Изобретение относится к области обработки металлов давлением и может быть использовано для получения полых деталей объемной штамповкой.
Известен способ изготовления полых деталей выдавливанием исходной заготовки пуансоном в матрицу с оформлением донной части и верхнего торца детали и формированием компенсационного облоя, при этом оформление верхнего торца детали осуществляют пуансоном, который центрируют по внутренней поверхности матрицы (Холодная объемная штамповка. Справочник./Под ред. Г.А.Навроцкого. - М.: Машиностроение, 1973, с.154, рис. 16"а").
Недостатком способа является образование облоя на донной части детали и требует для снятия облоя дополнительной механической обработки резанием, что не всегда допустимо из условий эксплуатации детали в механизмах машин, что снижает технологические возможности способа.
Другим недостатком является возможность невыхода воздуха из полости детали, что влияет на качество выполнения полости, открытого торца и обеспечения высоты детали.
Технический результат изобретения выражается в расширении технологических возможностей способа за счет обеспечения выполнения донного торца, а также верхнего торца детали с минимальной обработкой последнего.
Это достигается тем, что в способе изготовления полых деталей, включающем выдавливание исходной заготовки пуансоном в матрицу с оформлением донной части, стенок и верхнего торца и формированием компенсационного облоя, при этом оформление верхнего торца детали осуществляют пуансоном, который центрируют по внутренней поверхности матрицы, формирование компенсационного облоя производят посредством канавок, расположенных на поверхности пуансона из условия обеспечения выхода через них воздуха из полости детали.
Признак формирование компенсационного облоя производят посредством канавок, "расположенных по поверхности пуансона", является существенным, так как позволяет обеспечить выход через них воздуха из полости детали, чем обеспечивается качественное выполнение как полости детали, так и ее открытого торца, а также точность высотных размеров детали. В прототипе признак отсутствует, формирование компенсационного облоя производят в донной части, при этом возможно невыполнение качественной полости детали и ее открытого торца, ввиду возможности невыхода воздуха из полости детали, и высоты детали.
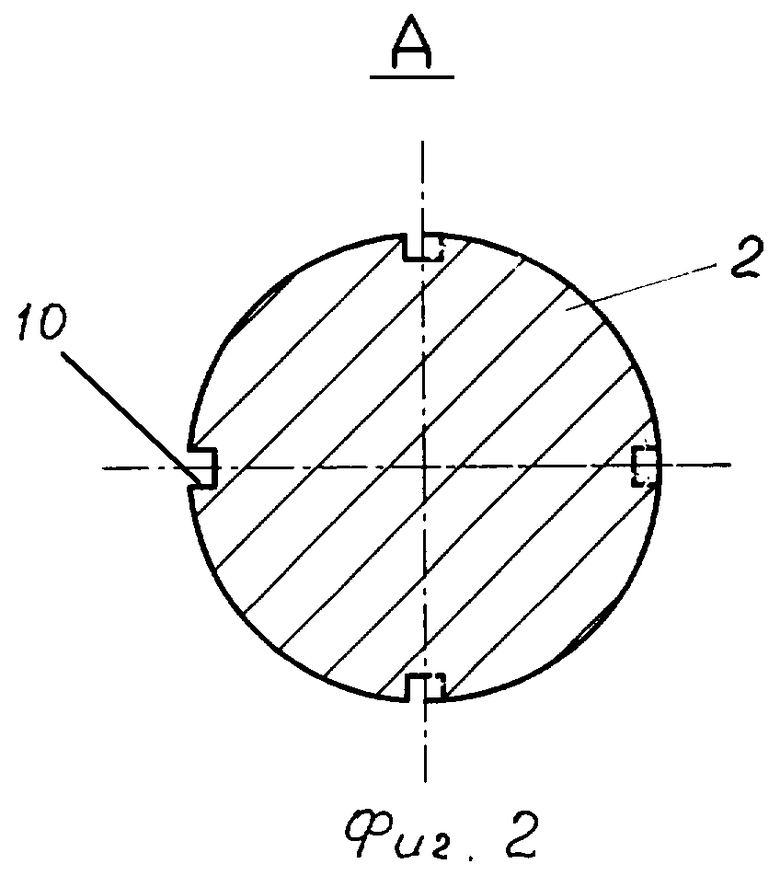
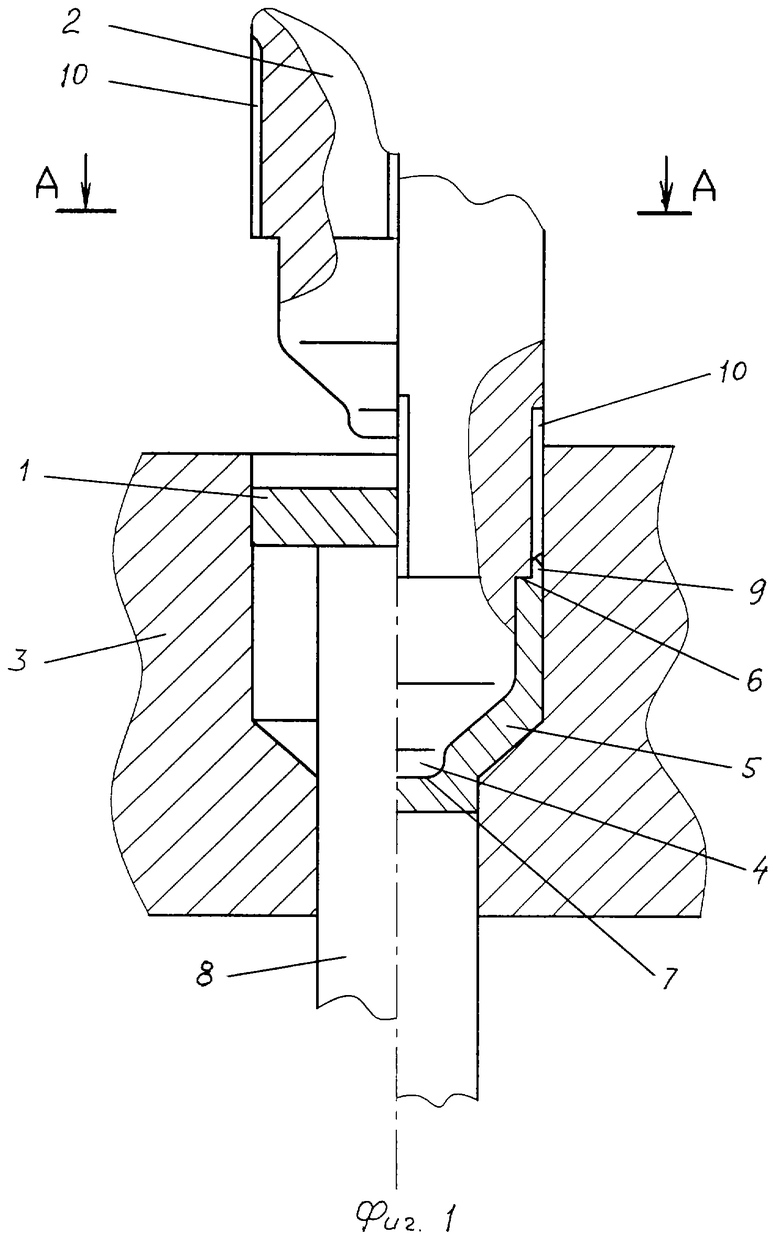
На фиг.1 изображен штамп выдавливания; на фиг.2 - разрез А-А на фиг.1.
Полученную любым способом цилиндрическую заготовку 1 подвергают предварительному формированию выдавливанием пуансоном 2 в матрицу 3, образуя полость 4, стенки 5 и верхний торец 6.
