Изобретение относится к способу и устройству для изготовления заготовки из металла посредством установки непрерывной разливки, которая содержит по меньшей мере одно охлаждающее устройство для охлаждения заготовки, причем охлаждающему устройству придана по меньшей мере одна редукционная клеть для обжатия заготовки по толщине, причем заготовка при обжатии по толщине имеет отвердевшую оболочку и жидкую осевую зону.
Для изготовления заготовок является известным придавать в соответствие установке непрерывной разливки или подключать после нее редукционную клеть. При этом особенно большое обжатие по толщине достигается тогда, когда заготовка при входе в редукционную клеть еще имеет жидкую осевую зону. В способе, который известен как так называемое мягкое обжатие, является важным, чтобы жидкая осевая зона была достаточно большой, чтобы обеспечить желаемое обжатие по толщине заготовки, однако также не такой большой, чтобы это приводило к прорыву расплава из заготовки и выходу жидкого металла. Для достижения необходимого размера жидкой осевой зоны при достижении редукционной клети заготовку охлаждают посредством охлаждающего устройства, причем необходимое охлаждение настраивается оператором по его оценке размера жидкой осевой зоны.
Документ "Сооружение новой установки непрерывной разливки в вертикальный кристаллизатор в акционерном обществе Диллингер Хюттенверке"; Сталь и железо 117, №11; 10 ноября 1997, показывает проблематику положения и позиционирования нижнего конца жидкой фазы в заготовке в отношении зоны мягкого обжатия и предлагает производить регулирование зоны мягкого обжатия во время процесса разливки со слежением за соответствующим положением нижнего конца жидкой фазы в заготовке. Это является возможным за счет гидравлической возможности позиционирования сегментов в роликовой проводке.
Задачей изобретения является указание способа и устройства для осуществления способа, который позволяет улучшенное по сравнению с уровнем техники мягкое обжатие, в частности, также при переменной скорости разливки.
Задача решается согласно изобретению посредством способа согласно пункту 1 формулы изобретения или, соответственно, устройства согласно пункту 10 формулы изобретения. При этом для изготовления заготовки из металла посредством установки непрерывной разливки, которая содержит по меньшей мере одно охлаждающее устройство для охлаждения заготовки, и охлаждающему устройству придана по меньшей мере одна редукционная клеть для обжатия по толщине заготовки, причем заготовка при обжатии по толщине имеет отвердевшую оболочку и жидкую осевую зону, причем охлаждение настраивают посредством модели температуры и затвердевания таким образом, в частности, автоматически, что граница затвердевания между затвердевшей оболочкой и жидкой осевой зоной при входе заготовки в редукционную клеть соответствует заданной границе затвердевания между затвердевшей оболочкой и жидкой осевой зоной. Таким образом достигается особенно хорошее мягкое обжатие. Редукционные клети в смысле изобретения при этом наряду с простыми прокатными клетями могут быть комплексными прокатными клетями, посредством которых заготовке закатывают определенную геометрию. Модель температуры и затвердевания может быть, например, аналитической моделью, нейронной сетью или комбинацией из аналитической модели и нейронной сети.
Модель температуры и затвердевания предпочтительным образом устанавливает зависимость охлаждения заготовки и границы затвердевания между затвердевшей оболочкой и жидкой осевой зоной. Подобная форма выполнения изобретения имеет особенное преимущество, так как модель температуры и затвердевания отображает границу затвердевания между затвердевшей оболочкой и жидкой осевой зоной в зависимости от степени охлаждения, т.е. причинно-следственную связь между охлаждением и границей затвердевания между затвердевшей оболочкой и жидкой осевой зоной.
В предпочтительной форме выполнения изобретения моделью температуры и затвердевания определяют границу затвердевания между затвердевшей оболочкой и жидкой осевой зоной в зависимости от охлаждения заготовки, в частности, в режиме реального времени и постоянно, и необходимое охлаждение заготовки определяют итеративным образом в зависимости от заданной границы затвердевания между затвердевшей оболочкой и жидкой осевой зоной, причем итерируют так часто, пока отклонение определенной моделью температуры и затвердевания границы затвердевания между затвердевшей оболочкой и жидкой осевой зоной от заданной границы затвердевания между затвердевшей оболочкой и жидкой осевой зоной является меньше, чем заданная заранее величина допуска.
