Изобретение относится к литейному производству, в частности к литью в металлические формы.
Цель изобретения - расширение технологических возможностей и улучшение условий обслуживания кокиля.
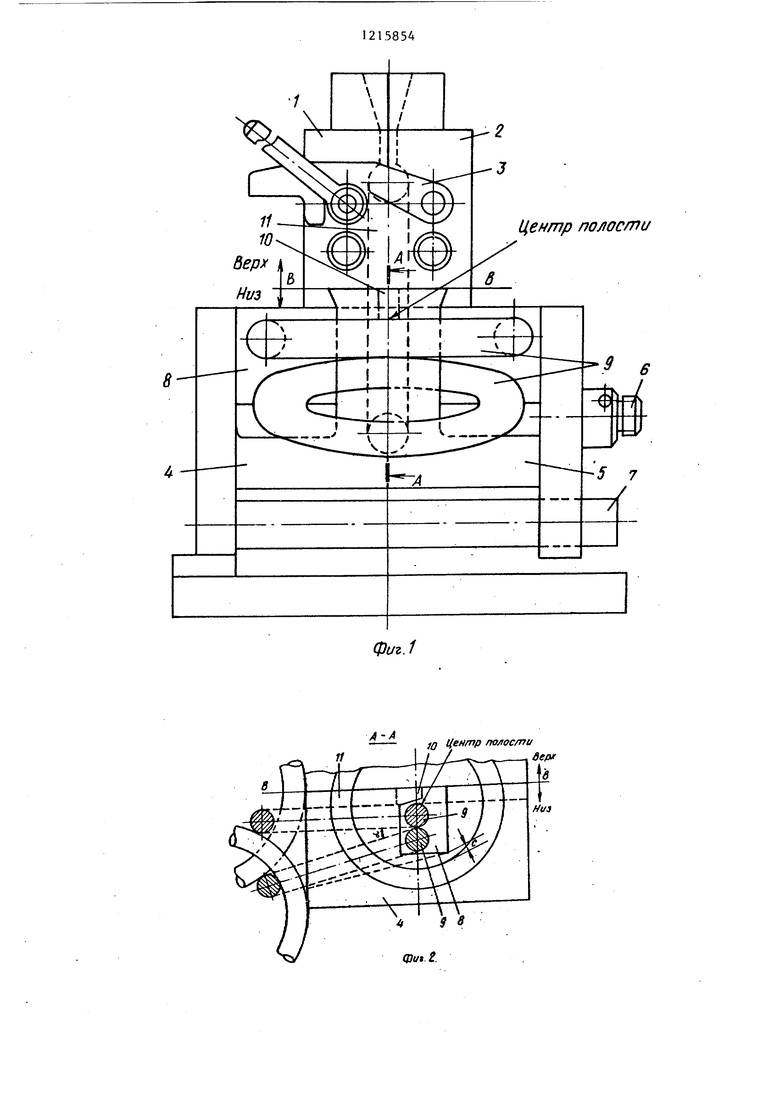
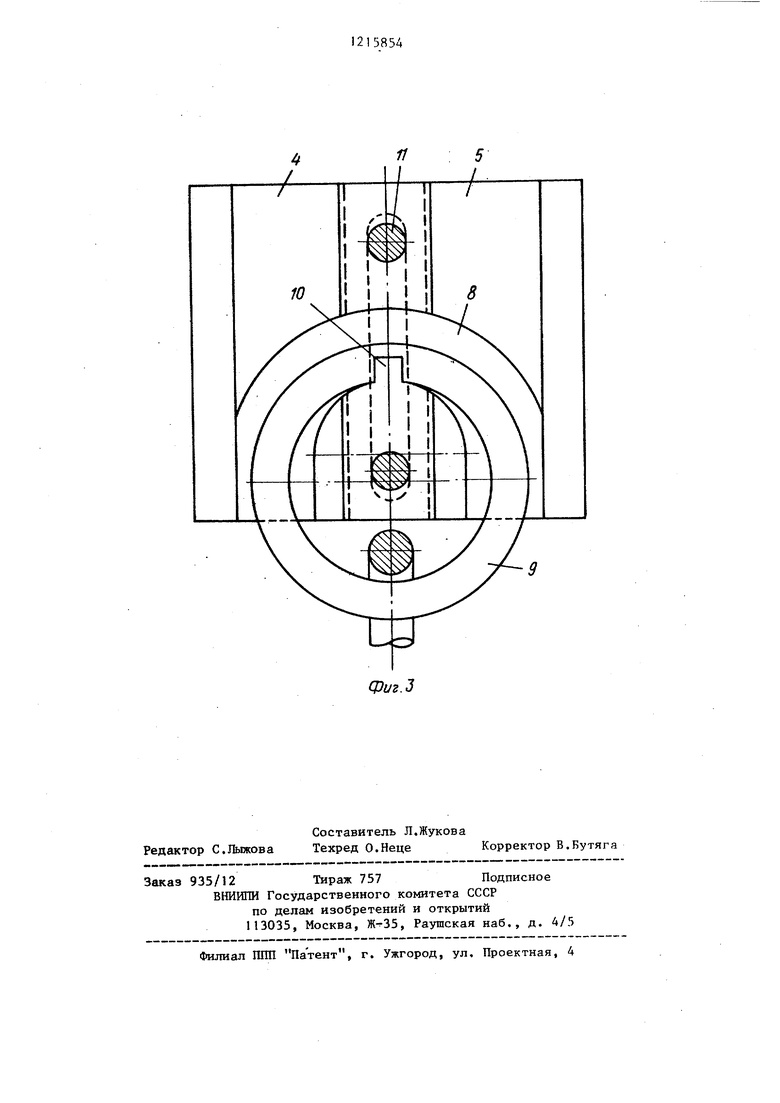
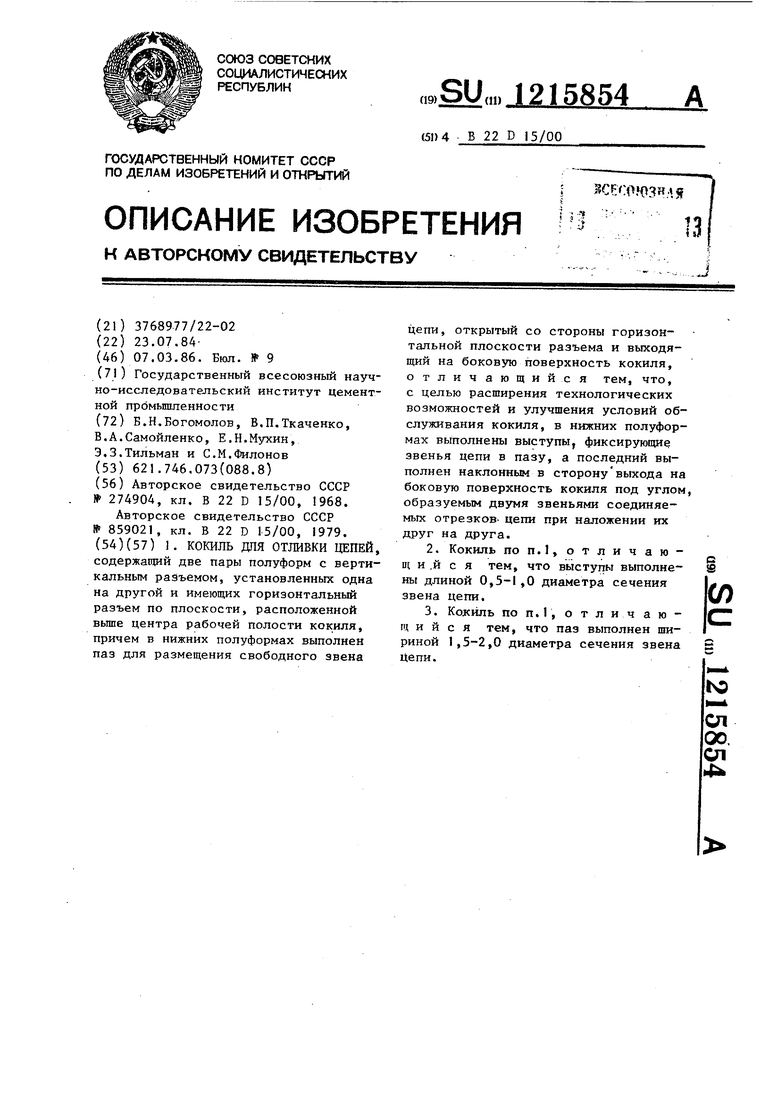
На фиг.1 изображен кокиль для отливки цепей; на фиг.2 - разрез А-А на фиг,1} на фиг 3 - кокиль, вид сверху при снятых верхних полуформах
Кокиль состоит из двух верхних полуформ 1 и 2 и двух нижних полуформ
4и 5, Верхйие полуформы имеют книжный разъем и скрепляются эксцентри- ковым замком 3. Нижние полуформы имеют вертикальный разъем. При помощи винтового зажима 6 нижняя полуформа
5перемещается по направляющим 7. Верхние и нижние полуформы по горизонтальной плоскости разъема В-В со- единяются между собой в форме ласточкина хвоста.
