Изобретение относится к области машиностроения, а именно к контактной сварке, и может быть использовано для получения неразъемных соединений разнотолщинных деталей из сталей и сплавов.
Известен способ контактной точечной сварки разнотолщинных деталей (см. "Технология и оборудование контактной сварки" Под ред. Б.Д.Орлова - М., Машиностроение, стр.163, рис.б), при котором для формирования зоны прохождения сварочного тока между деталями разной толщины помещают шарик или шайбу из материала, близкого к материалу свариваемых деталей. Способ не обеспечивает хорошего качества сварки, так как сложно точно расположить и зафиксировать шарик или шайбу в нужном месте. Известен электрод по а.с. СССР №1660902 кл. В 23 К 11/30, 1991, Б.И. №25, состоящий из основания и вставки из износостойкого материала, причем рабочая поверхность основания и вставки выполнены заподлицо.
Согласно этому источнику недостатком известного электрода является необходимость подбора типоразмера электрода в зависимости от размера шарика или шайбы.
Наиболее близким к предлагаемому способу является способ контактной точечной сварки разнотолщинных деталей с помощью предварительно изготовленного на тонкой детали рельефа, который позволяет сформировать зону прохождения сварочного тока, то есть резко увеличить плотность тока в контакте "деталь-деталь" за счет малой площади касания рельефа (см. "Технология и оборудование контактной сварки" Под ред. Б.Д.Орлова – М., Машиностроение, стр.163, рис.а) принят за прототип способа, и электрод (по а.с. СССР №1745463 кл. В 23 К 11/30, 1992, Б.И. №25) принят за прототип электрода, состоящего из основания с рабочей поверхностью, выполненной из материала с высокой электро- и теплопроводностью, и вставки, изготовленной из материала с высокой температуро- и износостойкостью, например вольфрама, причем соотношение диаметров вставки и основания лежит в пределах:
где dв - диаметр вставки;
dэ - диаметр рабочей поверхности основания электрода.
Рабочая поверхность вставки и основания электрода выполнены заподлицо. Способ и электрод обеспечивают достаточно высокое качество сварного соединения.
Недостатком способа является его сложность в связи с тем, что необходимо иметь большое количество оснастки для получения рельефа при большой номенклатуре свариваемых деталей.
Недостатком электрода является необходимость подбора вставки электрода под типоразмер рельефа.
Технический эффект, на достижение которого направлены изобретения, заключается в упрощении способа сварки при сохранении высокого качества сварного соединения и снижении трудоемкости изготовления рельефа и исключении большого количества оснастки для получения рельефа на тонкой детали.
Указанный технический эффект достигается тем, что в способе точечной контактной сварки разнотолщинных деталей, при котором между двумя электродами помещают свариваемые детали, сжимают их и пропускают сварочный ток, согласно изобретению перед сжатием свариваемых деталей в одном из электродов формируют термостойкую вставку, выступающую за поверхность основания электрода, после чего помещают свариваемые детали между электродами таким образом, чтобы электрод со вставкой оказался со стороны тонкой детали. Технический эффект обеспечивается также тем, что в электроде для контактной точечной сварки разнотолщинных деталей, включающем основание, выполненное из материала с высокой электро- и теплопроводностью, и вставки из материала с высокой температуро- и износостойкостью, согласно изобретению вставка выполнена выступающей над рабочей поверхностью основания, причем высота выступа определяется формулой
hв=δ т.д·k,
где δ т.д - толщина тонкой детали;
k - коэффициент, зависящий от свойств материала тонкой детали (твердость, температура плавления и т.д.), лежащий в пределах 0,3≤ k≤ 0,48, а отношение диаметров вставки и основания электрода изменяется в пределах:
где dв - диаметр вставки;
dэ - диаметр основания электрода.
