Изобретение относится к области изготовления канатов.
Известен способ изготовления фасоннопрядных канатов, заключающийся в винтовой прокатке исходного круглопрядного каната наклонными роликами, каждый из которых деформирует одну или несколько прядей, проходя по их винтовым поверхностям.
Недостаток этого способа состоит в том, что отсутствует замкнутая зона деформации в плоскости поперечного сечения изделия. Каждый ролик контактирует с изделием по некоторой полосе контакта, при этом некоторые расслабленные элементы выдавливаются в промежутки между роликами. Процесс обжатия устойчив только при небольших степенях обжатия (до 5%); при большей степени обжатия процесс устойчив только в начальный период.
Предлагаемый способ производства канатов отличается тем, что для улучшения качества поверхности и обеспечения подкрутки готовых канатов обкатку поверхности канатов осуществляют под углом, большим угла свивки его прядей.
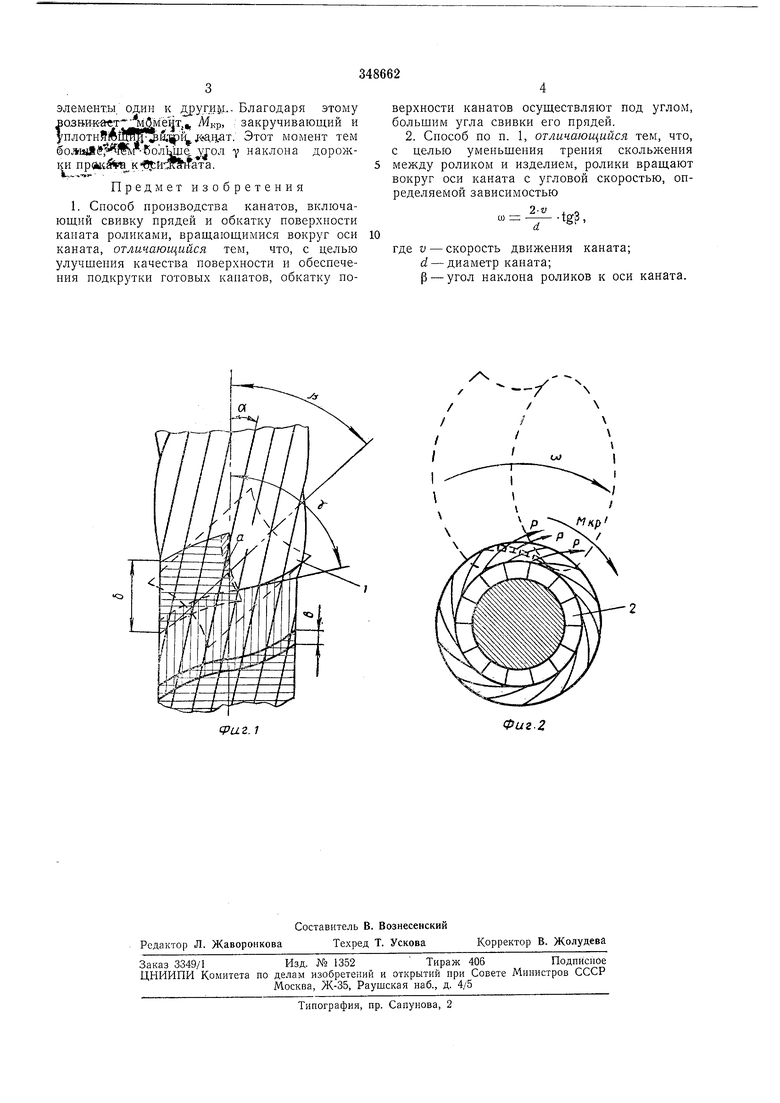
Наклонные ролики прокатывают поверхность витого каната под углом, большим угла свивки наружных элементов. В результате взаимодействия роликов с изделием при такой прокатке возникает момент, закручивающий изделие и предотвращающий образование «фонаря перед очагом деформации. На фиг. 1 показано положение ролика и дорожек проката относительно каната; на фиг. 2 - схема взаимодействия ролика с канатом.
Согласно описываемому способу свитый канат протягивают через группу роликов 1, расположенных под углом к оси каната и
имеющих принудительное вращение вокруг этой оси с угловой скоростью со. Ролики, установленные под углом р к оси каната, прокатывают его поверхность под углом Y- большим угла а его свивки (фиг. 1).
Каждый ролик соприкасается с канатом по некоторой полосе контакта а (фиг. 1) и оставляет за собой винтовую дорожку проката шириной б.
Соседние дорожки проката перекрывают
одна другую на величину в, которая изменяется в зависимости от поперечной податливости каната, материала проволок и т. п., таким образом, чтобы обеспечить равномерное обжатие всех элементов в одной группе
роликов.
Равнодействующие Р контактных напряжений и сил трения, возникающих на полосе контакта, направлены под некоторым углом к винтовому элементу 2 (фиг. 2) и действуэлементы, один к други.. Благодаря этому
fo.3BH-K-aCT MMeijT, Мкр, ; закручивающий и плотнЯгеп5вд; н..Ц.-ат. Этот момент тем бодщЙ те1 г-Сольщо.грол j наклона дорожки к/ й-жиата. fc.-. .
Предмет изобретения
1. Способ производства канатов, включающий свивку прядей и обкатку поверхности каната роликами, вращающимися вокруг оси каната, отличающийся тем, что, с целью улучшения качества поверхности и обеснечення подкрутки готовых канатов, обкатку новерхности канатов осуществляют под углом, большим угла свивки его прядей.
2. Способ но п. 1, отличающийся тем, что, с целью уменьшения трения скольжения между роликом и изделием, ролики вращают вокруг оси каната с угловой скоростью, определяемой зависимостью
,
где V - скорость движения каната; d - диаметр каната; Р - угол наклона роликов к оси каната.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления каната из фасонных элементов | 1983 |
|
SU1266911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| Способ изготовления фасоннопрядного каната | 1977 |
|
SU687878A1 |
| ОБЖИМНОЕ УСТРОЙСТВО К КАНАТОВЬЮЩЕЙ МАШИНЕ | 1996 |
|
RU2097460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧЕСКИ ОБЖАТЫХ ЭЛЕМЕНТОВ КАНАТА ИЛИ КАНАТА В ЦЕЛОМ | 2019 |
|
RU2731240C1 |
| АРМАТУРНЫЙ КАНАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2431024C2 |
| Способ изготовления пластически обжатых проволочных витых изделий и устройство для его осуществления | 2019 |
|
RU2742419C1 |
| Способ пластического обжатия витых проволочных изделий | 1976 |
|
SU614143A1 |
| Способ преформирования прядей при изготовлении нераскручивающегося каната | 1990 |
|
SU1731883A2 |
| Способ получения каната для обслуживания скважин | 2018 |
|
RU2692267C1 |
