Изобретение относится к способу и устройству для производства изделий из минеральной ваты со связующим в соответствии с ограничительной частью пунктов 1 и 2 формулы изобретения.
Для достижения уплотнения, иначе говоря, для получения сжатых в продольном направлении изделий из минеральной ваты с увеличенной долей минеральных волокон, ориентированных в направлении толщины полотна, обычно путем механического воздействия изменяют положение волокон в поверхностных слоях полотна из минеральных волокон, уложенного на некую рабочую поверхность, для чего полотно подают по его широким поверхностям с одновременным приложением к полотну сил сжатия параллельно этим поверхностям. В отличие от производства слоистых матов или слоистых листов, в которых слои повернуты на 90°, преимуществом вышеуказанного способа является возможность непрерывного получения изделия из минерального волокна, обладающего высокой прочностью упомянутых широких поверхностей на сжатие.
Приложение сил сжатия к полотну из минеральных волокон, еще не прошедшему отверждение, часто вызывает изменение расположения взаимосцепленных волокон с образованием складок в готовом изделии. Не ухудшая прочности на сжатие, это, тем не менее, приводит к низкой прочности на изгиб листа или плиты такого типа, поскольку наличие даже малых сил натяжения в поверхностном слое вызывает разрыв близлежащих складок. Более того, звуко- и теплоизолирующие свойства такого изделия в толщинном направлении значительно ухудшаются через зоны волокон, расположенных в направлении толщины изделия.
Как известно из международной публикации WO 91/14816, соответствующей ограничительным частям пп.1 и 2 формулы, для того, чтобы избежать указанных недостатков, продольные силы прикладывают не вдоль линии, направленной поперек направления движения полотна и перед которой материал сминался и образовывал складки, но образуют дискретные зоны приложения этих сил, расположенные одна возле другой в направлении поперек полотна и одна за другой в направлении движения полотна, каждый раз на некотором расстоянии друг от друга. Зоны приложения сил, соседствующие в направлении поперек полотна, смещены относительно друг друга в направлении движения полотна. В результате удается избежать внезапного приложения по одной линии продольных сил воздействия на полотно, а вместо этого указанные продольно направленные силы прилагают ступенчато к расположенным рядом широтным зонам полотна. В целом этим достигают контролируемую и хорошо структурированную переориентацию направления расположения волокон и соответственно однородность готового изделия, без образования складок или морщин на большой поверхности.
При таком способе сжимающие силы прилагают обычным образом посредством вальцов относительно небольшой ширины, при этом достаточно большое количество таких вальцов объединено на одном общем валу, расположенном поперек направления движения полотна. Соседние в направлении движения полотна валы имеют различные скорости вращения и при этом валы с одинаковым расположением вальцов, т.е. вальцы которых лежат на одной линии, отстоят друг от друга на таком расстоянии, чтобы между ними мог быть расположен вал со смещенным расположением вальцов, создавая шахматное или ступенчатое расположение вальцов. Этим обеспечивается наличие множества дискретных зон приложения сил к полотну, смещенных относительно друг друга по всей ширине полотна.
Зона приложения силы каждым отдельным вальцом на широкую поверхность полотна по существу представляет собой линию, поэтому, соответственно диаметру вальцов, получается во много раз большее расстояние по сравнению с длиной зоны приложения силы каждого вальца, измеренной в направлении подачи, не только по отношению к вальцам, лежащим позади в направлении соосности, но также и к вальцам, расположенным со смещением. В результате совместного действия всех сил, приложенных к композитной волокнистой структуре, это узкое линейное приложение приводит к созданию у каждого вальца области воздействия, которая больше, чем область реального контакта, так что эти области воздействия могут перекрывать одна другую и приводят к искривлению волокон как в продольном, так и в поперечном направлениях полотна, что противодействует формированию складок на больших участках. Однако указанные деформирующие волокна силы между отстоящими одна от другой на большом расстоянии узкими линиями приложения сил малы; при наличии больших сил воздействия вальцов на волокна существует опасность того, что материал в промежутках между вальцами будет изгибаться дугой вверх и будут иметь место коробление и складки на материале.
В противоположность этому задачей изобретения является создание способа и устройства, благодаря которым такие большие продольные силы могут быть приложены к полотну, что материал из минераловатного полотна может быть подвергнут валянию и, если требуется, одновременному уплотнению, искривлению и свойлачиванию волокон, что дает возможность получения тонких высокоплотных листов или плит с малыми внутренними воздушными включениями.
