Изобретение относится к области транспортирования жидких сред по трубам, в частности к трубам из пластических масс, применяемых в различных отраслях промышленности.
Известны бипластмассовые трубы, содержащие внутренний, наружный и праймерный слои, при этом внутренний слой выполнен из термопласта, а наружный - из стеклопластика (патент РФ №2095676, F 16 L 9/133, 18.07.1995). В известной конструкции внутренний и наружный слои трубы соединяются друг с другом с помощью праймера. Однако, как показывает опыт использования таких труб, в процессе эксплуатации происходит отделение слоев от праймера, что приводит к снижению прочности и эксплуатационной надежности трубы.
Известна и принята за прототип бипластмассовая труба, содержащая внутреннюю и наружную части, выполненные из термопластичного синтетического материала и из термоотверждающегося синтетического материала, при этом наружная поверхность внутренней части выполнена шероховатой, шероховатость может быть выполнена в виде гофр, вытянутых вдоль оси трубы, или в виде поперечных канавок (патент РФ №2046242, F 16 L 9/12, 29.06.1990). Достоинством известного устройства является механическое соединение внутренней и наружной частей трубы с помощью гофр или канавок, что повышает надежность и прочность трубы. Недостатком известного устройства является низкая надежность и недостаточная прочность при перекачивании жидкостей с изменяющейся температурой. При повышении температуры перекачиваемой среды внутренняя и наружная части трубы будут удлиняться вследствие теплового расширения материала. Но так как коэффициент теплового расширения термопластического материала всегда в несколько раз выше коэффициента теплового расширения термоотверждающегося материала, то первый удлинится значительно больше, чем второй. Продольные гофры не предназначены для удержания слоев друг относительно друга вдоль оси. При нагревании поперечные канавки исключают продольные перемещения наружной и внутренней частей друг относительно друга в осевом направлении. При охлаждении же внутренняя часть трубы, выполненная из термопластичного материала, уменьшается в диаметре больше, чем наружная, выполненная из термоотверждающегося материала, в результате чего сцепление наружной и внутренней частей нарушается, так как между ними образуется зазор, из-за которого ребра наружной части выходят из канавок внутренней. При этом внутренняя и наружная части уже не работают как одно целое - труба. Это снижает прочность и надежность трубы, приводит к ее разрушению. Кроме того, выполнение канавок в виде колец обеспечивает контакт наружной и внутренней частей только в отдельных сечениях, а не по всей длине трубы, что также снижает прочность и эксплуатационную надежность трубы.
Цель предлагаемого изобретения - повышение прочности и эксплуатационной надежности бипластмассовой трубы.
Поставленная цель достигается тем, что в известной бипластмассовой трубе, содержащей внутренний слой из термопласта, наружный слой из стеклопластика и канавки, выполненные на наружной поверхности внутреннего слоя, в предлагаемом изобретении предлагается глубину канавок h определять по формуле h>Δ α • Δ t• dвнутр где Δ α - разница коэффициентов линейного теплового расширения материалов внутреннего и наружного слоев; Δ t - разница максимальной и минимальной температур перекачиваемой среды; dвнутр - наружный диаметр внутреннего слоя, а канавки выполнить по спиралям, а также по спиралям с противоположным направлением.
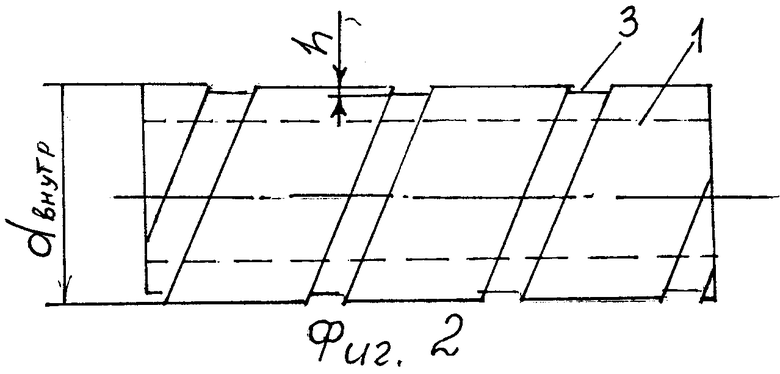
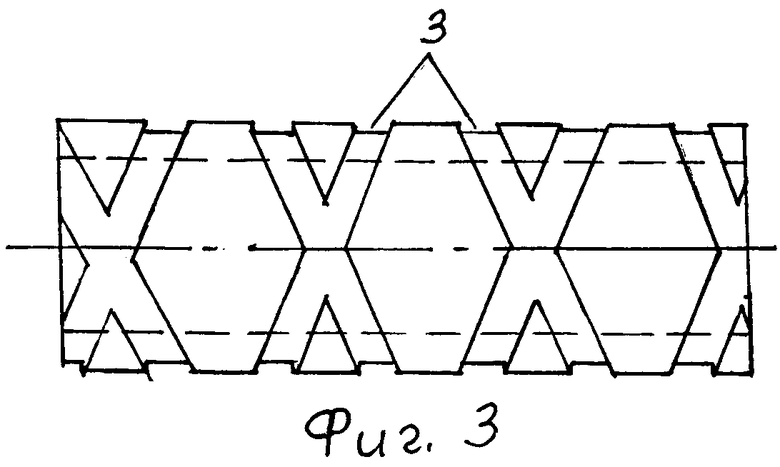
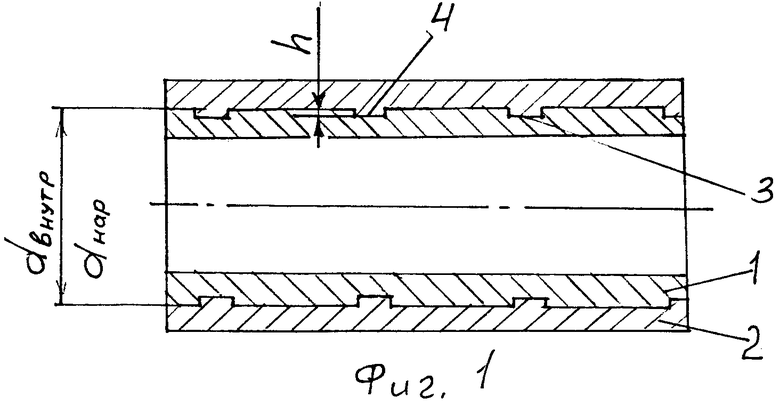
На фиг.1 изображена бипластмассовая труба; на фиг.2 - внешний вид внутренней части трубы с канавками, выполненными по спирали; на фиг.3 - внешний вид внутренней части трубы с канавками, выполненными по спиралям с противоположным направлением.
