Изобретение относится к станкостроению, а именно к полуавтоматичес ким торцешлифовальным станкам, напри мер для шлифовки В1 утреннего торца зубчатых колес. Известен торцешлифовальный станок выключающий станину, на которой установлены патрон дпя зажима детали . и устройство для осуществления подач шлифовального круга в зону резания, выполненное в виде стола для быстрого подвода шлифовальной бабки с меха низмом подачи и приспособлением для правки круга и дополнительного стола смонтированного на первом, для осуществления рабочей подачи шлифовальной головки ГЗ Однако наличие дополнительного сто ла усложняет кинематику указанной конструкции станка, так как для его перемещения необходи««ы направляюсцие, которые снижают точность перемещения шлифовальной головки а, следовательно, и точность обрабатываемых изделий. Наиболее близким к предлагаемому является станок, Содержащий станину, шлифовальную бабку, установленную на подвк ; ых салазках, механизм подачи шлифовальной бабки, смонтированный на сгзлазках, содержащий зубчатые передачи и винтовую пару, вилт которой взаимодействует с жестким упором, установленным на станине станка. Приспособление дпя правки на таких стайках устанавливается либо на подвижном столе для изделия, либо на шлифовальной бабке 2 , Однако известная конструкция характеризуется недостаточнойточностью при правке круга с правильного приспособления, установленного на шлифовальной бабке. При правке со стола точность достаточная, но требует много времени, и процесс правки по времени не может быть совмещен с загрузкой и выгрузкой детали.
Цель изобретения - повьшение точости станка.
Для этого приспособле ше для прави круга смонтировано с возможностью севого перемещения на винте подачи.
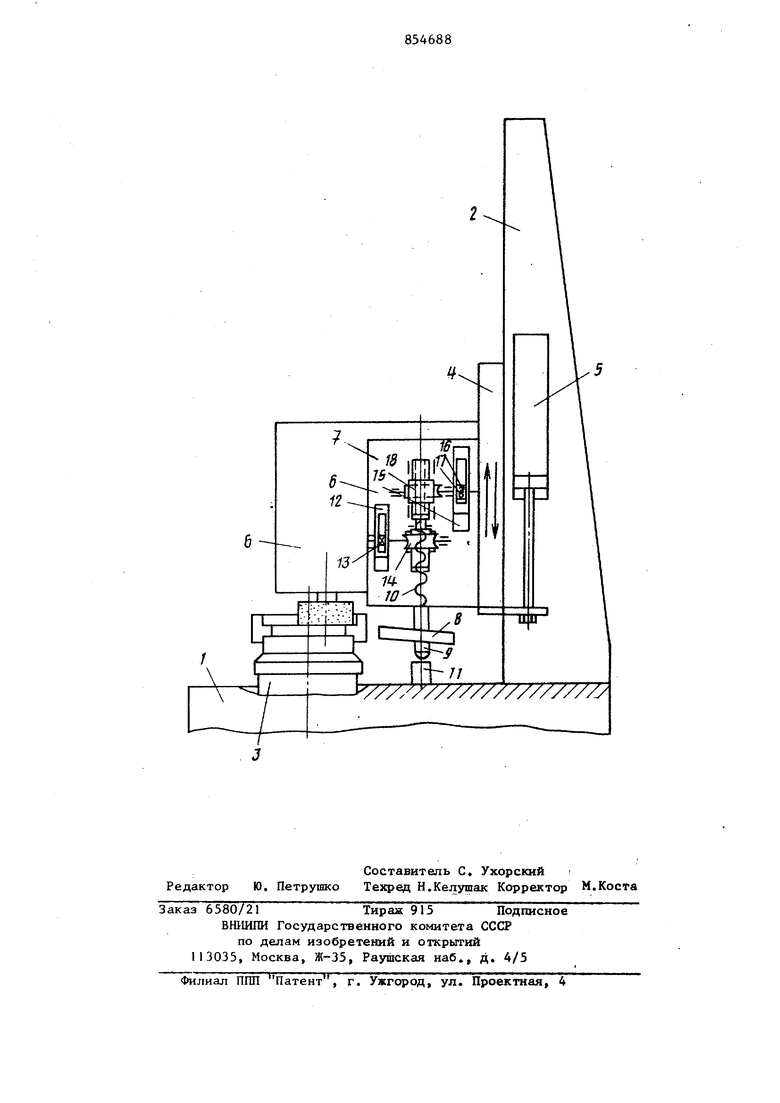
На чертеже схематически изображена онструкция станка.