Поставленная задача решена в заявляемом изобретении благодаря отличительным признакам пунктов 1 и 2 формулы изобретения, а все изобретение охарактеризовано всеми признаками пунктов 1-11 формулы.
Соответственно, достигается результат совершенно другого качества, чем у прототипа: отсутствует первоначальное переориентирование волокон с образованием крупного массива волокон выровненных в направлении толщины полотна по типу слоистого или прессованного листа для увеличения сопротивления сжатию готового изделия, а вместо этого волокна подвергают интенсивному свойлачиванию, деформированию и прижатию друг к другу. При этом исходные горизонтальные волокна или их фрагменты принимают также и вертикальное положение, внося вклад в увеличение сопротивления сжатию, однако валяющее воздействие, имеющее место в областях перекрытия зон приложения сил ведет, в первую очередь, к свойлаченному и уплотненному переориентированию волокон и их фрагментов, что обеспечивает упрочнение и улучшение механических свойств. Благодаря этому стало возможным изготавливать тонкие листы и плиты, напоминающие прочный картон, хорошо противостоящие разрыву, изгибу, сжатию в плоскости наибольшего размера изделия, иначе говоря, при наличии значительной жесткости, плоская поверхность изделия лишена разрывов, перегибов или выпуклостей, и, вследствие малой толщины, даже при небольшом количестве расположенных вертикально волокон, изделие обладает значительной прочностью на сжатие, а после отверждения связующего становится неупругим.
Это достигается взаимным наложением зон приложения продольных сил, причем эти зоны вытянуты в продольном направлении и смещены относительно друг друга. Такая область перекрытия приложения сил явилась отходом от концепции воздействия вальцами на полотно дискретными активными зонами, расположенными ступенчато для избежания образования складок на больших участках, и возвращением к созданию активного фронта, проходящего по всей ширине полотна. Однако волокнистый материал, подвергаясь воздействию такого активного фронта, не становится, по существу, ненаправленным, как в обычных прессующих установках; наоборот, он равномерно удерживается и направляется в квази-плоской форме протягивающими его зонами приложения сил, расположенными одна возле другой, поэтому деформирование волокон или даже образование складок в целой композитной волокнистой структуре исключены. Во всех случаях получения тонких изделий по данному изобретению главным является не обжатие подаваемого материала, которое происходит в области перекрытия, но горизонтальное валяние, изгибание и свойлачивание при одновременном сжимании. На выходе из области перекрытия воздействие на материал зон приложения сил прекращается, и материал снова направляется в чистоте в зону приложения сил на второй очереди. Свойлачивание, деформирование и уплотнение материала, достигнутые в первой области перекрытия, как бы замораживаются и при необходимости в таком виде материал поступает во вторую область перекрытия, которая имеет следующую зону приложения сил и в которой имеет место дополнительная обработка.
Таким образом материал можно свойлачивать, деформировать, уплотнять, валять с требуемой интенсивностью за счет увеличения числа последовательно расположенных зон приложения сил или вращающихся элементов, соответствующих областям перекрытия. Ряд зон приложения сил к материалу, всегда следующий за областью перекрытия, поддерживает достигнутое состояние материала до того, как произойдет отверждение, которое зафиксирует это состояние окончательно.
В принципе, изобретение позволяет обрабатывать листы и большей толщины, чтобы достичь соответствующей силы валяния, уплотнения и обжатия. При производстве более толстых изделий эффект воздействия на поверхность в перекрывающихся областях, естественно, уменьшается в направлении середины изделия. Поэтому в этой срединной области эффект обжатия, в основном, увеличивается, однако и в этой области образование складок по всей композитной волокнистой структуре на больших участках минимизируется, поскольку продольные силы прикладываются по ширине порознь и во всяком случае не могут достигать тех областей рабочей поверхности, где, даже в случае большой толщины изделия, происходят вышеописанные свойлачивание и уплотнение в результате взаимного деформирования и валяния волокон. Поэтому на выходе получают изделие с высокой изгибной прочностью и поверхностью, которая способна выдерживать нагрузки на разрыв.
Предпочтительнее, чтобы минимальная высота канала обжатия была меньше 40 мм, в особенности менее 25 мм, для производства картонообразных тонких листов или плит. В случае изготовления таких тонких листов или обшивок глубина зон воздействия на взаимно противоположных широких плоскостях изделия достигает противоположной широкой поверхности последнего, благодаря чему достигается однородное валяние и свойлачивание материала. По контрасту, в случае существенно большей толщины изделий, эффект зон приложения сил уменьшается в направлении середины изделия, поскольку области волокон в окрестностях середины изделия только в малой степени подвержены воздействию согласно изобретению, поэтому, тем не менее, конечный продукт обладает свойствами изделия по данному изобретению и имеет так называемую “жесткую корку” на широких поверхностях.