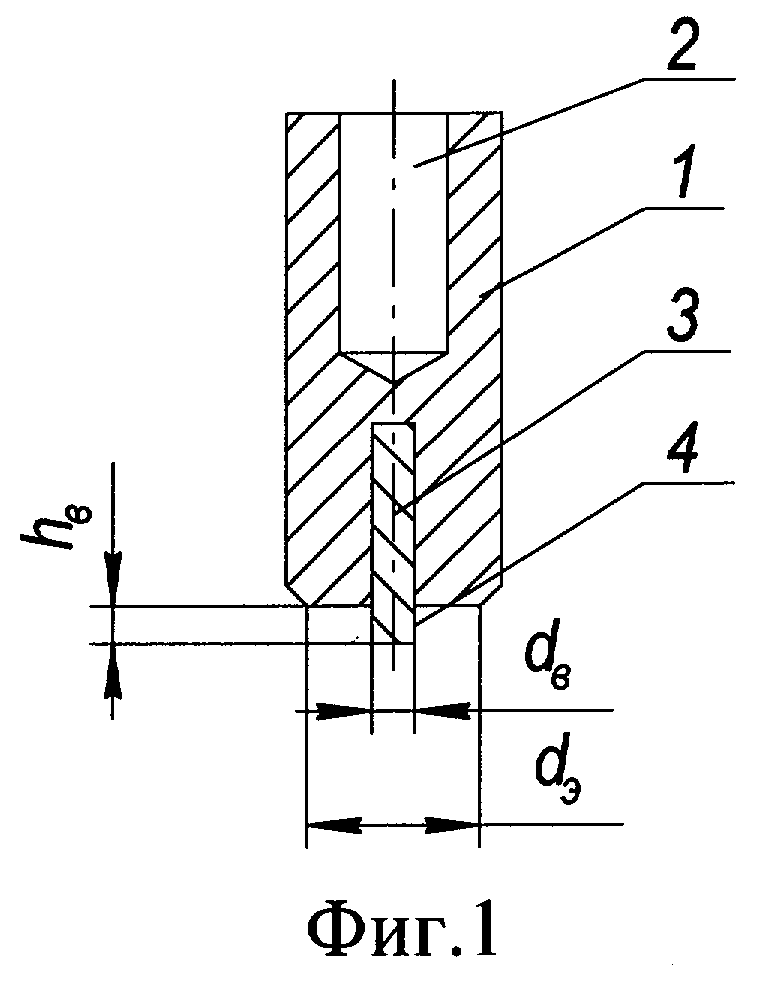
На фиг.1 представлен электрод для контактной точечной сварки, продольный разрез.
На фиг.2 показано исходное положение деталей и электродов перед сваркой.
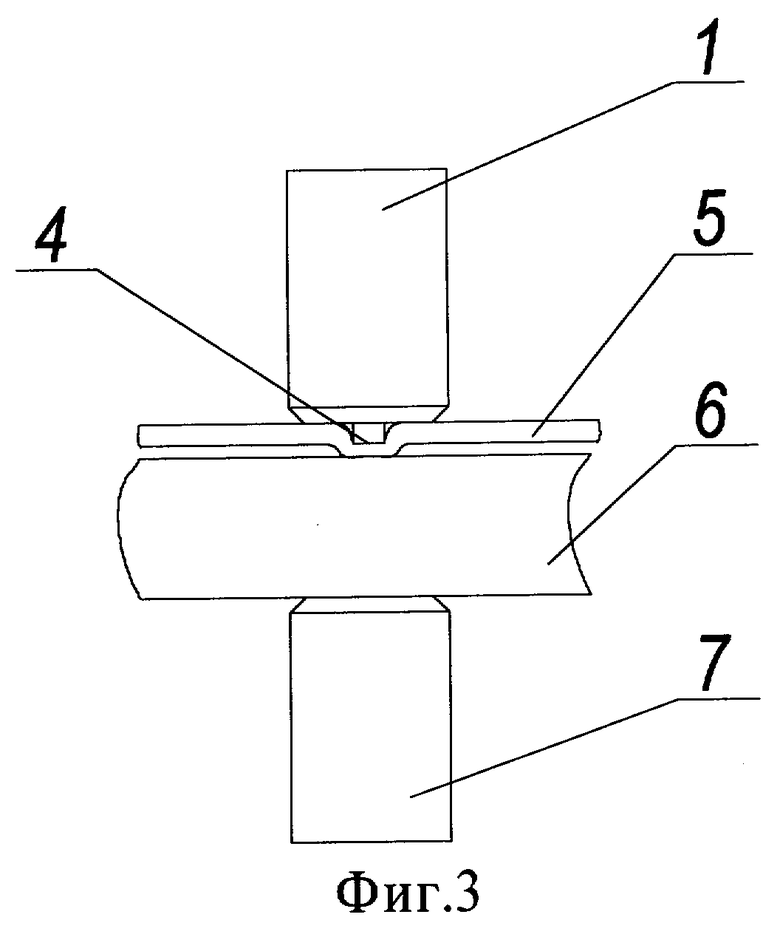
На фиг.3 показано положение, при котором в результате нагрева произошла деформация тонкой детали, т.е. образование рельефа.