В другой предпочтительной форме выполнения изобретения для определения необходимого охлаждения заготовки в зависимости от заданной границы затвердевания между затвердевшей оболочкой и жидкой осевой зоной применяют по меньшей мере одну дополнительную величину из величин: скорость разливки, геометрия заготовки, толщина затвердевшей корочки заготовки, длина кристаллизатора, время, материал заготовки, давление или, соответственно, объем охлаждающего агента, величина капель охлаждающего агента и температура охлаждающего агента.
В другой предпочтительной форме выполнения изобретения для определения необходимого охлаждения заготовки в зависимости от границы затвердевания между затвердевшей оболочкой и жидкой осевой зоной используют величины: геометрия заготовки, толщина затвердевшей корочки заготовки, время, материал заготовки, давление или, соответственно, объем охлаждающего агента и температура охлаждающего агента. Применение этих величин является особенно пригодным для достижения особенно точного охлаждения заготовки.
В другой предпочтительной форме выполнения изобретения каждой редукционной клети присваивают заданную границу затвердевания между затвердевшей оболочкой и жидкой осевой зоной заготовки.
В дальнейшей предпочтительной форме выполнения изобретения в модели температуры и затвердевания моделируют также действие обжатия по толщине посредством редукционной клети, в частности, положение границы затвердевания между затвердевшей оболочкой и жидкой осевой зоной.
В дальнейшей предпочтительной форме выполнения изобретения моделирование обжатия по толщине посредством редукционной клети производят по меньшей мере через одну из величин: усилие обжатия и степень обжатия по толщине.
В дальнейшей предпочтительной форме выполнения изобретения измеряют по меньшей мере одну из величин: усилие обжатия и степень обжатия по толщине в редукционной клети и применяют для адаптации модели температуры и затвердевания.
В дальнейшей предпочтительной форме выполнения изобретения измеряют величины: усилие обжатия и степень обжатия по толщине в редукционной клети и применяют для адаптации модели температуры и затвердевания.
Дальнейшие преимущества и подробности изобретения следуют из последующего описания примера выполнения с помощью чертежей и в связи с зависимыми пунктами формулы изобретения. В частности, показывают:
Фиг.1 установку непрерывной разливки,
Фиг.2 диаграмму процесса для итеративного определения заданного охлаждения заготовки посредством модели температуры и затвердевания,
Фиг.3 диаграмму процесса для итеративного определения коэффициента адаптации.
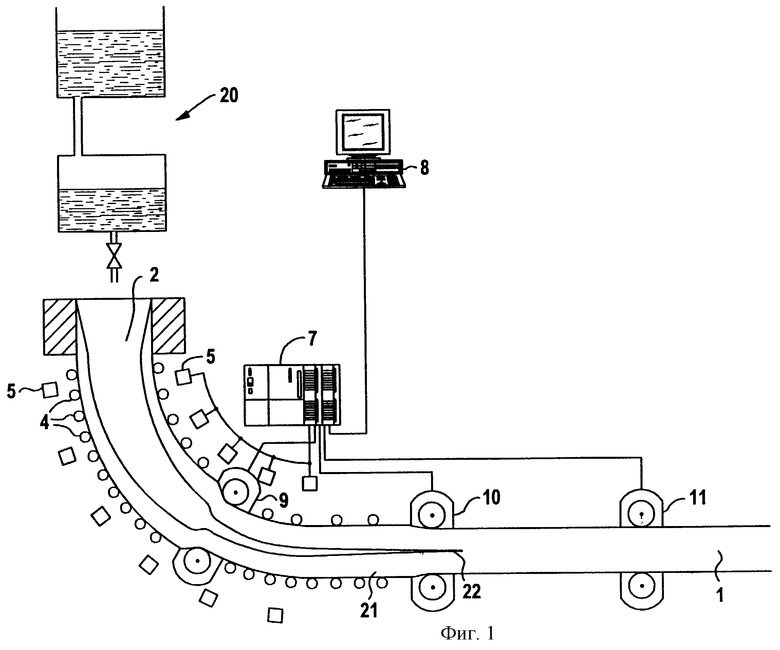
