Изобретение относится к обработке металлов давлением, а именно к способам изготовления заготовок лопаток, например, компрессора ГТД, и может быть использовано в авиационной промышленности и энергомашиностроении.
Известен способ изготовления заготовки лопатки компрессора ГТД, включающий деформирование заготовки продольной прокаткой и ее формоизменение штамповкой на гидропрессах в изотермических условиях (см. В.В. Крымов, Ю.С. Елисеев, К.И. Зудин “Производство лопаток газотурбинных двигателей”, Москва, Машиностроение / Машиностроение-Полет, 2002 г., стр. 87).
Несмотря на то что данный способ позволяет максимально приблизить исходную форму заготовки к форме и размерам готовой детали, структура материала заготовки не оптимальна с точки зрения направленности рабочих напряжений в лопатке при работе двигателя, что отрицательно сказывается на эксплуатационных свойствах лопатки (прочности, жесткости, износостойкости) и, в конечном счете, на ресурсе двигателя. Этот способ трудоемок и требует применения дорогостоящих специальных профильных валков из-за сложной геометрической формы пера и хвостовика лопатки.
Задача изобретения - снижение трудоемкости изготовления при использовании универсального обрабатывающего оборудования, повышение надежности лопаток и повышение коэффициента использования материала.
Указанная задача решается тем, что в способе изготовления заготовки лопатки газотурбинного двигателя, включающем деформирование заготовки продольной прокаткой слитка и формообразование профиля, согласно изобретению слиток прокатывают на плиту толщиной, не меньшей заданной максимальной толщины хвостовика заготовки лопатки, и осуществляют поперечное разделение полученной плиты на полосы шириной, не меньшей заданной максимальной длины заготовки лопатки, а формообразование профиля заготовки осуществляют путем поперечной, относительно оси плиты, деформации полос на двутавровый профиль с толщиной перемычки, не меньшей заданной максимальной толщины пера заготовки лопатки, после чего производят поперечное разделение двутаврового профиля на фрагменты длиной, не меньшей максимальной заданной ширины хвостовика заготовки лопатки.
Для повышения точности заданных размеров заготовки поперечную деформацию полос можно осуществлять прокаткой.
Поперечную деформацию полос можно осуществлять волочением, что позволяет повысить точность заданных размеров заготовки.
На фиг.1 схематично изображен слиток;
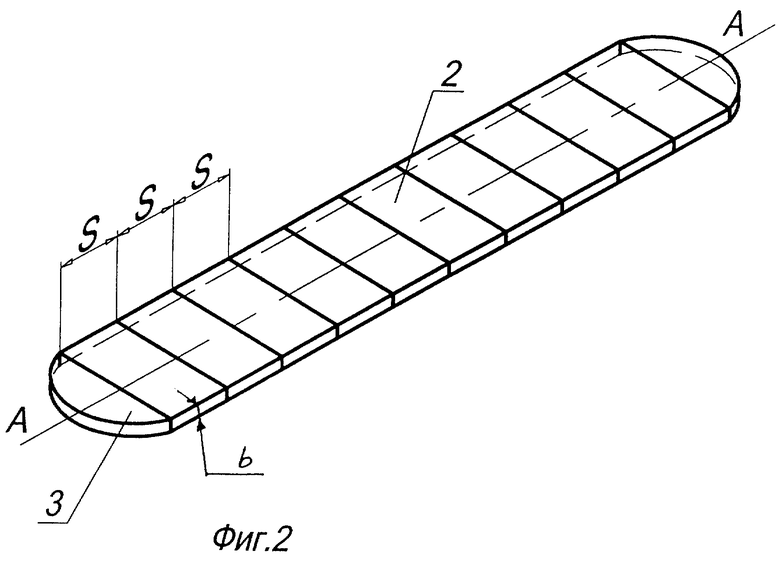
на фиг.2 - плита, полученная продольной прокаткой слитка;
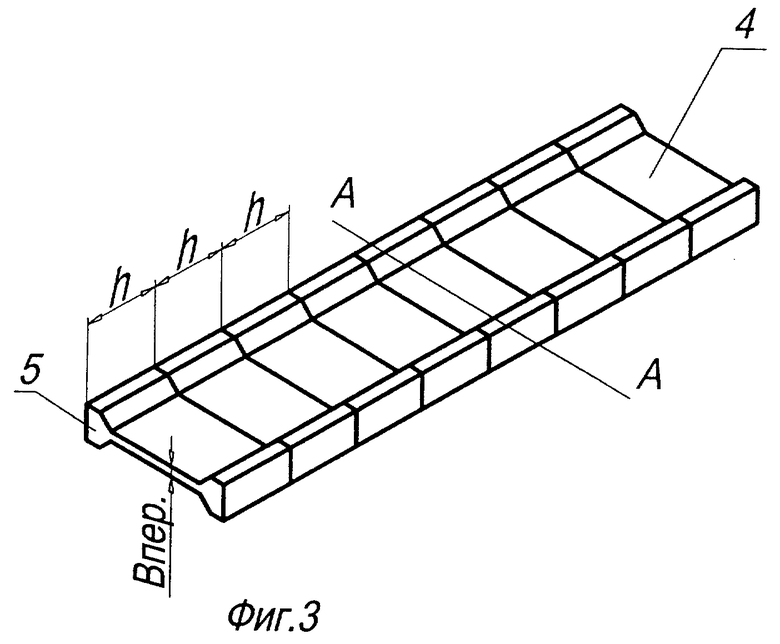
на фиг.3 - двутавровый профиль.
Обозначения на чертежах.
Слиток 1, полосы 2, полученные поперечным разделением плиты 3, двутавровый профиль 4 с перемычкой 5.
