Изобретение относится к промышле ности строительных материалов, преимущественно к способам изготовлени теплоизоляционных волокнистых изделий. Известен способ изготовления волокнистых изделий с вертикальным расположением волокон, заклнтчающийся в получении непрерывного минераловатного ковра со связующим,- его тепловой обработке, разрезке на пли ты и формовании из них стопы плит, поперечной разрезке стопы на плиты с вертикальным расположением волоко наклейке на плиты покровных слоев, тепловой обработке изделий и их упаковке 1. Недостатком этого способа является цикличность процесса фор мования стопы из плит и следующих за этим операций, а также необходимость наклейки покровных слоев для повышения прочности плит напоперечный из гиб . Наиболее близким техническим решением к изобретению является способ изготовления волокнистых изделий из минеральной или стеклянной ваты и синтетического связующего путем получения минераловатного ковра со зуетцим, разрезки его по толщине на три слоя, ориентирования слоистости среднего слоя в вертикальном направлении, формования трехслойного ковра, тепловой обработки и разрезки на плиты. Причем при ориентировании слоистости среднего слоя в вертикальном направлении средний слой после разрезки минераловатного ковра по толщине на три слоя разрезают на продольные полосы, которые затем поворачивают вдоль их осей на 90, Недостатком этого способа является невозможность получения волокнистых изделий требуемой толщины г}Цель изобретения - обеспечение возможности регулирования толщины трехслойного ковра в процессе его формования. Это достигается тем, что в способе изготовления волокнистых изделий из минеральной или стеклянной ваты и синтетического связующего путем получения минераловатного ковра со связующим, разрезки его по толщине на три слоя, ориентирования слоистости среднего слоя в вертикальном направлении, формования трехслойного ковра, тепловой обработки и разрезки на плиты, ориентирование слоистости среднего слоя производят путем поворота ег-о
а 90 с последующей поперечной азрезкой на полосы, осуществляемой одновременной подпрессовкой полос про ольном направлении.
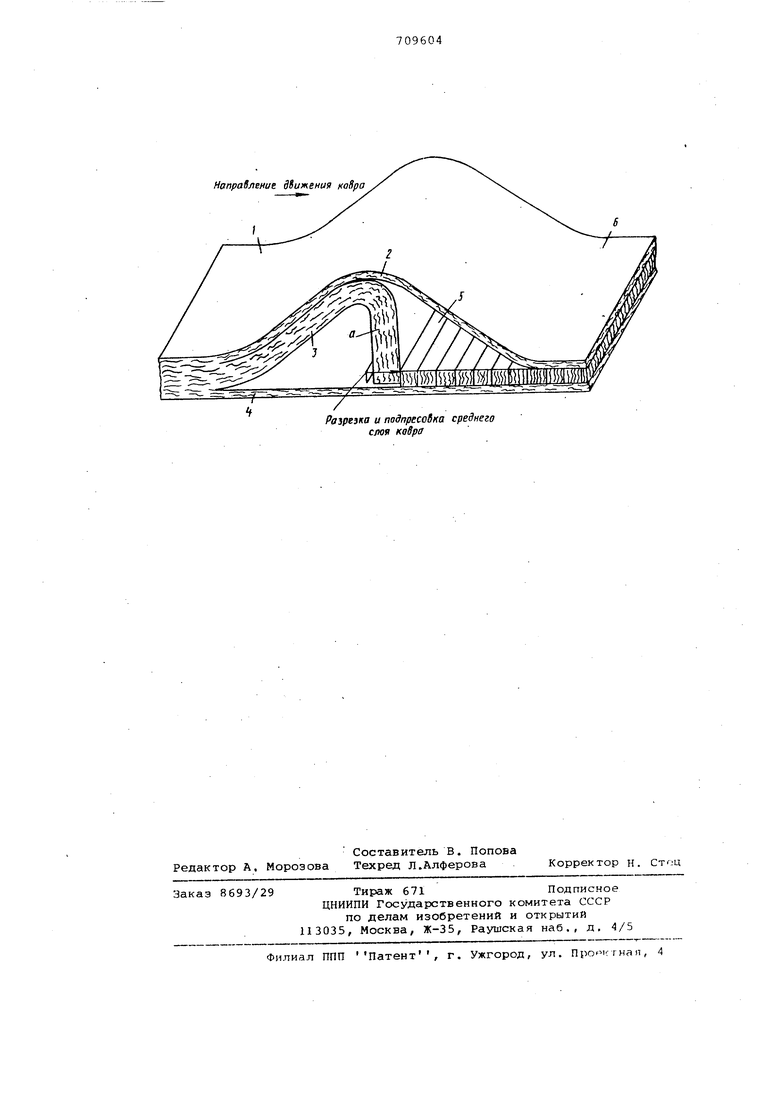
На чертеже приведена схема осуествления предлагаемого способа изготовления волокнистых изделий.