Станок содержит станину 1 со стойкой 2 и патрон 3 для зажима обрабатыаемой детали. На стойке 2 смонтирован стол 4, имеющий возможность вертикального возвратно-поступательного перемещения посредством гидроцилинда 5, На столе 4 жестко установлены шлифовальная бабка 6 с механизмом 7 подачи. Приспособление 8 для правки установлено на пиноли 9, жестко связанной в осевом направлении с винтом 10 механизма подачи. На ста1шне 1 также неподвижно установлен упор 11 ля взаимодействия с пинолью 9. Обрабатываемую деталь закрепляют в патроне 3. Для осуществления рабочей подачи в механизме 7 подачи имеется гидроцилиндр 12 подачи, который кинематически связан через реечную пару 13 и червячную пару 14 с винтом 10. Для осуществления компенсации износа шлифовального круга в механизме подачи установлен гидроцилиндр 15 компенсации, который кинематически связан через реечную пару 16, обгонную муфту 17 и червячную пару 18 с винтом 10.
Станок работает следующим образом.
Быстрый подвод стола 4 с шлифовальной бабкой 6 и механизмом 7 подачи осуществляется от гидроцилиндра 5.
8конце быстрого подвода через путевой выключатель дается команда на торможение гидроцилиндра 5 перед жестким упором 11 механизма 7 подачи, и включается вращение шлифовального круга (привод на чертеже не показан), После торможения на замедленном ходе :гмноль
9механизма 7 подачи находит на жесткий упор 11, происходит выдержка на указанном упоре 11 по реле времени, которое дает команду на включение гидроцилиндра 12 механизма подачи. Через реечную пару 13 и червячную пару 14 движение поступает на винт 10. Продолжением винта является пиноль 9 механизма 7 подачи, а гайка выполнена заодно с червячным колесом. По мере того, как пиноль 9 убирается в механизм 7 подачи, осуществляется рабочая подача шлифовальной бабки 6. При достижении заданного размера шток гидроцилиндра 12 подачи останавливается и движение на винт 10 не передается, происходит обработка без подачи - выхаживание. Затем дается команда на отвод стола 4 в исходное положение и перемещение пиноли 9 в исходное положение на длину рабочей подачи. При этом даетсясигнал для работы гидроцилиндра 15 компенсации. Через реечную пару 16 и обгонную муфту 17 движение передается на червячную пару 18, которая перемещает пиноль 9 на величину износа шлифовального круга.
Использование данного станка позволяет повысить качество изделия, упростить кинематику конструкции, повысить его компактность и надежность в эксплуатации.
Формула
изобретения е
Торцешлифовальный станок, содержащий станину, на которой установлен с возможностью возвратно-поступательного перемещения стол, шлифовальную бабку, механизм подачи, смонтированный на шлифовальной бабке, выполненный в виде зубчатой передачи и винтовой пары, жесткий упор, закрепленный на станине и установленный с возможностью взаимодействия с винтом подачи, и приспособление для правки.
целью повышения точности станка, приспособление для правки смонтировано с возможностью осевого перемещения на винте подачи.
Источники информации, 5 принятые во внимание при экспертизе
1.ТорцешлифовальнЕда станок модели СШ112С5. Руководство по эксплуатации. Саратовский станкозавод, 1975.
2.Круглошлифовальный станок моде50ли ЗА12. Руководство. Всесоюзное экспортно-импортное объединение Станкоимпорт, М., 1960, с. 10, рис. 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный шлифовальный станок с числовым программным управлением | 1975 |
|
SU656813A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| Станок для шлифования выпуклой или вогнутой поверхности прокатных валков | 1973 |
|
SU479613A2 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Устройство для шлифования торцев пружин | 1983 |
|
SU1135613A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |