Изобретение относится к авиационной, ракетно-космической, судостроительной и другим отраслям промышленности, в частности к устройствам для контактной сварки многослойных панелей с гофрированным заполнителем.
Сварные многослойные панели с гофрированным заполнителем применяются при изготовлении изделий разнообразного назначения, преимущественно для шумоизоляции агрегатов летательных аппаратов.
Известна машина для контактной сварки, приведенная в описании к а.с. SU №1637978, кл. В 23 К 11/06. Решение содержит раму с направляющими, на которых установлены параллельно друг другу электродержатели с двумя электродами, связанные с гидроприводом и со сварочным трансформатором. Машина снабжена дополнительными направляющими параллельными электродержателями.
Наиболее близким решением к заявленному является решение, приведенное в описании к а.с. SU №310757, кл. В 23 К 11/10. Оно содержит механизм поджатия деталей, подвижный верхний электрод, неподвижный нижний, установленный в нижнем плече скобы, размещенной на нижней консоли. В верхнем плече выполнено отверстие, в котором установлен промежуточный электрод, контактирующий с подвижным электродом и свариваемой деталью. Известное решение позволяет осуществлять сварку со сжатием деталей с любым начальным усилием от нуля до максимума, однако не обеспечивает, в силу своего конструктивного исполнения, сварку панелей с гофрированным заполнителем.
Анализ аналогов, прототипа и других технических решений, в которых проблема соединения деталей осуществляется контактной сваркой, показал, что эти решения направлены на соединение двух плоских деталей. Решений, обеспечивающих соединение плоского листа (обшивки) с заполнителем коробчатой формы, не обнаружено. Между тем вопрос получения многослойных панелей, в частности, для летательных аппаратов без предлагаемого или аналогичного ему решения остается проблематичным.
Задачей изобретения является получение многослойных панелей путем надежной сварки обшивки с заполнителем.
Задача решена за счет того, что в известном решении, содержащем механизм поджатия деталей, подвижный верхний, неподвижный нижний электроды, соответствующим образом закрепленные, механизм поджатия деталей в данном решении выполнен из двух различных частей, поверхности соприкосновения которых выполнены под углом, меньшим угла трения материала поверхностей, при этом одна из половин связана жесткой тягой с приводом ее перемещения (в горизонтальной плоскости) вдоль гофра заполнителя.
Выполнение механизма в виде двух разъемных частей с поверхностями соприкосновения под углом, меньшим угла трения, обеспечивает введение устройства в замкнутую полость, образованную обшивками и гофрированным заполнителем, при этом обеспечивается необходимый поджим поверхности гофрированного заполнителя к обшивке и гарантированная неподвижность частей.
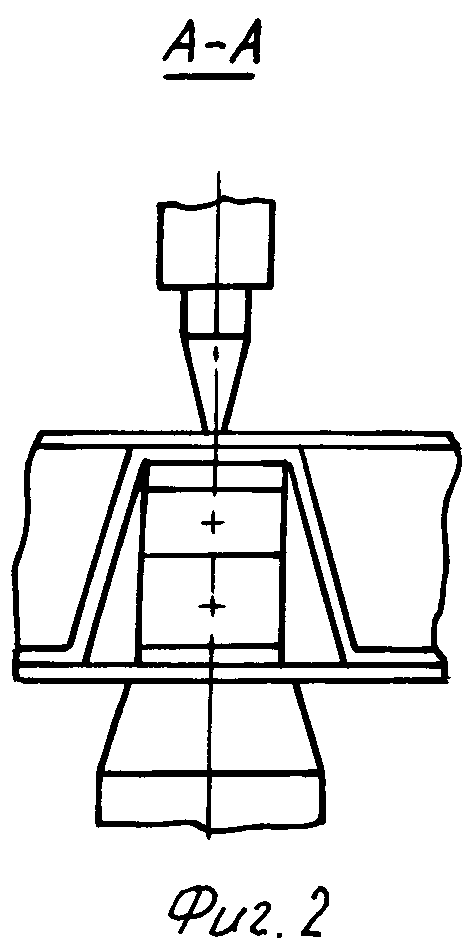
Техническим результатом изобретения является возможность получения панелей с внутренними полостями, образованными гофрированным заполнителем и обшивками. На чертежах представлено предлагаемое решение, где на фиг.1 показано устройство в разрезе, на фиг.2 - сечение А-А на фиг.1.