Фиг.1 показывает установку непрерывной разливки. При этом позиция 1 показывает отлитую заготовку, которая имеет затвердевшую оболочку 21 и жидкую осевую зону 2 внутри границы затвердевания 22. Заготовка приводится в движение приводными или, соответственно, направляющими роликами 4 и охлаждается на своем пути охлаждающими устройствами 5. Последние выполнены предпочтительным образом в виде водораспылительных устройств. По причинам наглядности не все приводные или, соответственно, направляющие ролики 4 и охлаждающие устройства 5 снабжены ссылочными позициями. В известных способах охлаждающие устройства 5 разделены на охлаждающие сегменты. Это разделение в случае нового и соответствующего изобретению способа не является необходимым, однако может приниматься во внимание. Как приводные ролики 4, так и охлаждающие устройства 5 соединены с точки зрения передачи и обработки информации с вычислительным устройством. В настоящем примере выполнения оба соединены с точки зрения передачи и обработки информации с одним и тем же прибором автоматики 7. Прибор автоматики 7 содержит кроме того по выбору не представленное оконечное устройство и не представленную клавиатуру. Прибор автоматики 7 кроме того соединен с вычислительной системой 8 более высокого уровня. Необходимый для непрерывной разливки материал, в этом случае жидкая сталь, подводится через подводящее устройство 20. Управляющие воздействия для охлаждающих устройств 5 вычисляют посредством модели температуры и затвердевания 13, то есть термической модели заготовки, которая реализована в соответствующей примеру форме выполнения в виде вычислительной системы 8 более высокого уровня.
Ссылочные позиции 9, 10 и 11 обозначают приданные охлаждающему устройству 5 редукционные клети. Они соединены с точки зрения передачи и обработки информации в предпочтительной форме выполнения изобретения с управлением 7 с программируемой памятью, причем к прибору автоматики 7 передают усилие прокатки и степень обжатия, например, в виде зоны деформации. В настоящем примере выполнения предусмотрены три редукционных клети 9, 10 и 11. В примере выполнения, представленном на Фиг.1, предусмотрено, что только в редукционных клетях 9 и 10 производят так называемое мягкое обжатие. В случае так называемого мягкого обжатия подлежащая обжатию заготовка не является полностью затвердевшей насквозь, а имеет жидкую осевую зону 2 и затвердевшую оболочку 21, когда она входит в редукционную клеть. В примере выполнения согласно Фиг.1 для заготовки 1 предусмотрено только мягкое обжатие в редукционных клетях 9 и 10. Охлаждение охлаждающими устройствами 5 устанавливают посредством прибора автоматики 7 таким образом, что граница затвердевания 22 между затвердевшей оболочкой 21 и жидкой осевой зоной 2 заготовки 1 при входе в редукционные клети 9 и 10 соответствует желаемой заданной границе затвердевания между жидкой осевой зоной 2 и затвердевшей оболочкой 21 заготовки 1.
Редукционная клеть 9 расположена особенно предпочтительным образом внутри участка охлаждения, то есть перед и после редукционной клети 9 предусмотрены охлаждающие устройства 5. Также предпочтительным образом можно предусматривать охлаждающие устройства после второй редукционной клети 10. Охлаждающее устройство 9 предпочтительным образом расположено не в изгибе заготовки 1, как это по причинам наглядности показано на Фиг.1, а перед изгибом заготовки или после изгиба заготовки 1.
