Изобретение относится области производства длинномерных резиновых изделий для горношахтного оборудования и может быть использовано при изготовлении конвейерных лент, которые состоят из нескольких стальных тросов, запрессованных в резину.
Известный способ изготовления конвейерной ленты для горношахтного оборудования включает операции подачи, направления и протягивания тросов через всю систему механизмов, их натяжения, обкладки резиной, вулканизации резины с последующим наматыванием готового изделия (см. Леонов И.И., Новикова Т.Н. Прогрессивные технологические процессы производства резиновых конвейерных лент. М.: ЦНИИнефтехим., 1979 г. - 41 с.).
Согласно приведенному способу натяжение всех тросов осуществляется с одинаковым усилием, которое достигает 0,05-0,1 от рабочего натяжения на конвейере. При этом тросы размещаются с парнопротивоположным направлением скручивания и теоретически полный крутящий момент в сечении ленты должен равняться нулю. Однако, по ряду причин, таких как наличие разных углов девиации тросов при их размещении по ширине ленты, наложение тросов на блоки под разными углами при формировании тросового полотна, отдельные тросы дополнительно закручиваются или раскручиваются и в сечении ленты возникает некомпенсированный крутящий момент, который приводит к короблению ленты.
Резинотросовый канат, изготовленный по такой технологии, во время работы на шахтной подъемной установке вращается вокруг своей продольной оси, что препятствует нормальной эксплуатации каната, уменьшает его стойкость и долговечность.
Известный способ изготовления конвейерной ленты для горношахтного оборудования включает операции подачи, направления и протягивания тросов через всю систему механизмов, их натяжения, обкладки резиной, вулканизации резины с последующим наматыванием готового изделия. Натяжение тросов по ширине ленты осуществляется с разными усилиями в зависимости от местоположения каждого троса по ширине ленты, например, уменьшая их усилие от центра ленты к ее периферии (см. а.с. СССР №433039, Способ сборки резинотросовых конвейерных лент, опубл. 25.06.74 г., Б.И. №23, авторы: Е.М.Высочин, А.В.Коваль и др.).
В приведенном способе предусмотрена возможность дифференцированного влияния на каждый трос и образование заданного напряженно-деформированного состояния тросов.
Недостатки этого способа состоят в отсутствии информации о значениях крутящих моментов в тросах, что не дает возможности обеспечить равновесие крутящего момента в сечении ленты, а это приводит ее к короблению во время ее эксплуатации.
Наиболее близким по технической сущности и принятым за прототип является способ, использованный в устройстве для изготовления резинотросового каната, включающий операции подачи, направления и протягивания тросов через всю систему механизмов, их натяжения, обкладки резиной, вулканизации резины с последующим наматыванием готового изделия (см. патент России, №1526584, МПК D 07 В 5/00, В 29 D 29/00, Б.И. №44, 1989 г.).
Недостатки этого способа заключаются в том, что контрольно-измерительная аппаратура контролирует состояние уже готового изделия и не контролирует напряженное состояние, связанное с прокручиванием отдельных тросов, поэтому во время работы на шахтной подъемной установке резинотросовый канат прокручивается вокруг своей продольной оси, что препятствует нормальной эксплуатации каната, уменьшает его стойкость и долговечность.
Известно устройство для изготовления резинотросовых лент и канатов, содержащее смонтированные по ходу технологического процесса механизмы для подачи и направления тросов, их натяжения, обкладки резиной, вулканизации и наматывания готового изделия (см. Леонов И.И., Новикова Т.Н., Прогрессивные технологические процессы производства резиновых конвейерных лент. М.: ЦНИИнефтехим. - 1979 г. - 41 с.; Колосов Л.В., Ропай В.А., Шидо Н.Н., Анализ конструкций шахтных уравновешивающих канатов и опыта их эксплуатации, Горный журнал №9-10, 1996 г., с.93-96).