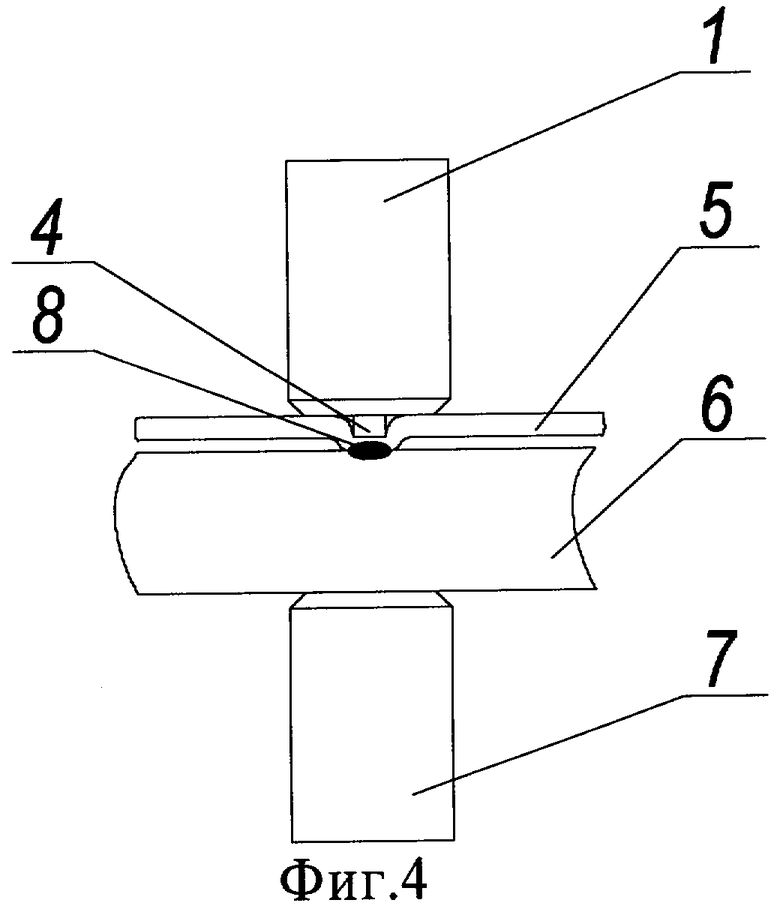
На фиг.4 показано положение, при котором образовалось сварное соединение.
Способ осуществляется следующим образом.
Предварительно в электроде для контактной точечной сварки 1, содержащем охлаждающий канал 2, формируют выступающую термоизносостойкую вставку 3, а именно по известной методике в теле электрода высверливают канал, в который помещают термоизносостойкий материал, например стержень вольфрама, после чего происходит соединение вставки 3 с телом электрода 1 с помощью сварки взрывом. Причем выбирают заведомо больший стержень, выступающий за поверхность основания электрода 1. Затем свариваемые разнотолщинные детали 5 и 6 помещают между двумя электродами таким образом, чтобы со стороны тонкой детали 5 оказался электрод 1 с выступом 4 вставки 3.
После чего сжимают детали 5 и 6 посредством электродов 1 и 7. Используемые параметры сварки стандартны.
Проведенные испытания сварного соединения показали, что качество сварного шва соответствует требованиям ГОСТ 3242-79.
Для осуществления данного способа использован электрод 1 (фиг.1), включающий охлаждающий канал 2, термоизносостойкую вставку 3 с выступом 4. Термоизносостойкая вставка 3 изготавливается, как правило, из вольфрамового стержня. Вставка выступает над основанием электрода на величину hв, определяемую из формулы
hв=δ т.д·k,
где δ т.д - толщина тонкой детали;
k - коэффициент, зависящий от свойств материала тонкой детали (твердость, температура плавления и т.д.), полученный экспериментально и лежащий в пределах 0,3≤ k≤ 0,48.
При значении коэффициента k менее 0,3 недостаточно четко формируется зона деформации (рельеф) на тонкой детали, а при значениях k более 0,48 уменьшается прочность сварного соединения из-за большой деформации тонкой детали.