Реализация способа рассмотрена на примере изготовления заготовки лопатки компрессора газотурбинного двигателя (ГТД) из никелевого сплава ЭД 718 ИД.
Способ реализуется следующим образом.
Слиток диаметром 500 мм и длиной 1000 мм нагревают в газовой печи до ковочной температуры 1150°С и проковывают на прессе в плоских бойках на плиту (сляб) с размерами 100×1000×1500 мм. После чего осуществляют обдирку и зачистку поверхности слитка (сляба). Данные операции относятся к подготовительным операциям, которые могут быть отличными от перечисленных выше.
Затем, после повторного нагрева слитка (сляба) в газовой печи до температуры 1150°С, осуществляют деформирование заготовки продольной прокаткой слитка 1 с размерами 100×1000×1500 мм на прокатном стане дуо усилием 450 тс на плиту (лист) толщиной b, равной заданной максимальной толщине хвостовика заготовки лопатки, а именно толщиной 15 мм, также шириной 1000 мм и длиной 10000 мм. После обрезки “языков” осуществляют поперечное разделение полученной плиты (листа) путем резки при помощи лазера на полосы 2 шириной S, равной заданной длине заготовки лопатки. Затем полосы нагревают до 1100°С, после чего осуществляют формообразование двутаврового профиля 4 заготовки путем поперечной, относительно оси А-А слитка 1, деформации полос 2 прокаткой, при этом толщина Впер перемычки 5 профиля равна заданной максимальной толщине пера заготовки лопатки, а именно: толщина перемычки 3 мм; при этом длина двутаврового профиля 3000 мм, высота и ширина каждой полки 5-15 и 30 мм соответственно. Полученный двутавровый профиль 4 подвергается горячей правке растяжением на растяжной машине. После чего производят поперечное разделение двутаврового профиля при помощи лазера на фрагменты (единичные, мерные заготовки) длиной h, равной заданной ширине хвостовика заготовки лопатки, в конкретном случае длиной 50 мм, получая из одной заготовки две штамповки.
После нагрева в электрической печи до температуры 1050°С проводят штамповку заготовки на кривошипном горячештамповочном прессе (КГШП) на окончательные размеры за один переход.
По предлагаемому способу при средней, обычно применяемой, толщине слитка (сляба) 250 мм и толщине хвостовиков лопаток ГТД 10-70 мм суммарная степень обжатия по толщине составит более 70%, поэтому полосчатая, деформированная направленная структура будет сформирована после продольной прокатки. Оси дендритов слитка 1-го порядка (наиболее прочные) будут в плите направлены в продольном направлении и, соответственно, вдоль пера (по длине) лопатки, т.е. формируется направленная деформационная структура, оптимальная с точки зрения рабочих напряжений в лопатке при работе ГТД.