В этих устройствах отсутствует контроль напряженно-деформированного состояния тросов при изготовлении ленты, при этом тросы двигаются по технологической цепи с разными крутящими моментами. Поэтому в сечении ленты крутящий момент не скомпенсирован, что приводит к девиации и короблению ленты во время ее эксплуатации.
Наиболее близким по технической сущности и принятым за прототип является устройство, включающее смонтированные по ходу технологического процесса механизм подачи тросов, состоящий из несущей опоры, на которой размещена рама с катушками под тросы, механизмы направления, протягивания тросов и их натяжения, обкладки резиной, вулканизации резины и наматывания готового изделия и контрольно-измерительное приспособление технологического процесса (см. патент России, №1526584, МПК D 07 B 5/00, В 29 D 29/00, Б.И. №44, 1989 г.).
Приведенное устройство отличается от заявленного тем, что датчик контроля параметров производственного процесса и качества изделия расположен между вулканизационным прессом и механизмом наматывания готового изделия.
Недостатки этого устройства заключаются в том, что контрольно-измерительная аппаратура контролирует состояние уже готового изделия и не контролирует напряженное состояние каждого троса. В результате в сечении резинотросовой ленты крутящий момент не скомпенсирован, что приводит к девиации и короблению ленты во время ее эксплуатации. Во время работы на шахтной подъемной установке резинотросовый канат вращается вокруг своей продольной оси, создается крутящий момент, который препятствует нормальной эксплуатации каната, снижает его стойкость и долговечность.
В основу изобретения поставлена задача усовершенствовать способ изготовления длинномерного резинотросового изделия для горношахтного оборудования и устройство для его осуществления, путем компенсации крутящего момента в сечении изделия, исключить его девиацию и коробление во время эксплуатации, и за счет этого улучшить его эксплуатационные свойства, увеличить стойкость и долговечность.
Задача решена тем, что в способе изготовления длинномерного резинотросового изделия для горношахтного оборудования, включающем операции подачи, направления и протягивания тросов через всю систему механизмов, их натяжения, обкладки резиной и вулканизации резины с последующим наматыванием готового изделия, согласно изобретению, предварительно для каждого троса задают величину крутящего момента и перед их обкладкой резиной измеряют крутящий момент для каждого троса, после чего в тросах с крутящим моментом, отличным от заданной величины, его изменяют до достижения упомянутой заданной величины.
Крутящий момент в тросе изменяют принудительным вращением троса вокруг своей оси.
Задача решена тем, что в устройстве для изготовления длинномерных резинотросовых изделий для горношахтного оборудования, содержащем смонтированные по ходу технологического процесса механизм подачи и направления тросов, включающем несущую опору, на которой размещены рамы с катушками под тросы, механизмы фиксации, натяжения тросов, обкладки их резиной, вулканизации резины, наматывания готового изделия и контрольно-измерительное приспособление технологического процесса, согласно изобретению, контрольно-измерительное приспособление расположено между механизмами натяжения тросов и обкладки их резиной, при этом каждая рама с катушкой под трос установлена на несущей опоре с возможностью вращения вокруг своей оси.
Контрольно-измерительное приспособление технологического процесса содержит блок измерения крутящего момента, блок сравнения и исполнительный орган.
Рамы катушек имеют с несущей опорой шарнирное соединение.
Отличительные признаки способа, заключающиеся в том, что предварительно для каждого троса задают величину крутящего момента и перед их обкладкой резиной измеряют крутящий момент для каждого троса, после чего в тросах с крутящим моментом, отличным от заданного, его изменяют до достижения заданной величины, в совокупности с известными признаками способа, которые включают операции подачи, направления и протягивания тросов через всю систему механизмов, их натяжения, обкладки резиной, вулканизации резины с последующим наматыванием готового изделия, позволило усовершенствовать способ изготовления длинномерного резинотросового изделия для горношахтного оборудования. Исключение девиации и коробления изделия во время его эксплуатации значительно повысило его эксплуатационные свойства, в частности стойкость и долговечность.
Пример осуществления способа.