Изменение формы донной части 7 заготовки 1 происходит от выталкивателя 8, имеющего осевое перемещение. Окончательное формирование заготовки 1 при получении точных высотных размеров готовой детали, в частности полости 4, стенки 5 и торца 6, обеспечивается центрированием пуансона 2 по внутренней поверхности матрицы 3, а формирование компенсационного облоя 9 осуществляется посредством канавок 10, расположенных на поверхности пуансона из условий обеспечения выхода через них воздуха из полости детали.
Изобретение промышленно применимо. Подтверждением является факт изготовления полых деталей: манжет и корпусов перфоратора, резервуаров амортизаторов на ФГУП "ПО "Завод имени Серго".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА "СТАКАН" | 2008 |
|
RU2383409C2 |
| Способ штамповки поковок и устройство для его осуществления | 1983 |
|
SU1238869A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С ФАСКОЙ | 1995 |
|
RU2080950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| Способ изготовления полых деталей с конусными кромками | 1989 |
|
SU1712058A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для получения полых деталей объемной штамповкой. Производят выдавливание исходной заготовки пуансоном в матрицу с оформлением донной части, стенок и верхнего торца детали и формированием компенсационного облоя. Пуансон центрируют по внутренней поверхности матрицы. Компенсационный облой формируют посредством канавок, расположенных на поверхности пуансона. Через эти канавки происходит выход воздуха детали. В результате обеспечивается расширение технологических возможностей способа. 2 ил.
Способ изготовления полых деталей, включающий выдавливание исходной заготовки пуансоном в матрицу с оформлением донной части, стенок и верхнего торца детали и формированием компенсационного облоя, при этом оформление верхнего торца детали осуществляют пуансоном, который центрируют по внутренней поверхности матрицы, отличающийся тем, что формирование компенсационного облоя производят посредством канавок, расположенных на поверхности пуансона из условия обеспечения выхода через них воздуха из полости детали.
| Холодная объемная штамповка | |||
| Справочник./Под ред | |||
| Навроцкого Г.А | |||
| - М.: Машиностроение, 1973, с.154, рис.16а | |||
| Способ штамповки поковок и устройство для его осуществления | 1983 |
|
SU1238869A1 |
| Способ изготовления ступенчатых полых изделий с перемычкой | 1990 |
|
SU1752479A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| ПОЛИМЕРБЕТОННАЯ СМЕСЬ | 1987 |
|
SU1517299A1 |
| ЭЛЕКТРОЛЮМИНЕСЦЕНТНОЕ УСТРОЙСТВО | 2007 |
|
RU2436829C2 |