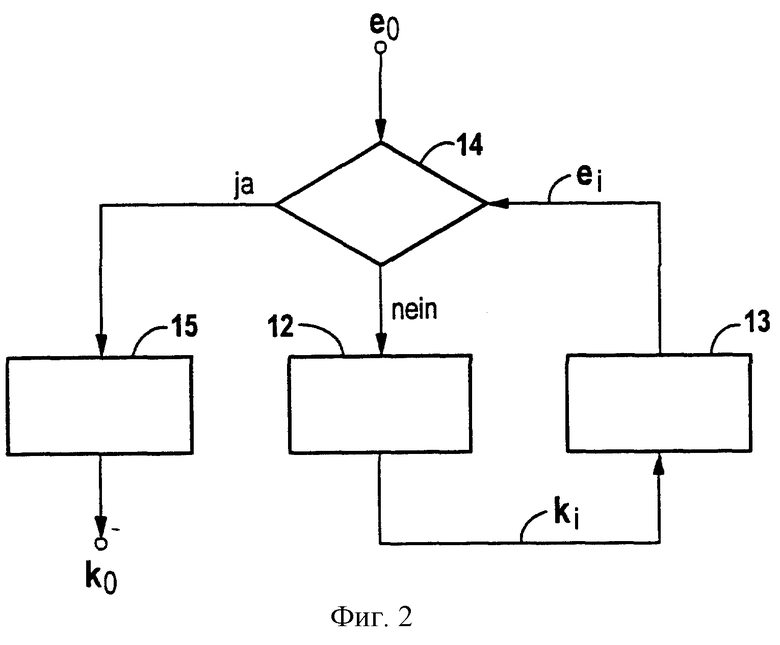
Фиг.2 показывает при этом диаграмму процесса для итеративного определения заданного значения k0 для охлаждения заготовки посредством модели температуры и затвердевания 13, причем модель температуры и затвердевания 13 и остальные представленные итеративные процессы реализованы на вычислительной системе 8 более высокого уровня. Для этого в модели температуры и затвердевания 13 из заданного охлаждения заготовки ki посредством модели температуры и затвердевания 13 определяют границы затвердевания ei в заготовке. Эту границу затвердевания ei сравнивают в компараторе 14 с заданной границей затвердевания е0 в заготовке. В компараторе 14 происходит опрос, является ли |ei-ео|≤ Δ еmах, причем Δ еmах является заданной величиной допуска. Если абсолютная величина разности ei и е0 слишком велика, то функциональный блок 12 определяет новое предложение ki для улучшенного охлаждения заготовки. В качестве исходного значения для итерации используют значение для охлаждения, которое как опытное значение оправдало себя на практике в долговременном усреднении. Если абсолютная величина разности ei и е0 меньше или равна величине допуска Δ еmах, то блоком установки заданного охлаждения 15 заданное значение k0 для охлаждения заготовки устанавливается равным значению ki. Значения ei, е0, Δ еmах, ki, k0 не являются обязательно скалярами, а представляют собой матрицы-столбцы с одним или больше значениями. Так, например, матрица-столбец k0 содержит различные управляющие и режимные параметры для охлаждающих устройств 5 отдельных охлаждающих сегментов 6 установки для непрерывной разливки или матрица-столбец е0 заданные границы затвердевания в различных местах заготовки. В предпочтительной форме выполнения итерационный цикл, представленный на Фиг.2, осуществляется на базе генетических алгоритмов. Это напрашивается, в частности, тогда, когда ki или & соответственно, k0 являются матрицами-столбцами с множеством элементов.
Модель температуры и затвердевания 13 может быть реализована как в виде одномерной модели, так и в виде двухмерной модели. Основу для модели температуры и затвердевания 13, здесь показано для двухмерной модели, представляет собой уравнение теплопроводности

которое для модели температуры и затвердевания 13 применяют в форме

При этом Т является температурой, t временем и а температуропроводностью, x и y являются двухмерными пространственными координатами.