Предварительно тросы 2 подают, направляют и протягивают через всю систему механизмов 6, 7, 8, 9, 10. Для каждого троса задают величину крутящего момента и перед их обкладкой резиной измеряют крутящий момент для каждого троса. Величину крутящего момента в каждом тросе Мкр.u (u=1, 2, ..., n), (n - число тросов) определяют путем непосредственного измерения этой величины с помощью динамометра или путем измерения шага скрутки троса Н, потом ее сравнивают с заданной. После чего, величину крутящего момента каждого троса, отличную от заданной, изменяют до достижения заданной величины, путем его принудительного вращения вокруг своей оси. При закручивании троса на угол φ осуществляется уменьшение, при раскручивании - увеличение шага скрутки троса Н, при этом имеют место зависимости:
Зависимости (1), (2) устанавливаются для каждой конструкции троса экспериментально или теоретически.
Для обеспечения равенства крутящих моментов Мкр.u (u=1, 2, ..., n) во всех тросах необходимо обеспечить равенство шагов скрутки всех тросов Н.u (u=1, 2, ..., n) с учетом их парнопротивоположного скручивания. Таким образом, при парном числе тросов некомпенсированный крутящий момент в сечении каната будет равняться нулю, то есть заданной величине, которая позволит исключить скручивание вертикально подвешенного резинотросового каната в стволе шахты и повысить его стойкость и долговечность. После достижения равновесия крутящих моментов в сечении изделия, при котором величина крутящего момента равняется заданной, тросы подают на механизмы обкладки тросов резиной, вулканизации резины с последующим наматыванием готового изделия на катушки.