Расплав, вытекающий из летки вагранки, с помощью валковой центрифуги перерабатывают в минеральное волокно, В камере волокноосаждения методом пульверизации наволокно наносят раствор синтетического связующего и формуют непрерывный минераловатный ковер 1. Горизонтальными ножами продольной резки ковер разрезают по толщине на три слоя - 2,3 и 4, С помощью транспортных устройств верхний и средний слои 2 и 3 приподнимают над нижним слоем 4 ковра. Средний слой 3 ковра переводят в вертикальное или близкое к вертикальному положение а, и разрезают на поперечные полосы 5, требуемой толщины. При этом полосы 5 имеют вертикальное расположение волокон. Нижний слой 4 и верхний слой 2 ковра транспортируют к узлу формования непрерывного ковра. Из верхнего слоя 2 и н шнего слоя, имеющих горизонтальное расположение волокон и полос 5, нарезанных из среднего слоя ковра и имеющих вертикальное расположение волокон, формуют непрерьшный трехслойный ковер 6, имеющий преимуш,ественно вертикальное расположение волокон. При этом средний слой несколько подпрессовывают в горизонтальном направлении. Трехслойный ковер б направляют в камеру тепловой обработки, а затем разрезают на плиты 7 требуемых размеров. 1Йри этом получают плиты, наружные слои которых имеют горизонтальное расположение волокон, а внутренние слои - вертикальное
(или близкое к вертикальному) расположение волокон. Благодаря такой конструкции достигается высокая прочность изделий, как на сжатие, так и на поперечный изгиб .
5Предлагаемым способом были получены плиты с объемной массой 200 кг/м-. При толщине наружных слоев 5 мм, и среднего слоя 4 О мм (толщина плит 50 мм), и расходе связуюQ щего по массе 4,5% прочность плит
при 10%-ном сжатии составлялаg
1,1 кгс/см, при изгибе - 3,2 кгс/см.,
Формула изобретения
Способ изготовления волокнистых изделий из минеральной или стеклянной ваты и синтетического связующего путем получения минераловатного
ковра со связующим, разрезки его по толщине на три слоя, ориентирования слоистости среднего слоя в вертикальном направлении, формования трехслойного ковра, тепловой обработки и разрезки на плиты, о т л и ч а ю щ и и с я тем, что, с целью обеспечения возможности регулирования толщины трехслойного ковра в процессе его формования, ориентирование слоистости среднего слоя производят путем поворота его на 90 с последующей поперечной разрезкой на полосы,, осуществляемой с одновременной подпрессовкой полос в продольном
направлении.
Источники информации, принятые во внимание при экспертизе
1,Патент США. № 3345241, кл 161-36, публик. 1967.
2,Авторское свидетельство по заявке № 2538573/29-33,
кл. С 04 В 43/02, 1977. Направление движения ковра Разрезка и подпресобка слоя ковра среднего 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления минераловатных или стекловатных изделий | 1977 |
|
SU876623A1 |
| Способ изготовления изделий из минеральной или стеклянной ваты | 1980 |
|
SU973514A1 |
| Устройство для формования волокнистого ковра с вертикальной слоистостью | 1978 |
|
SU876625A1 |
| Устройство для формования минера-лОВАТНыХ или СТЕКлОВАТНыХ издЕлий | 1978 |
|
SU810653A1 |
| Поточная линия для изготовления теплоизоляционных изделий из минеральной или стеклянной ваты | 1977 |
|
SU876624A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ВЕРТИКАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ НЕПОСРЕДСТВЕННО ИЗ КОВРА ГОРИЗОНТАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ И СПОСОБ ЕЕ ФУНКЦИОНИРОВАНИЯ | 2008 |
|
RU2389603C2 |
| Способ производства минераловатных плит | 1980 |
|
SU1020412A1 |
| Способ изготовления армированных минераловатных плит | 1981 |
|
SU950704A1 |
| Устройство для формования минераловатных или стекловатных изделий с преимущественно вертикальным направлением волокон | 1977 |
|
SU876570A1 |
| Способ изготовления армированных минераловатных плит | 1978 |
|
SU678047A1 |