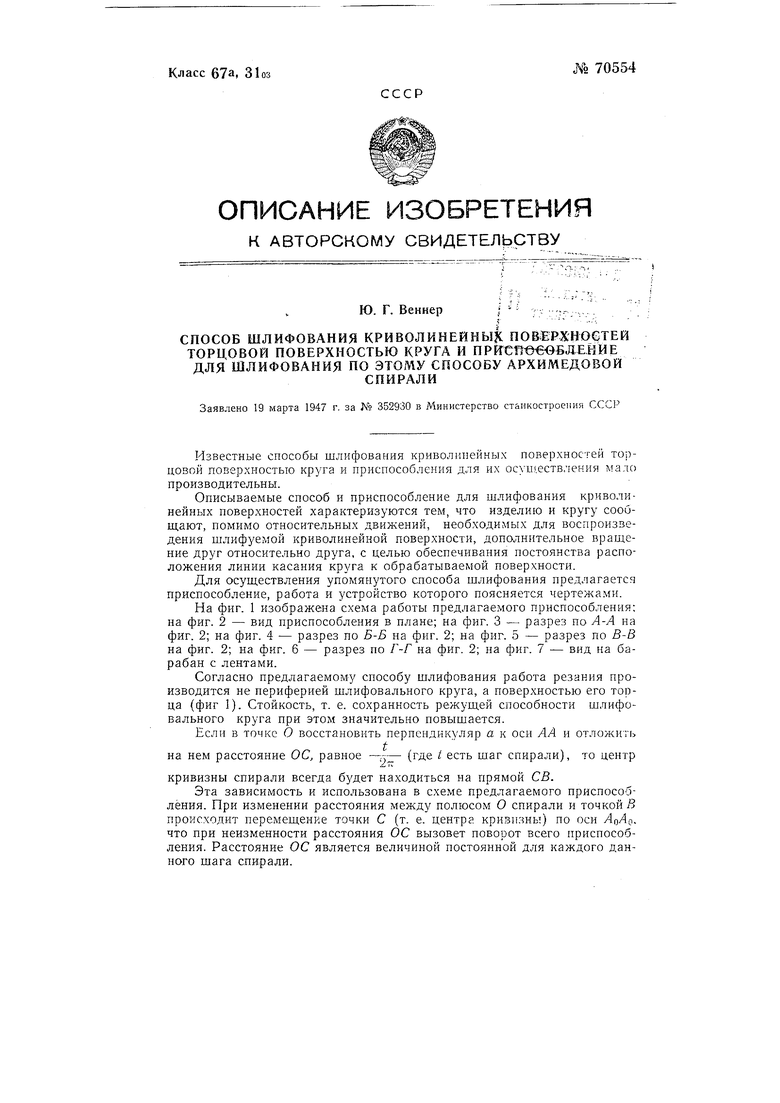


д.
Фив1
CM
v:;r
.J.
}