Поперечное сечение затвердевшей корочки заготовки разделяют на маленькие прямоугольники величиной Δ х на Δ у и температуру вычисляют через малые временные шаги Δ t. В качестве исходного пункта для распределения температуры предполагают, что температура при входе в кристаллизатор (во всех прямоугольниках) имеет температуру распределения стали.
Подлежащий отведению на поверхности тепловой поток Q вычисляется из температуры поверхности заготовки То, температуры окружающей среды ТU, поверхности А и коэффициента теплопередачи α c Q=α (TU-To)A.
Для охлаждения в кристаллизаторе α предполагают постоянным и ТU приравнивают температуре охлаждающей воды в кристаллизаторе. Для охлаждения с помощью охлаждающих устройств 5 TU приравнивают температуре охлаждающего агента и α , например, вычисляют согласно

причем V равно объему охлаждающего агента в  .
.
При этом V для каждой точки на поверхности заготовки можно указывать различно, за счет чего с моделью можно также описывать характеристики сопел.
Из характеристики распределения температуры в заготовке модель вычисляет также ход границы затвердевания.
Отдельными параметрами модели являются, между прочим,:
- длина кристаллизатора
- геометрия заготовки (высота и ширина)
- скорость вытягивания заготовки
- коэффициент теплопередачи α в кристаллизаторе
- температура охлаждающего агента в кристаллизаторе
- температура плавления
- энтальпия затвердевания
- коэффициент теплопроводности λ
- удельная теплоемкость с
- плотность ρ
- длина каждой зоны охлаждения
- объем охлаждающего агента V в каждой зоне охлаждения
- материал заготовки.
Зависимость температуры и материала от λ , с, энтальпии и ρ учитывается в модели.
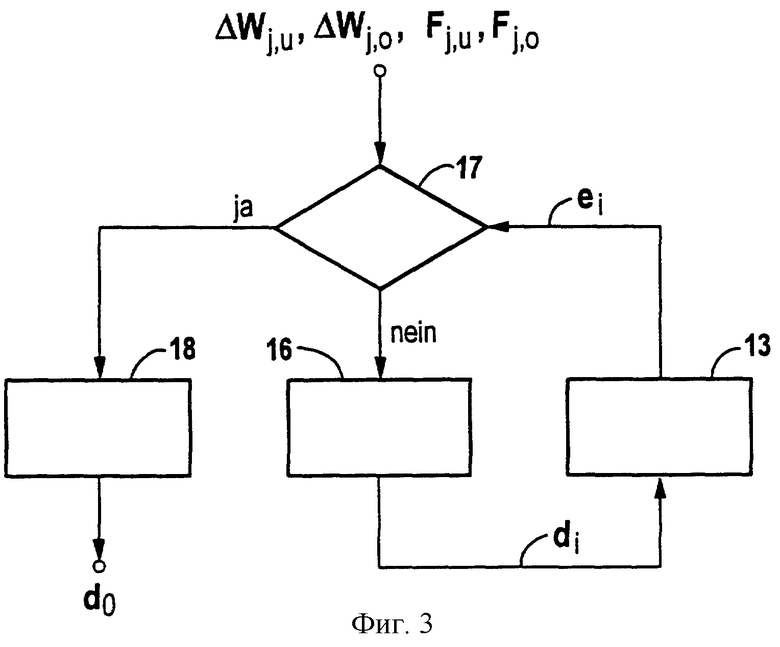
Фиг.3 показывает диаграмму процесса для итеративного определения коэффициента адаптации d0 для адаптации коэффициента теплопередачи α посредством модели температуры и затвердевания 13, причем адаптированный коэффициент теплопередачи α a определяют путем α а=d0·αиз коэффициента теплопередачи α . Для этого в модели температуры и затвердевания 13 из данного охлаждения заготовки посредством модели температуры и затвердевания 13 определяют границы затвердевания ei в заготовке. Эти границы затвердевания ei сравнивают в компараторе 17 с появляющимися в редукционных клетях путями установки Δ Wj,y,u (снизу) и Δ Wj,y,o (сверху), а также с усилиями прокатки Fj,u (снизу) и Fj,o (сверху) в редукционных клетях. В случае, если типичные для изменения геометрии значения путей установки принижаются и/или типичные для изменения геометрии значения усилий прокатки превышаются, функциональный блок 16 определяет новое предложение для улучшенного коэффициента адаптации di. За счет этого граница затвердевания сдвигается так долго, пока будут иметь место отклонения вверх или, соответственно, вниз от соответствующих граничных значений. В качестве начального значения для итерации применяют значение d0=1. Окончание итерации устанавливается посредством функционального блока 18 d0=di. В заключение в уравнении 3 коэффициент теплопередачи α заменяется адаптированным коэффициентом теплопередачи α а.