Предлагаемая бипластмассовая труба включает в себя внутренний слой 1 из термопласта, наружный слой 2 из стеклопластика и канавки 3, выполненные на наружной поверхности внутреннего слоя 1. В канавки 3 входят ребра 4, выполненные на внутренней поверхности наружного слоя 2. Для получения жесткой конструкции, воспринимающей как радиальные, так и осевые нагрузки, в канавки 3 можно положить стеклоровинг, смоченный в эпоксидной смоле, поверх него положить слои стелоровинга вдоль оси трубы, а сверху обмотать стелоровингом в радиальном направлении. Каждый слой стеклоровинга смачивается эпоксидной смолой.
Предлагаемая бипластмассовая труба работает следующим образом. При охлаждении перекачиваемой среды от температуры t2 до t1 внутренний диаметр наружного слоя dнap уменьшится на величину Δ dнap=α нар•(t2-t1)• dнар, где dнар - коэффициент теплового расширения наружного слоя 2. А наружный диаметр внутреннего слоя dвнутp уменьшится на величину Δ dвнутp=α внутр•(t2-t1)• dвнутp, где α внутр - коэффициент теплового расширения внутреннего слоя 1. Так как глубина канавки h>Δ α • Δ t• dвнутр, где Δ α =α внутр-α нар; Δ t=t2-t1, то есть h>Δ dвнутp-Δ dнap, то ребра 4 будут находиться в зацеплении с канавками 3, что обеспечит жесткое соединение наружного 2 и внутреннего 1 слоев. Это увеличивает прочность и эксплуатационную надежность трубы при изменениях температуры перекачиваемой среды. Выполнение канавок 3 по спирали обеспечивает сцепление ребер 4 с канавками 3 на всей длине трубы. Выполнение канавок 3 по спиралям с противоположным направлением обеспечивает сцепление на всей длине трубы и исключает проворачивание наружной и внутренней частей трубы друг относительно друга, что повышает прочность и эксплуатационную надежность трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| БИПЛАСТМАССОВАЯ ТРУБА | 2002 |
|
RU2248493C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПЛАСТМАССОВЫХ ТРУБ | 2004 |
|
RU2271930C2 |
| БИПЛАСТМАССОВАЯ ТРУБА | 2004 |
|
RU2269713C2 |
| БИПЛАСТМАССОВАЯ ТРУБА | 2003 |
|
RU2269712C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2260734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ПЛАСТМАССОВОЙ | 2004 |
|
RU2272213C2 |
| БИПЛАСТМАССОВАЯ ТРУБА | 2004 |
|
RU2263243C1 |
| ТЕПЛООБМЕННАЯ ТРУБА | 2002 |
|
RU2231007C2 |
| Способ изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1659217A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПЛАСТМАССОВЫХ ТРУБ | 1965 |
|
SU216241A1 |
Изобретение относится к трубам из пластических масс. Техническим результатом изобретения является повышение прочности и эксплуатационной надежности. В бипластмассовой трубе, содержащей внутренний слой из термопласта, наружный слой из стеклопластика и канавки, выполненные на наружной поверхности внутреннего слоя, глубина канавок h определяется по формуле h>Δα·Δt·dвнутр, где Δα - разница коэффициентов линейного теплового расширения материалов внутреннего и наружного слоев; Δt - разница максимальной и минимальной температур перекачиваемой среды; dвнутр - наружный диаметр внутреннего слоя. 2 з.п. ф-лы, 3 ил.
h>Δα·Δt·dвнутр,
где Δα - разница коэффициентов линейного теплового расширения материалов внутреннего и наружного слоев;
Δt - разница максимальной и минимальной температур перекачиваемой среды;
dвнутр - наружный диаметр внутреннего слоя.
| КОМПОЗИЦИОННАЯ ПЛАСТИКОВАЯ ТРУБА | 1990 |
|
RU2046242C1 |
| ТРУБА | 1995 |
|
RU2095676C1 |
| Газовая задвижка | 1930 |
|
SU23943A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ТРУБ | 1996 |
|
RU2100201C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МУЧНОГО КОНДИТЕРСКОГО ИЗДЕЛИЯ | 2007 |
|
RU2342837C1 |