В нижних полуформах вьтолнен паз 8, наклонный в сторону выхода на боковую поверхность кокиля. Паз пред- назначен для размещения звеньев 9 соединяемых отрезков цепи. Наклон,паза выбран равным углусХ, образующемуся при наложении крайнитс звеньев соединяемых цепей друг на друга. Для фиксирова- ния звеньев цепи в пазу в нижних полуформах выполнены выступы 10. Длина выступов равна 0,5-1,0 диаметра сечения звена цепи, а ширина паза равна 1,5-2,0 диаметра сечения звена цепи. Эти соотношения выбраны из условий надежной фиксации вложенных в кокиль двух звеньев цепи, обеспечения их свободного прохода в зазор между торцом выступа 10 и стенкой паза В, а также сохранения технологического размера С, препятствующего прорыву жидкого металла из полости кокиля 11 при заливке.
Кокиль работает следуюш 1М образом
После заливки собранного и окрашенного кокиля жидким металлом дается выдержка до полной кристаллизации После открытия замка 3 разводятся верхние полуформы 1 и 2. Винтовым зажимом 6 отводится нижняя полуформа 5 и из кокиля извлекается отлитое звено. Затем снова винтовым зажимом 6 смыкаются нижние полуформы 4 и 5, отлитое звено вкладывается в паз 8 полуформ 4 и 5, и закрываются верхние полуформы 1 и 2. Производится заливка кокиля и вьщержка до затвердевания отливки. Далее разводятся полуформы 1 и.2, из паза В извлекается вложенное звено, и производится раскрытие нижних полуформ 4 и 5.
После извлечения из кокиля отлитого звена цикл повторяется до получения отрезков цепей требуемой длины. После того, как заготовленные отрезки цепей охладятся, производится их соединение до необходимой длины цепи Для этого крайние звенья 9 двух отрезков цепей вкладываются в паз 8 кокиля. Кокиль вновь собирается и производится соединение двух отрезков цепей. Вложенные в паз звенья 9 удерживаются от выпадания выступами 10.
Использование изобретения позро- лит расширить технологические возможности и улучшить условия обслуживания кокиля вследствие изготовления за один прием только небольших участ ков цепи и последующего их соединения. Становится возможным использование цепей, в которых произведена замена дефектных звеньев.
Упрощается обслуживание кокиля, так как выступы обеспечивают надежную фиксацию вложенных звеньев при гвьтолнении операций по закрытию верхних полуформ.
Центр полости
фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокиль для отливки цепей | 1979 |
|
SU859021A1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ В ПЕСЧАНЫХ ФОРМАХ | 1998 |
|
RU2123903C1 |
| Кокильная установка | 1983 |
|
SU1125098A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Кокиль | 1979 |
|
SU801979A1 |
| Кокиль для отливки колец с двухсторонней наружной и внутренней конусностью | 1982 |
|
SU1036442A1 |
| Установка для литья под низким давлением | 1990 |
|
SU1792798A1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2270073C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
11
А-А
ff} Центр полос/пи
(Put. t
фиг.З
| Кокиль для линии непрерывной отливки якорных цепей | 1968 |
|
SU274904A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Кокиль для отливки цепей | 1979 |
|
SU859021A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