Особенно предпочтительно предусматривать для охлаждающего устройства управление с упреждением, причем управление с упреждением происходит в зависимости от известных моментов времени изменений параметров установки, например, скорости разливки и/или материала заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| СПОСОБ МЯГКОГО ОБЖАТИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 2014 |
|
RU2564192C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНОЙ ПОЛОСЫ ТОЛЩИНОЙ МЕНЕЕ 10 ММ | 1991 |
|
RU2013184C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПОСЛЕДУЮЩЕЙ ДЕФОРМАЦИИ ЗАГОТОВКИ ИЗ СТАЛИ, В ЧАСТНОСТИ ЗАГОТОВКИ, ИМЕЮЩЕЙ ФОРМАТ СЛЯБА ИЛИ ФАСОННЫЙ ПРОФИЛЬ | 2001 |
|
RU2271895C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛИ | 2014 |
|
RU2678112C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ ПОЛОСОВОЙ СТАЛИ С ОРИЕНТИРОВАННЫМ ЗЕРНОМ | 2006 |
|
RU2383634C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОЦЕНКИ ТОЛЩИНЫ ЗАТВЕРДЕВШЕЙ ОБОЛОЧКИ В КРИСТАЛЛИЗАТОРЕ И СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2020 |
|
RU2796256C1 |
| КОМБИНИРОВАННАЯ ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА И СПОСОБ БЕСКОНЕЧНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ЧИСТОВОЙ ПОЛОСЫ | 2017 |
|
RU2747341C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2011 |
|
RU2490083C2 |
Способ и устройство для изготовления заготовки из металла посредством установки непрерывной разливки, которая содержит по меньшей мере одно охлаждающее устройство для охлаждения заготовки, причем охлаждающему устройству придана по меньшей мере одна редукционная клеть для обжатия по толщине заготовки, причем заготовка при обжатии по толщине имеет отвержденную оболочку и жидкую осевую зону. При этом охлаждение настраивают посредством модели температуры и затвердевания таким образом, что граница затвердевания между затвердевшей оболочкой и жидкой осевой зоной при входе заготовки в редукционную клеть соответствует заданному значению границы затвердевания между затвердевшей оболочкой и жидкой осевой зоной. Технический результат - достижение более мягкого обжатия при переменной скорости разливки. 2 с. и 8 з.п. ф-лы, 3 ил.
| DE 19612420 А, 02.10.1997 | |||
| HARSTE K ET AL, "NEVBAU EINER VERTIKALSTRANGGI ESSANLAGE BEI DER AG DER DILLINGER HUETTENWERKE" STAHL UND EISEN, DE, VERLAG STAHLEISEN GMBH, DUSSELDORF, vol | |||
| Аппарат для испытания прессованных хлебопекарных дрожжей | 1921 |
|
SU117A1 |
| DE 4417808 А, 01.12.1994 | |||
| RU 20094139 С1, 27.10.1997 | |||
| Устройство автоматического управ-лЕНия СиСТЕМОй ВТОРичНОгО ОХлАждЕНияМАшиНы НЕпРЕРыВНОгО лиТья | 1979 |
|
SU839670A1 |
| Способ управления тепловым состоянием слитка в машине непрерывного литья заготовок | 1991 |
|
SU1836183A3 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1992 |
|
RU2044598C1 |