Соотношение диаметров основания электрода и вставки лежит в пределах 
где dв - диаметр вставки;
dэ - диаметр основания электрода.
При выборе отношения dв/dэ менее 0,4 будет недостаточна прочность выступа, при соотношении dв/dэ более 0,6 будут значительные потери тепла на электроде, в результате чего возможны образования дефектов в сварном ядре.
Электрод для контактной точечной сварки работает следующим образом. На фиг.2 показано исходное состояние перед сваркой. Электрод 1 располагается со стороны тонкой детали 5, а со стороны толстой детали размещен электрод 7.
Предварительно производят сжатие разнотолщинных деталей 5 и 6 электродами 1 и 7. Включают сварочный ток. В зоне контакта выступа 4 электрода 1 в начале процесса сварки происходит максимальная концентрация теплоты. Так как температуростойкость выступа 4 электрода 1 значительно превышает температуростойкость свариваемых деталей, происходит деформация тонкой детали 5 на высоту выступа 4. Электрод 1 вступает в контакт с деталью 5 всей своей рабочей поверхностью, то есть поверхностью вставки и поверхностью основания. Сварочный ток достигает своего максимального значения. За счет деформации тонкой детали 5 резко сокращается площадь касания тонкой 5 и толстой 6 деталей. Плотность сварочного тока в зоне деформации резко увеличивается, концентрация теплоты в этой зоне возрастает, происходит подплавление тонкой 5 и толстой 6 деталей с образованием сварного соединения 8.
Предлагаемый способ контактной точечной сварки разнотолщинных деталей и электрод для его осуществления позволяют существенно упростить способ, сократить время на подготовительные операции за счет исключения операции предварительного формирования рельефа на тонкой детали, исключения изготовления дополнительной оснастки, т.е. повысить производительность процесса сварки и снизить его трудоемкость при обеспечении высокого качества сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ | 2007 |
|
RU2351446C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2778711C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
| СПОСОБ ТОЧЕЧНОЙ ЭЛЕКТРОКОНТАКТНОЙ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2008 |
|
RU2374049C1 |
| Способ контактной точечной сварки разнотолщинных деталей | 1990 |
|
SU1722744A1 |
| Способ точечной и шовной контактной сварки | 1979 |
|
SU860967A1 |
| Способ односторонней индукционной точечной сварки разнотолщинных деталей и устройство для его осуществления | 2017 |
|
RU2669138C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2000 |
|
RU2183152C2 |
Изобретение относится к области машиностроения и может быть использовано для получения неразъемных деталей из сталей и сплавов. Используют электрод с термостойкой вставкой, выступающей за поверхность основания электрода. Высоту выступа выбирают в зависимости от толщины и свойств материала тонкой детали. Свариваемые детали размещают между электродами таким образом, чтобы электрод со вставкой оказался со стороны тонкой детали. В процессе сварки деформируют тонкую деталь на высоту выступа вставки с образованием рельефа и получением сварного соединения в зоне деформации. В начале процесса сварки происходит деформация тонкой детали, резко сокращается площадь касания между тонкой и толстой деталями, увеличивается плотность сварочного тока. Концентрация теплоты в зоне касания возрастает до плавления и образования сварного соединения. Изобретение обеспечивает упрощение способа сварки, повышение производительности и снижение трудоемкости. 2 н.п. ф-лы, 4 ил.
hв=δ т.д.·k,
где δ т.д. - толщина тонкой детали;
k - коэффициент, зависящий от свойств материала тонкой детали (твердость, температура плавления и т.д.), лежащий в пределах 0,3≤ k≤ 0,48,
а отношение диаметров вставки и основания электрода изменяется в пределах
где dв - диаметр вставки;
dэ - диаметр основания электрода.
| Технология и оборудование контактной сварки./Под ред | |||
| Б.Д | |||
| ОРЛОВА | |||
| М.: Машиностроение, 1975, с.163, рис.5.16-а | |||
| Электрод для контактной точечной сварки | 1990 |
|
SU1745463A1 |
| ЭЛЕКТРОД ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1971 |
|
SU422556A1 |
| Способ контактной рельефной сварки стержня с плоской деталью | 1988 |
|
SU1655717A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2000 |
|
RU2183152C2 |