Устройство выполнено в виде станины 1 с закрепленным на ней подвижным верхним электродом 2, неподвижным нижним 3 и механизма поджатия свариваемых деталей, состоящего из двух частей: верхней 4 и нижней 5. Части 4 и 5 соприкасаются между собой поверхностями, выполненными под углом α, меньшим угла трения материала сопряженных поверхностей. Для материала Сталь этот угол составляет 6-7°. Верхняя часть 4 посредством тяги 6 связана с приводом ее перемещения 7, представляющим пару "винт-гайка". Для фиксации нижней части 5 предусмотрена жесткая тяга 8.
Сварку предлагаемым устройством осуществляют следующим образом: устройство устанавливают в полость гофра панели между электродами 2 и 3 перпендикулярно их оси. Приводом 7 перемещают верхнюю часть 4, скользящую по нижней части 5. При этом обеспечивается необходимая плотность подлежащего сварке пакета "оболочка-гофр". Затем подводят к месту сварки электрод 2, производят сварку и отводят его в исходное положение.
Для сварки следующей точки натяжение тяги 6 ослабляется и при смещении панели на шаг верхняя часть 4 соскальзывает с нижней 5, облегчая движение. Далее переходы повторяются.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ГОФРИРОВАННЫМ ЗАПОЛНИТЕЛЕМ | 2003 |
|
RU2248265C2 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПАНЕЛЕЙ | 2004 |
|
RU2273554C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ СОТОВЫХ КОНСТРУКЦИЙ | 1969 |
|
SU245225A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2268813C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ СОТОВЫХ ПАНЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2309826C1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| ЗВУКОПОГЛОЩАЮЩАЯ ПАНЕЛЬ | 2005 |
|
RU2307216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ БИГОВКИ ЛИСТОВОГО МАТЕРИАЛА | 2007 |
|
RU2356674C1 |
| Гофрированная композитная панель обшивки | 2024 |
|
RU2832780C1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ МНОГОСЛОЙНЫХ сотовых КОНСТРУКЦИЙ | 1967 |
|
SU195563A1 |
Изобретение относится к устройствам для контактной сварки многослойных панелей с гофрированным заполнителем. Устройство выполнено в виде станины с закрепленными на ней верхним и нижним электродами и механизмом поджатия пакета, представляющим две разъемные части, сопрягаемые между собой под углом, меньшим угла трения материала сопрягаемых поверхностей. Техническим результатом изобретения является повышение надежности сварки обшивки с заполнителем. 2 ил.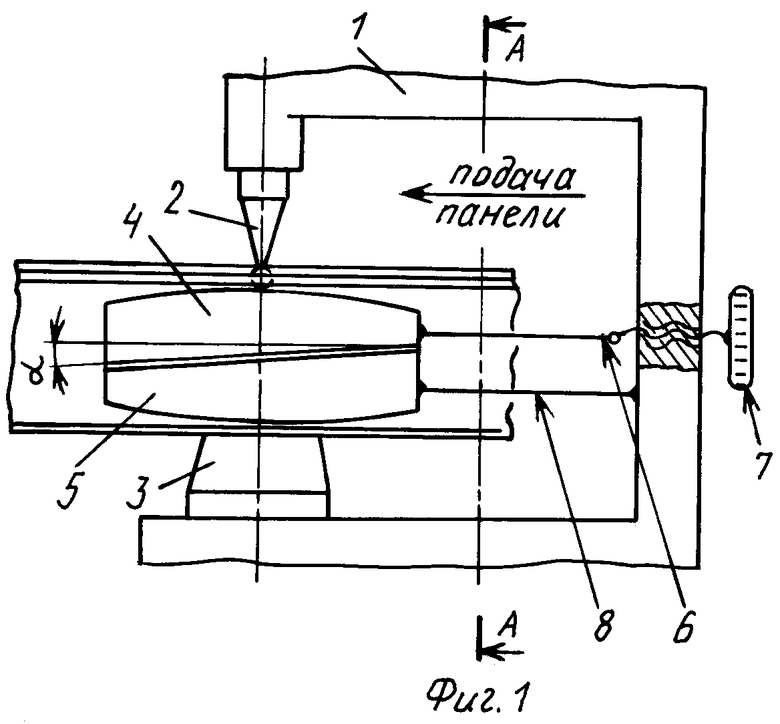
Устройство для контактной сварки панелей, содержащее станину, закрепленные на ней подвижный верхний, неподвижный нижний электроды и механизм поджатия пакета свариваемых деталей, отличающееся тем, что указанный механизм выполнен из двух разъемных частей, поверхности соприкосновения которых выполнены под углом, меньшим угла трения материала частей, при этом одна из частей связана жесткой тягой с приводом ее перемещения.
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 0 |
|
SU310757A1 |
| Машина для контактной точечной односторонней сварки | 1989 |
|
SU1637978A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 0 |
|
SU284741A1 |