Устройство для изготовления длинномерных резиновых изделий для горношахтного оборудования поясняется чертежами, где:
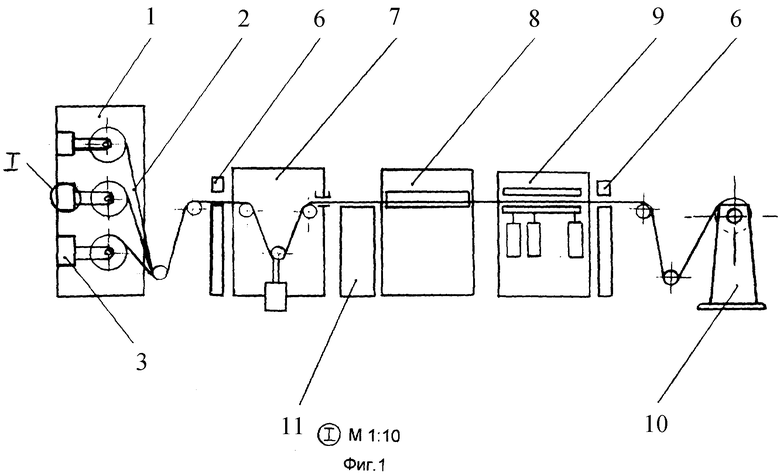
на фиг.1 представлен общий вид устройства для изготовления резинотросовых канатов;
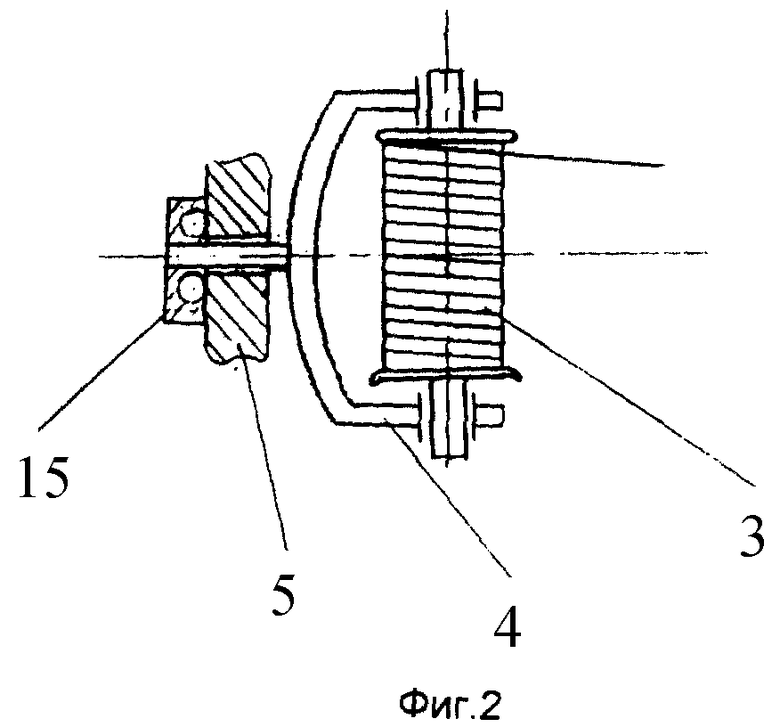
на фиг.2 - узел А (вид сверху);
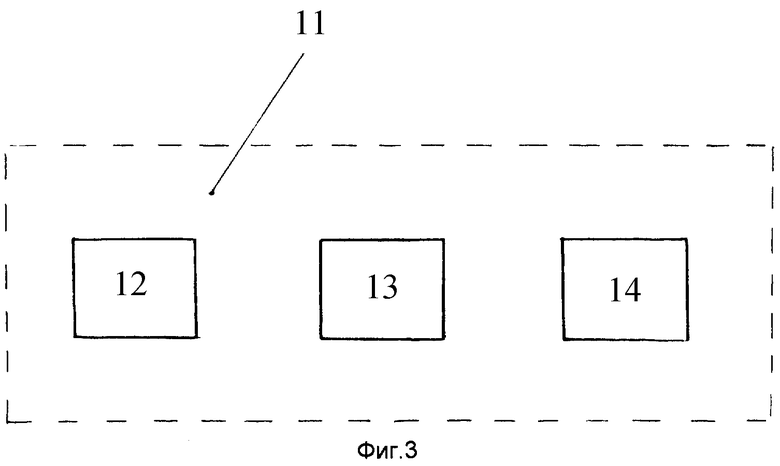
на фиг.3 - блок схема контрольно-измерительного приспособления.
Устройство для изготовления длинномерных резинотросовых изделий для горношахтного оборудования содержит смонтированные по ходу технологического процесса механизм подачи и направления 1 тросов 2, несущую опору 3, на которой размещены рамы 4 с катушками 5 под тросы 2, механизмы фиксации 6, натяжения 7 тросов 2, обкладки тросов резиной 8, вулканизации резины 9, наматывания готового изделия 10 и контрольно-измерительное приспособление технологического процесса 11, которое расположено между механизмами натяжения тросов 7 и обкладки их резиной 8. Каждая рама 4 с катушкой 5 под трос 2 установлены на несущей опоре 3 с возможностью вращения вокруг своей оси. Контрольно-измерительное приспособление технологического процесса 11 содержит блок измерения крутящего момента 12, например динамометр, блок сравнения 13 и исполнительный орган 14 в виде рамы 4 с катушкой 5. Рамы 4 катушек имеют с несущей опорой 3 шарнирное соединение 15.
Устройство работает следующим образом.