Минераловатный лист по данному изобретению может иметь волнистую структуру выравнивания волокон на широких поверхностях, каковая образуется при валянии или смещении волокон в соседних зонах приложения сил в перекрывающейся области. Если лист соответственно тонок, то волнистая структура может быть видна внутри листа в сечении, параллельном широкой поверхности листа. Эта волнистая структура может быть также видна и на узких боковых сторонах листа.
Минераловатный лист по данному изобретению в особенности применим как наружная обшивка составного минераловатного продукта, в соответствии с п.4 формулы изобретения, независимо от вида обработки сердцевины или основного слоя данного составного продукта. Если последний обжимают обычным способом, при котором образуются складки на поверхности изделия, то наружная обшивка по данному изобретению обеспечивает этой поверхности соответствующую прочность на разрыв и поэтому в целом высокую прочность на изгиб изделия. В любом случае, так же как и слой жесткого картона, наружная обшивка по изобретению существенно улучшает поверхность составного изделия и, например, сообщает покрывной войлочной структуре достаточную силу сцепления в результате высокой прочности на сжатие упомянутого покрывающего слоя, что делает возможным, ввиду его прочности на разрыв, использование в качестве изоляции крыш, выдерживающей вес ходящего по ней человека, а прочность на изгиб позволяет избежать визуального матрацного эффекта на фасадных изолирующих панелях, а в случае панелей потолков промышленных зданий не наблюдается никаких впадин или углублений, а при нанесении на них штукатурки данные листы образуют идеальное наружное покрытие для набрызга с идеально ровной поверхностью. Большинство из указанных преимуществ листов по изобретению достигается даже в случае нахождения жесткой корки (обшивки) внутри изделия, как например при наложении нескольких слоев с жесткой коркой (обшивкой) между ними.
Перечень фигур чертежей
Более подробно изобретение, его признаки и преимущества раскрыты в нижеследующем описании примеров воплощения настоящего изобретения со ссылкой на приложенные чертежи, на которых:
на фиг.1 приведено аксонометрическое изображение устройства в работе по данному изобретению,
на фиг.2 - область перекрытия (в увеличенном масштабе) на виде в плане поверхности листа, обработанного устройством, изображенным на фиг.1,
на фиг.3 - схематическое изображение установки по изобретению для производства многослойного минераловатного изделия с основанием и поверхностными слоями, полученными на устройстве, изображенным на фиг.1.
Сведения, подтверждающие возможность осуществления изобретения
На фиг.1 позициями 10 и 11 обозначены два уплотняющих вальца, воздействующих на полотно 12 минеральной ваты, подаваемое рабочей поверхностью 13, выполненной в виде ленты транспортера. Минераловатное полотно 12 получают известным способом в виде ваточного холста с помощью соответствующего оборудования и подают в направлении, указанном стрелкой 14, называемом направлением подачи или направлением движения, на рабочую поверхность 13, откуда оно поступает на предварительное уплотнение между уплотняющими вальцами 10 и 11 в виде ваточного холста с неотвержденным связующим.
После уплотняющих вальцов 10/11 минераловатное полотно проходит между двумя вращающимися элементами 15 и 16 в виде направляющих ремней, которые предотвращают закручивание минераловатного полотна 12 назад к уплотняющим вальцам 10 и 11 и протягивают полотно 12 к обжимному устройству 17 как это будет показано ниже.
В данном примере обжимное устройство 17 состоит из трех пар вращающихся элементов 18/19, 20/21 и 22/23, установленных один за другим и, подобно вращающимся элементам 15/16, выполненных в виде ремней, образующих между собой обжимное русло или канал для минераловатного полотна 12. За обжимным устройством 17 в направлении движения по стрелке 14 минераловатное полотно 12 в виде уплотненного ваточного холста подают известным образом в устройство отверждения, например в туннельную обжиговую печь, в которой происходит отверждение связующего. Поскольку вход в печь отстоит на определенном расстоянии от обжимного устройства 17, установка может быть снабжена соответствующими направляющими ремнями или другими средствами принудительной подачи полотна 12 к печи во избежание отпружинивания полотна 12 назад до отверждения.