Последующее поперечное деформирование (прокатка или волочение) является в данном случае уже только формообразующей операцией, при которой достигается максимальная точность двутаврового профиля.
При разрезке профиля после поперечной прокатки, в случае его использования для роторных лопаток, предусматривается штамповка двух лопаток из одной заготовки. При этом увеличивается стойкость штампов и производительность штамповки.
В примере конкретной реализации толщина b плиты равна заданной максимальной толщине хвостовика заготовки лопатки, ширина S полосы равна заданной длине заготовки лопатки, толщина Впер. перемычки 5 равна заданной максимальной толщине пера заготовки лопатки, длина h фрагментов двутаврового профиля равна заданной ширине хвостовика заготовки лопатки, т.е. размеры указанных элементов входят в диапазон, указанный в формуле изобретения. Такое выполнение позволяет рационально использовать металл, максимально приблизив исходную форму заготовки к форме и размерам готовой лопатки, оптимизировать структуру материала лопатки. Признак формулы изобретения “не меньшей” включает в себя регламентированные допуски на размеры и припуски на обработку, т.е. верхняя граница признака “не меньшей” ограничена регламентируемыми в зависимости от класса точности изготовления требованиями.
Указанные обозначения - ширина хвостовика, максимальная толщина хвостовика, высота лопатки и т.д. выбраны с учетом их определения, указанного в книге см. В.В. Крымов, Ю.С. Елисеев, К.И. Зудин “Производство лопаток газотурбинных двигателей”, Москва, Машиностроение / Машиностроение-Полет, 2002 г., стр.12-19.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЛОПАТКИ | 2003 |
|
RU2254200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЗАГОТОВОК ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2467824C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2524023C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНЫХ ЗАГОТОВОК | 2008 |
|
RU2381083C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДНЫХ ПУСТОТЕЛЫХ ЛОПАТОК ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2463125C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2524452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ОСЕВЫХ ЛОПАТОЧНЫХ МАШИН (ВАРИАНТЫ) | 2007 |
|
RU2354524C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2551333C1 |
| Способ изготовления лап культиваторов | 1985 |
|
SU1296272A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в авиационной промышленности и энергомашиностроении при изготовлении заготовок лопаток, например, компрессоров газотурбинных двигателей. Для этого слиток деформируют продольной прокаткой с получением плиты толщиной, не меньшей заданной максимальной толщины хвостовика заготовки лопатки. Полученную плиту подвергают поперечному разделению на полосы шириной, не меньшей заданной максимальной длины заготовки лопатки. Производят поперечное относительно оси плиты деформирование полос с получением двутаврового профиля, толщина перемычки этого профиля не меньше заданной максимальной толщины пера заготовки лопатки. Затем осуществляют поперечное разделение двутаврового профиля на фрагменты длиной, не меньшей заданной максимальной ширины хвостовика заготовки лопатки. Поперечное деформирование полос производят прокаткой или волочением. В результате обеспечивается снижение трудоемкости изготовления при использовании универсального обрабатывающего оборудования, повышение надежности лопаток и коэффициента использования материала. 2 з.п. ф-лы, 3 ил.
| КРЫМОВ В.В., ЕЛИСЕЕВ Ю.С., ЗУДИН К.И | |||
| Производство лопаток газотурбинных двигателей | |||
| - М.: Машиностроение / Машиностроение-Полет, 2002, с.87 | |||
| Способ изготовления турбинных и компрессорных лопаток | 1984 |
|
SU1181772A1 |
| Способ многоштучной штамповки лопаток | 1981 |
|
SU994101A1 |
| US 3660882 А, 09.05.1972 | |||
| СПОСОБ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ СИСТЕМ БЕСПЕРЕБОЙНОГО ЭЛЕКТРОПИТАНИЯ | 2011 |
|
RU2468425C1 |