В зависимости от конструкции резинотросового изделия на несущей опоре 3 механизма подачи и направления тросов 1 устанавливают катушки 5 с тросами 2, которые протягивают через механизмы натяжения тросов 7, обкладки их резиной 8, вулканизации 9 и закрепляют их в механизме фиксации тросов 6. Приводят в действие механизм натяжения тросов 7. После завершения процесса натяжения тросов приводят в действие контрольно-измерительное приспособление 11. При этом в каждом тросе 2 динамометром блока измерения крутящего момента 12 замеряют величину крутящего момента в каждом тросе и подают на блок сравнения 4, из которого при величине, отличной от заданной, сигнал подается на исполнительный орган 14, то есть на рамы 4 катушек 5. Компенсацию крутящего момента в каждом тросе 2 проводят путем вращения вокруг своей оси рамы 4 с катушками 5 на такой угол, при котором величины крутящих моментов во всех тросах 2 будут одинаковые, то есть будут равняться заданной величине. Равновесие крутящих моментов в тросах можно обеспечить, например, с помощью специального шаблона измерением шагов скрутки тросов. После выравнивания крутящих моментов тросы 2 снова натягивают в механизме 7 и фиксируют их в механизме 6. Далее в механизме 8 тросы обкладывают сырой резиной, после чего подают в механизм вулканизации 9. На момент протягивания тросов, измерения и изменения крутящего момента в них тросы 2 освобождены от фиксации в механизме 6. Готовое изделие подают на механизм наматывания катушек 10. По мере движения отдельных участков тросов через все механизмы технологического процесса, на следующих участках технологический процесс изготовления резинотросового изделия повторяется аналогично вышеприведенному процессу.
Заявляемый способ и устройство для изготовления резинотросовых изделий позволили уравновесить крутящие моменты в сечении изделия и за счет этого увеличить его стойкость и долговечность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для плоских резинотросовых канатов | 1978 |
|
SU781237A1 |
| Устройство для снятия полимерного слоя с нитевидной арматуры изделий | 1982 |
|
SU1047728A1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ДЛЯ УДАРНОГО БУРЕНИЯ СКВАЖИН | 2021 |
|
RU2766989C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424351C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ КОНВЕЙЕРОВ СО СТАЛЬНЫМ ТРОСОМ, ИМЕЮЩИМ СЕРДЕЧНИК | 2011 |
|
RU2543175C2 |
| Устройство для сборки резинотросовых лент | 1989 |
|
SU1761543A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПЛАСТМАССОВЫХ ТРУБ | 2004 |
|
RU2271930C2 |
| Устройство для нанесения покрытий на длинномерный полосовой материал | 1988 |
|
SU1636067A1 |
| Установка для заготовки арматурных пакетов железобетонных изделий | 1982 |
|
SU1078012A2 |
| СПОСОБ ОБНАРУЖЕНИЯ РАЗРЫВОВ ТРОСОВ ТРОСОВОЙ ОСНОВЫ РЕЗИНОТРОСОВЫХ КОНВЕЙЕРНЫХ ЛЕНТ | 1991 |
|
RU2016404C1 |
Способ и устройство используются в области производства длинномерных резинотросовых изделий для горношахтного оборудования и могут быть использованы при изготовлении конвейерных лент. Способ включает операции подачи, направления и протягивания тросов через всю систему механизмов, их натяжения, обкладки резиной и вулканизации резины с последующим наматыванием готового изделия. Предварительно для каждого троса задают величину крутящего момента и перед их обкладкой резиной измеряют крутящий момент для каждого троса, после чего в тросах с крутящим моментом, отличным от заданной величины, его изменяют до достижения упомянутой заданной величины. Устройство содержит смонтированные по ходу технологического процесса механизм подачи и направления, включающее несущую опору, на которой размещены рамы с катушками под тросы, механизмы фиксации, натяжения тросов, обкладки их резиной, вулканизации резины, наматывания готового изделия и контрольно-измерительное приспособление технологического процесса, расположенное между механизмами натяжения тросов и обкладки их резиной. Каждая рама с катушкой под трос установлена на несущей опоре с возможностью вращения вокруг своей оси. Способ и устройство отличаются повышенным качеством изготавливаемого изделия. 2 н. и 3 з. п. ф-лы, 3 ил.
| Установка для изготовления сталерезинового каната для подъемных шахтных машин | 1987 |
|
SU1526584A3 |
| СПОСОБ ПЛАСТИЧЕСКОГО ОБЖАТИЯ КАНАТОВ | 0 |
|
SU369196A1 |
| Способ изготовления каната | 1979 |
|
SU824697A1 |
| US 3765362 А, 16.10.1973. | |||