Как показано на чертежах, вращающиеся элементы обжимного устройства 17 и вращающиеся элементы 15 и 16 выполнены в виде узких ремней, вращающихся на соответствующих шкивах 24, 25 и 26, расположенных на общем валу один за другим на некотором расстоянии друг от друга. Шкивы одинакового типа обозначены одинаковыми позициями. На чертеже ясно показано, что расположенные на одном валу позадилежащие шкивы 26 вращающихся элементов 15/16, 18/19 и 20/21 отстоят в направлении 14 подачи на определенном расстоянии от посаженных на другом валу впередилежащих шкивов 25 вращающихся элементов 18/19, 20/21 и 22/23, что позволяет в каждом случае создать зону 27 перекрытия, в которой впередилежащие ремни задействованы между рядом позадилежащих ремней или вращающихся элементов так, чтобы в этих областях 27 минераловатное полотно 12 протягивалось как набором подающих ремнеподобных вращающихся элементов 15/16, 18/19 и 20/21, так и одновременно в каждом случае позадилежащими ремнеподобными вращающимися элементами 18/19, 20/21 и 22/23. При таком взаимном проникновении ремней для того, чтобы избежать взаимных помех непрерывных валов, на которых установлены лежащие на одной оси шкивы 25 и 26, в данном варианте выполнения диаметр каждого позадилежащего шкива 26 значительно меньше диаметра каждого впередилежащего шкива 25 и поэтому, как показано на фиг.1, несмотря на небольшую длину каждого отдельного вращающегося элемента в направлении 14 движения, ременные шкивы 26 могут быть размещены между впередилежащими ременными шкивами 25, и соответственно ремни проходят от позадилежащих шкивов 26 в промежутках между отдельными шкивами 25.
Ремнеподобные элементы 15/16, 18/19, 20/21 и 22/23 имеют всего несколько сантиметров в ширину и расположены на таком расстоянии друг от друга в каждом ряду, что соседние ремни другого соседнего ряда проходят в промежутках между ними, в результате чего каждый отдельный ремень или вращающийся элемент максимально интенсивно воздействует на минераловатное полотно 12.
Если бы вращающиеся элементы 15/16, 18/19, 20/21 и 22/23 вращались с одинаковой скоростью, то получилось бы такое русло или канал подачи минераловатного полотна 12, в котором полотно 12 захватывалось бы всякий раз позадилежащими вращающимися элементами, прежде чем впередилежащие вращающиеся элементы выйдут из контакта с минераловатным полотном 12. Для достижения же требуемого обжатия полотна позадилежащие пары вращающихся элементов 18/19, 20/21 и 22/23 вращаются с более низкой скоростью, чем расположенные выше относительно них в направлении 14 подачи минераловатного полотна вращающиеся пары 15/16, 18/19 и 20/21. В результате этого, как известно из практики обжатия минераловатного полотна, вращающиеся элементы оказывают тормозящее воздействие на полотно 12, что приводит к уплотнению материала последнего с одновременной переориентацией волокон.
Существенным признаком процесса по данному изобретению является то, что в области 27 перекрытия ряды ремней или вращающихся элементов вращаются с различной скоростью; несмотря на разные скорости вращения они одновременно воздействуют на минераловатное полотно 12 в зонах определенной ширины, ширина которых соответствует их ширине. В результате по меньшей мере наружные слои материала минераловатного полотна 12, в пределах продольных зон, соответствующих подающим ремням, поступают в область 27 перекрытия и проходят через нее без снижения скорости, в то время как позадилежащие ремни входят в промежутки между впередилежащими ремнями, которые вращаются с более низкой скоростью и притормаживают минераловатный материал. Это приводит к волнообразному деформированию материала минераловатного полотна 12, как показано штрихпунктирными линиями на фиг.2. Одновременно материал полотна 12 стремится уйти вглубь в тормозящих продольно протянувшихся зонах области 27 перекрытия, вследствие чего имеет место объединенное обжимающе-свойлачивающее воздействие, с одновременным уплотнением материала благодаря сжимающим силам и валяльному эффекту. В особенности, при обработке тонких минераловатных полотен 12 указанные эффекты валяния и сжимания действуют на материал по всей глубине минераловатного полотна, поэтому после отверждения получают механически прочную и водонепроницаемую обшивку, имеющую преимущество при самом разнообразном применении.
Благодаря определенному волнообразному уплотнению в области 27 перекрытия стало возможным, помимо и сверх простого обжатия, воздействовать на материал минераловатного полотна 12 так, что происходит валяние, деформирование и свойлачивание минераловатного полотна 12 особенно при малой ее толщине.
В случаях более толстого полотна эффект обжатия является преобладающим в средней области минераловатного полотна 12. Однако это не приводит к образованию нежелательных складок по всей композитной волокнистой структуре, поскольку, если даже и произойдет образование складок в средней области, поверхностные слои предохранены от этого и закрывают промежутки между складками и тем самым позволяют избежать нежелательного ухудшения прочности на изгиб и тепло- и звукоизолирующих свойств листов, изготовленных таким образом, а получающиеся при этом более плотные наружные слои обеспечивают увеличение прочности на изгиб.
Как показано на фиг. 1 и 2, области 27 перекрытия могут быть расположены во множестве одна за другой для обеспечения усиленных эффектов деформирования, обжатия их и сваливания, при этом разрушение материала при переходе от одной области 27 перекрытия к другой предотвращается за счет того, что ранее заторможенные продольные зоны продолжают двигаться с неизменной скоростью в следующей области 27 перекрытия, тогда как те продольные зоны, которые лежат между ними и через которые область 27 перекрытия, расположенная выше по ходу движения полотна, проходила ранее, теперь заторможены. В результате этого вышеописанные воздействия на полотно интенсифицируются от ступени к ступени.
Далее, требуемыми эффектами можно управлять путем соответствующего подбора длины области перекрытия 27 в направлении 14 движения минераловатного полотна. Чем длиннее область 27, тем интенсивнее валяние и деформирование материала. Подходящими в этом отношении являются длины областей перекрытия в пределах до 500 мм, предпочтительнее от 150 до 300 мм, в особенности около 200 мм.
Более того, на эффективность обработки волокнистого полотна может влиять и выбор высоты русла, по которому подают, обжимая при этом, это полотно. На иллюстрируемом примере это русло имеет постоянную высоту, но ее можно уменьшить или увеличить, что даст дополнительно к эффектам валяния и деформирования волокна и требуемую контролируемую степень уплотнения этого волокна. В частности, в случае более толстого минераловатного полотна 12 предпочтительнее иметь уменьшающееся по высоте русло, образованное в виде зазора между вальцами пар 15/16, 18/19, 20/21 и 22/23, сходящееся в направлении подачи полотна.
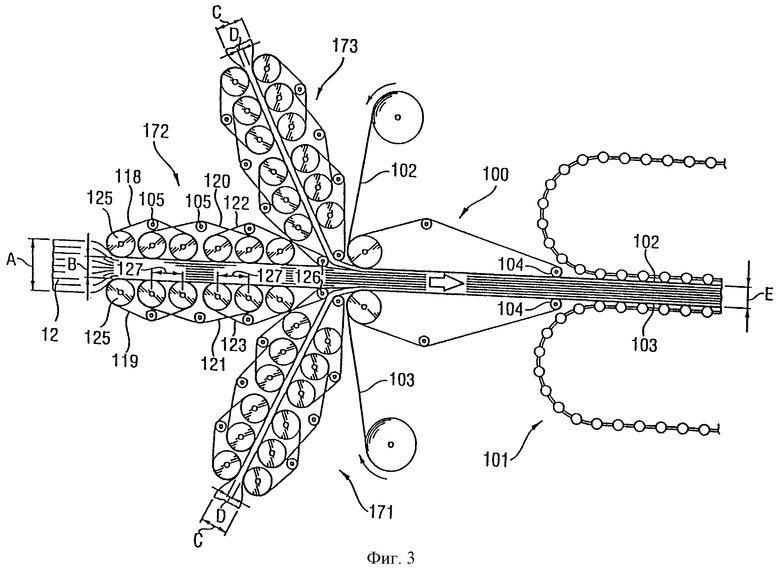
На фиг.3 приведен модифицированный и более сложный вариант воплощения данного изобретения. В этом случае получают изделие из минеральной ваты, имеющее, в основном, плотный серединный слой и верхнее и нижнее жесткое покрытие, и у которого данная слоистая структура и ламинирование ее наружных широких поверхностей выполнены за одну операцию.
В данном варианте, согласно фиг.3, имеются три обжимных устройства 171, 172, 173, предложенных в данном изобретении, которые при необходимости могут быть дополнены четвертым обжимным устройством 100, расположенным после них по направлению подачи полотна, через которое проходит весь формируемый волокнистый материал. Указанное обжимное устройство 100 установлено между общим выходом трех обжимных устройств 171, 172, 173 и входом в устройство отверждения, выполненное в виде, например, туннельной печи 101. Обжимное устройство 100 представлено на чертеже в виде пары тормозящих ремней, охватывающих всю ширину минераловатного полотна 12, на вход которого также подаются верхняя и нижняя ламинирующие пленки 102 и 103, которые припрессовываются к наружным поверхностям минераловатного полотна ремнями обжимного устройства 100. Ремни устройства 100 изменяют свое направление у входа в устройство 101 отверждения посредством отклоняющих роликов 104 маленького диаметра и возле участка захвата полотна ремнями устройства отверждения движутся, как изображено на чертеже, для предотвращения отпружинивания назад минераловатного полотна 12.
Обжимные устройства 171, 172 и 173 изменены относительно обжимного устройства 17 (фиг.1) и все три имеют идентичную конструкцию, поэтому для понимания достаточно подробного описания только обжимного устройства 172. Оно имеет три вращающихся элемента 118/119, 120/121 и 122/123, которые вращаются на идентичных шкивах 125, образуя обжимное русло. Как было пояснено при описании фиг.1, каждый вращающийся элемент выполнен в виде ряда узких ремней, которые поддерживаются в натяжении натяжными дисками 105 со стороны шкива 125, обращенной от минераловатного полотна 12. В этом случае ременные шкивы 125 вращающегося элемента 118 расположены по обе стороны от впередилежащего ременного шкива 125 каждого вращающегося элемента 120, вращающийся элемент 118 удерживается на расстоянии от указанных впередилежащих шкивов 125 посредством натяжных дисков 105. Вращающийся элемент 120, показанный в середине фиг.3, отстоит на определенном расстоянии как от позадилежащего ременного шкива 125 вращающегося элемента 118 и впередилежащего ременного шкива 125 вращающегося элемента 122, тогда как вращающийся элемент 122 отстоит на определенном расстоянии от позадилежащего ременного шкива 125 среднего вращающегося элемента 120 и отклоняется отклоняющим ременным шкивом 126 меньшего диаметра. На приведенном примере позадилежащие ременные шкивы 126 обжимных устройств 171 и 173 также установлены на валу ременных шкивов 126 и расположены под углом около 60° относительно обжимного устройства 172. Таким образом обжимные устройства 171 и 173 непрерывно подают непосредственно на обе поверхности минераловатного полотна 12 верхнее и нижнее жесткие покрытия (т.е. обшивку или жесткую корку), которые тут же захватываются вместе с полотном 12 обжимным устройством 100. Разумеется, все сказанное о верхней части обжимного устройства 172 действительно и для нижней его половины.
Далее, подобно обжимному устройству 17 фиг. 1, обжимные устройства 171, 172 и 173 образуют области 127 перекрытия, в каждой из которых более быстрые впередилежащие вращающиеся элементы 118/119 и 120/121 захватывают верхнюю и нижнюю поверхности минераловатного полотна 12 одновременно и бок о бок с более медленными позадилежащими вращающимися элементами 120/121 и 122/123, что создает эффект, описанный в связи с фиг. 1 и 2.
С помощью устройств по данному изобретению можно производить самые разнообразные изделия, с ламинированными поверхностями или без таковых, с усилительными элементами или без них, в зависимости от потребности. Так, например, при использовании обжимного устройства 172 можно сначала получить обжатое минераловатное полотно 12 относительно большой толщины. При этом на рабочую поверхность 13 (на фиг. 3 не показана, см. фиг. 1) подают минераловатное полотно 12 в виде необработанного ваточного холста толщиной “А” от 200 до 900 мм, предпочтительнее от 300 до 500 мм, а на вход устройства 172 полотно 12 поступает уже с толщиной “В” от 10 до 210 мм, предпочтительнее от 50 до 150 мм, в особенности от 70 до 120 мм, где ее дополнительно обжимают, валяют, свойлачивают и уплотняют. Материал для изготовления жесткого покрытия может поступать при толщине ваточного холста “С” от 100 до 450 мм, предпочтительнее от 150 до 300 мм, в особенности от 200 до 250 мм, а на обжимных устройствах 171 и 173 он обжимается до толщины “D” от 5 до 105 мм, предпочтительнее от 10 до 50 мм, в особенности от 20 до 30 мм. Одновременно волокна полотна подвергают валянию, деформированию и свойлачиванию, а также прессованию.
