Область техники, к которой относится изобретение
Изобретение относится к области сварки, в частности к способам контактной рельефной сварки, и может найти применение при соединении железнодорожных, трамвайных и других рельсов.
Уровень техники
Известен способ контактной рельефной сварки (Кочергин К.А. Контактная сварка. - Л.: Машиностроение. Ленингр. отделение. 1987. - 240 с.: ил.), заключающийся в последовательном нагреве рельефа и его деформации. Относительная кратковременность действия сварочного тока при рельефной сварке определяется более высокой концентрацией плотности тока в контакте, особенно в начальный период нагрева. Наиболее распространенной формой рельефа принят выступ, близкий к шаровому сегменту с размерами, показанными на Фиг. 1. В данном способе относительно геометрии выступа дана рекомендация о том, что - «…Какими бы ни были форма и размеры рельефов для сочетания плоских листов, рельеф должен сформировать сварную точку с расплавленным ядром диаметром dТ: именно по этому размеру и должны подбираться все режимные характеристики…». В частности, ток сварки должен выбираться исходя из того, что рельеф будет склонен не к плавлению, а к выплеску перегретого металла.
Недостатком способа применительно к контактной сварке являются:
1. Форма применяемого рельефа стремится к шаровому сегменту.
2. Способ сварки применяется для плоских листов и не подходит для сварки массивных деталей (конструкций), коими являются железнодорожные рельсы.
3. Для массивных тел толщина стремиться к бесконечности 8→∞. Исходя из линейной зависимости и диаметр выступа и его высота будут так же стремиться к бесконечности, что противоречит логике сварки.
Известен способ создания на поверхности регулярного микрорельефа (ГОСТ 24773). При этом, для уменьшения задиров и схватывания на поверхности создают элементы рельефа, которые могут иметь вид неровностей (выступов или впадин), например, четырехугольника, шестиугольника и другие. Числовые значения глубины регулярно расположенных неровностей h достигают значений в 1600 мкм (1,6 мм), шаг достигает значений 20 мм.
Недостатками способа применительно к контактной сварке являются:
- использование создания на поверхности регулярного микрорельефа для уменьшения трения и, например, схватывания (т.е. местного соединения двух твердых тел, происходящего вследствие действия молекулярных сил при трении по ГОСТ 27674, что аналогично сварке трением с давлением);
- числовые значения глубины регулярно расположенных неровностей более 1,6 мм не рассматриваются.
Известен способ рельефной сварки (Гиллевич В.А. Технология и оборудование рельефной сварки. Л., «Машиностроение» (Ленингр. отделение), 1976. - 152 с. с ил.), в котором говориться, что:
"… образование сварного соединения сопровождается значительной пластической деформацией свариваемого металла и формируется в твердой фазе. При сварке на одинаковых режимах смятие рельефов происходит тем медленней, чем больше их размеры. В то же время на процесс теплового расширения деталей размеры рельефов практически не влияют. Поэтому чем меньше размеры рельефа, тем меньше минимальный зазор между деталями и тем больше вероятность возникновения между ними касаний. Определяющей характеристикой рельефов с точки зрения устойчивости против случайных касаний является их объем vp. При сварке рельефов одинакового объема, но с разным соотношением высоты hp и диаметра основания dp минимальный зазор между деталями и частота их касаний одинаковы. Изменение в широких пределах отношения hp/dp не является существенным для протекания процесса сварки.
Таким образом, малые размеры рельефа, если они достаточны для предотвращения случайных касаний, не являются препятствием для роста размеров сварного соединения.
Смятие рельефа при сварке сопровождается образованием в зазоре между деталями пояска выдавленного металла диаметром dn. Чем больше размеры рельефов, тем больше диаметр пояска dп (фиг. 2). Увеличение диаметра пояска выше некоторого предела приводит к снижению плотности тока в контакте и к уменьшению размеров и прочности соединения. В этом случае для получения соединений с заданным диаметром литого ядра необходимо некоторое повышение силы сварочного тока.
При hp/dp=0,25 максимально допустимый диаметр рельефа, при котором не требуется повышение силы сварочного тока, определяется условием: dpmax≈0,85dя.