Как было показано выше, используя широкие диапазоны габаритов минераловатного полотна, заявленным способом можно изготовить любые требуемые изделия с разнообразными свойствами. Так, например, если задействовано только обжимное устройство 172, можно получить уплотненное изделие значительной толщины без образования на поверхностях складок или других дефектов, ухудшающих механические свойства изделия, в особенности прочность на изгиб. С другой стороны, можно изготовить изделие с однородной структурой по всей толщине и с дополнительно усиленными поверхностями, как было пояснено при описании фиг. 1 и 2. Когда устройство 172 работает совместно с устройством 171 или 173, можно объединить в одно, два или три предварительно уплотненных минераловатных полотна 12, имеющих примерно одинаковую толщину, или с помощью устройства 171 или 173 можно нанести уплотненную обшивку или жесткую корку на относительно толстое полотно 12. Наконец, все три устройства 171, 172 и 173 могут быть использованы для изготовления любого требуемого изделия от подробно описанного варианта, когда изготавливают относительно толстый срединный слой с жестким покрытием на обеих его широких поверхностях, до соединения трех уплотненных полотен-слоев приблизительно одной толщины или до варианта с внешними относительно толстыми слоями и жестким покрытием в качестве срединного слоя.
Более того, регулируя скорость вращения отдельных вращающихся элементов 118-123 можно подобрать эффективную интенсивность обжатия, валяния, деформирования волокон, их свойлачивания и уплотнения отдельно для каждого из устройств 171, 172 и 173. Можно, если требуется, установить одинаковую скорость вращения для всех вращающихся элементов, и тогда вместо уплотнения будет обеспечено лишь ламинарная протяжка минераловатного полотна 12 с получением ламинарного срединного или еще и наружного слоя, или наружных слоев с обеих сторон полотна, если целью является получение такого изделия. Можно изготовить также жесткий срединный слой между двумя толстыми слоями, при этом может быть также полезно ламинирование внешних слоев.
Как было показано в вышеприведенном описании, возможны многие модификации и разнообразные вариации проиллюстрированных устройств, охватываемые данным изобретением, Так, например, создать области 27 и 127 перекрытия можно не только посредством описанного расположения ремней, но и другим путем. Важно только, чтобы вал, несущий ряд ременных шкивов, был расположен за пределами окружностей шкивов соседнего вала, отстоящего в направлении 14 движения полотна 12. Более того, в качестве вращающихся элементов вместо ремней могут быть использованы другие конструкции, например гребни, движущиеся возвратно-поступательно, вместо непрерывного вращательного движения, с захождением зубьев в промежутки между зубьями.
Два нижеследующих примера служат дальнейшему пояснению изобретения.
Пример 1
Исходным материалом является ваточный холст 12 с толщиной 80 мм и объемной плотностью 125 кг/м3. Предварительное уплотнение провели пропусканием его между уплотняющими вальцами 10/11 до половины от первоначальной толщины. Это предварительно уплотненное полотно подавали на обжимное устройство типа устройства 17 по фиг. 1, имеющее четыре области 27 перекрытия, чтобы обеспечить точную симметрию полосообразных продольных зон. Ширина зазора между вращающимися элементами составила 20 мм, что соответствует толщине изделия.
В сравнении с минераловатным листообразным изделием, изготовленным известными способами обжима, листообразное изделие по данному изобретению имеет лучшие свойства, что отражено в таблице 1. Каждое измерение было проведено на трех образцах, и в таблице 1 приведены средние значения. Размеры каждого образца составили 200×200 мм при толщине 20 мм, как уже упоминалось.

Как видно из таблицы 1, полученное согласно изобретению изделие имеет не только уменьшенную объемную плотность, что позволяет экономить исходный материал, но и требует меньшего количества связующего по сравнению с промышленно выпускаемыми изделиями, обладая при этом сравнительно хорошей прочностью на сжатие. Сжимаемость изделия по изобретению даже лучше на 25% по сравнению с обычной продукцией.
Пример 2
Исходный материал: ваточный холст 12 минеральной ваты толщиной 50 мм с объемной плотностью 100 кг/м3. Зазор между вращающимися элементами, определяющий толщину готового изделия, составил только 10 мм, а полученные испытательные образцы имели размер 200×200×10 мм. Все другие параметры были аналогичны приведенным в примере 1. Для сравнения брали обычные плиты из минеральной ваты без обжатия с такой объемной плотностью, которая необходима для получения сопоставимой прочности. Обжатый обычный сопоставимый продукт получить было невозможно, поскольку с помощью обычного оборудования невозможно осуществить обжатие при толщине плиты всего 10 мм.