Таким образом, размеры неровностей рельефов при сварке могут изменяться в значительном диапазоне. Нижняя граница диапазона определяется недостаточной величиной минимального зазора между деталями h3min(h3min<h3доп, где h3 доп - минимально допустимый зазор для предотвращения случайных касаний), что приводит к нарушению процесса сварки из-за случайных касаний. Верхняя граница диапазона определяется образованием чрезмерно большого пояска, в результате чего для получения соединения с заданным dя, необходим повышенный сварочный ток. Изменение размеров рельефов в пределах указанного диапазона на размеры и прочность сварного соединения не влияет".
Недостатками способа применительно к контактной сварке являются:
1. При данном способе рельефной сварки рассматривается случай, когда сварное соединение формируется возле рельефа, площадь которого намного меньше общей площади сопрягаемых поверхностей детали. При этом, если реализуется контакт - касание поверхностей вне рельефа, то это приводит к нарушению процесса сварки.
2. Невозможность использования для сварки рельсов приведенных соотношений по выбору вида рельефа, так как:
2.1) определяющей характеристикой рельефов в данном способе является устойчивость против случайных касаний;
2.2) сварка должна быть осуществлена по всей площади контакта, то есть по всему сечению рельса.
Известен способ контактной рельефной сварки (SU 1622101), при котором на одной из свариваемых деталей создают по крайней мере один рельеф (фиг. 2), в качестве формы поперечного сечения рельефа выбирают выступ в виде разностороннего треугольника (2), свариваемые детали (1, 3) размещают в сварочной машине, при этом на деталях устанавливают электроды машины (4, 5), отличающийся тем, что, с целью повышения качества сварного соединения вследствие повышения прочности, угол между большей боковой стороной и основанием поперечного сечения рельефа выбирают в пределах 30°, а электроды устанавливают со стороны большей боковой стороны сечения.
Недостатками способа являются:
1. Сваривают детали простой формы в контакте.
2. Неравномерность нагрева поверхности контакта.
Раскрытие изобретения
Технический результат предлагаемого способа состоит в следующем:
1. Повышение равномерности разогрева поверхностей контакта со сложной формой и стабильности процесса сварки.
2. Числовые значения глубины регулярно расположенных неровностей (выступов и/или впадин) рельефа составляет 1,0÷7 мм.
3. Увеличение локальной плотности тока за счет его протекания контакта по выступам рельефа и снижение времени разогрева всей поверхностей контакта, что приводит к уменьшению размеров ЗТВ и увеличению прочности сварного соединения.
Технический результат достигается тем, что в способе контактной рельефной сварки рельсов, включающим механическую обработку свариваемых торцов рельсов, осуществляют нагрев и сварку оплавлением с давлением. При этом операцию механической обработки осуществляют в два этапа:
- на первом этапе - обеспечивают перпендикулярность торцов к осям рельсов;
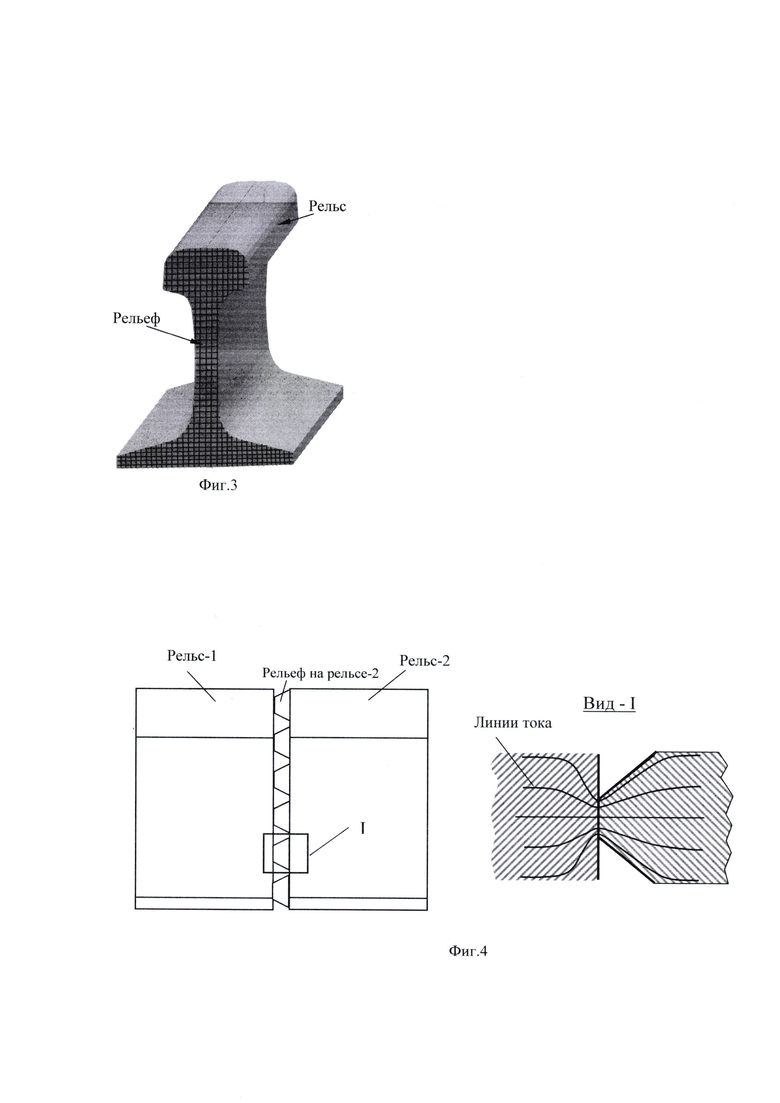
- на втором этапе - на одном или обоих торцах создают рельеф (Фиг. 3). Согласно заявленному способу выступы могут иметь форму с ячейками в виде прямоугольника, квадрата, и других фигур.