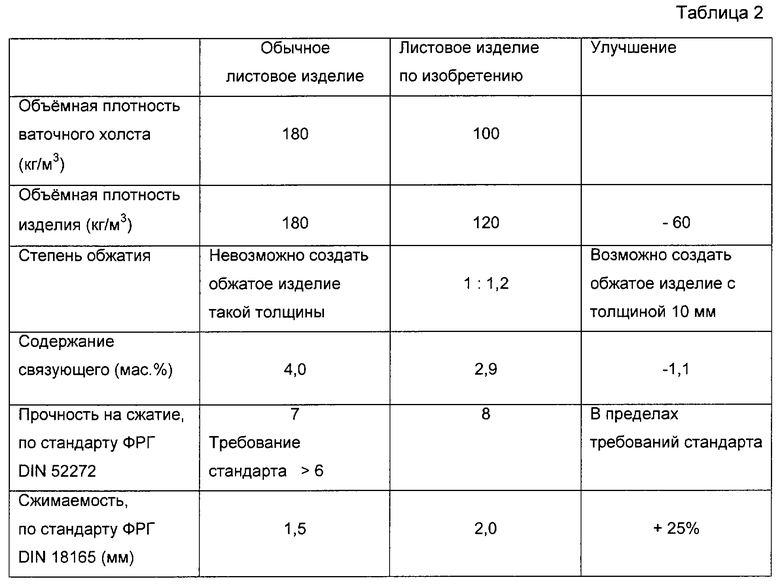
Как видно из таблицы 2, благодаря изобретению впервые стало возможно изготавливать листы толщиной 10 мм с волнистой структурой уплотненных минераловатных волокон, которые можно соединять, особенно в виде жестких покрытий, с другими слоями минеральной ваты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОГНЕСТОЙКОЕ ИЗДЕЛИЕ ИЗ МИНЕРАЛЬНОЙ ВАТЫ, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2396381C1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛСТА ИЗ МИНЕРАЛЬНОЙ ВАТЫ, А ТАКЖЕ ПОЛОТНО ИЗ МИНЕРАЛЬНОЙ ВАТЫ | 1999 |
|
RU2238355C2 |
| СПОСОБ ПОЛУЧЕНИЯ САМОКЛЕЯЩИХСЯ МАТОВ ИЗ МИНЕРАЛЬНОЙ ВАТЫ | 2017 |
|
RU2728750C2 |
| Способ изготовления волокнистых изделий из минеральной или стеклянной ваты | 1977 |
|
SU709604A1 |
| МНОГОВАЛКОВАЯ ЦЕНТРИФУГА ДЛЯ ПОЛУЧЕНИЯ МИНЕРАЛЬНОЙ ВАТЫ | 2008 |
|
RU2365541C1 |
| Способ изготовления изделий из минеральной или стеклянной ваты | 1980 |
|
SU973514A1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2506158C1 |
| МИНЕРАЛЬНАЯ ВАТА | 2019 |
|
RU2815717C2 |
| Способ изготовления легких изделий из минеральной или стеклянной ваты | 1989 |
|
SU1676807A1 |
| КОМПОЗИТ ИЗ МИНЕРАЛЬНОЙ ВАТЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2469967C2 |

Способ изготовления изделий из минеральной ваты со связующим, согласно которому минеральные волокна, расположенные на рабочей поверхности (13) и образующие минераловатное полотно (12), уплотняют с переориентированием положения волокон путем механического воздействия. Для этой цели полотно подают по его широкой поверхности на обработку, при которой к полотну прилагают силы, в особенности уплотняющие силы, в направлении, параллельном указанной широкой поверхности. Области приложения указанных сил расположены одна возле другой по линии поперек направлению движения минераловатного полотна на определенном расстоянии и одна за другой по направлению движения минераловатного полотна в продольных зонах. Указанные продольные зоны смещены относительно друг друга. После обработки этими силами связующее отверждают. Области приложения сил выполнены удлиненными в направлении (14) подачи минераловатного полотна (12), а области приложения продольных зон расположены с образованием областей (27) перекрытия. В результате к минераловатному полотну могут быть приложены столь большие продольные силы, которые обеспечивают валяние минеральных волокон в плоскости полотна, 10 н. и 6 з.п. ф-лы, 3 ил., 2 табл.

| Огнетушитель | 0 |
|
SU91A1 |
| Устройство для изготовления нетканогоМАТЕРиАлА | 1979 |
|
SU827644A1 |
| Машина для валяния войлока | 1929 |
|
SU19784A1 |
| Машина для уплотнения войлочного полуфабриката непрерывного действия | 1957 |
|
SU111425A1 |
| МНОГОСЛОЙНЫЙ ЗВУКОПОГЛОЩАЮЩИЙ МАТЕРИАЛ | 1991 |
|
RU2023084C1 |