Согласно заявленному способу количество выступов выбирают из условия не менее трех в минимальном сечении шейки рельсов.
Краткое описание чертежей
На Фиг. 1 - изображен график зависимости размеров рельефа от толщины металла (предшествующий уровень техники);
На Фиг. 2 - изображена контактная рельефная сварка по способу (SU 1622101);
На Фиг. 3 - изображен рельеф на торце рельса согласно настоящему изобретению;
На Фиг. 4 - изображен первый этап рельефной контактной сварки с распределением линий тока согласно настоящему изобретению;
На Фиг. 5 - изображена схема рельефа на торце рельса перед контактной сваркой оплавлением со схемой расположения шага рельефа (Виды - I и N) согласно настоящему изобретению.
Осуществление изобретения
Вид рельефа может иметь геометрическую форму (Фиг. 4) и создан, например, путем прорезания канавок глубиной h=1,0÷7,0 мм с определенным шагом Δ. Отличительными особенностями торца свариваемого рельса с рельефом является:
1) равномерное расположение на выступах пятен локального контакта по сложному контуру рельсов, а, следовательно, и равномерному разогреву всей поверхности торца рельса;
2) уменьшение площади локального контакта и увеличение плотности тока (Фиг. 4), что приводит к увеличению мощности тепловыделения и снижению времени разогрева.
На торце одного из двух свариваемых рельсов типа Р65 механическим способом (фрезерование) создан рельеф в виде квадратных выступов путем прорезания впадин виде перпендикулярных линий с размером получаемых внутренних ячеек Ах × Ау=2,5×2,5 мм, глубина прорезаемых линий h=2,0 мм и ширина линий k=2,5 мм (Вид I на фиг. 5). В месте минимальной толщины рельса числи квадратных выступов равнялось трем, т.е. в минимальном сечении шейки рельсов b шага рельефа Δ≤b/3 или число квадратов более двух. После механической обработки торцов рельсов и создания рельефа осуществляли процесс контактной сварки оплавлением на установленных режимах трех образцов для каждого их двух вариантов:
1) контактная сварка рельсов методом пульсирующего оплавления без рельефа;
2) контактная сварка рельсов методом пульсирующего оплавления с созданием рельефа на одном из торцов свариваемых рельсов.
После сварки и остывания сваренных образцов были проведены измерения твердости по головке рельса и испытания на трехточечный изгиб образцов сварных соединений длиной 1200 мм. В результате сравнения двух вариантов сварки установлено: 1) на этапе нагрева образцов с рельефом повысилась стабильность процесса (т.е. уменьшилась осцилляция тока); 2) установлено уменьшение зоны термического влияния по замерам твердости на 15-20% и повышение механических свойств (разрушающая нагрузка повысилась на 10-12% и стрела прогиба 5-9%).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЛЬЕФНОЙ СВАРКИ РЕЛЬСОВ | 2022 |
|
RU2809616C1 |
| Способ стыковой сварки рельсов с рельефной вставкой | 2024 |
|
RU2836940C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ РЕЛЬСОВ | 2022 |
|
RU2777495C1 |
| СПОСОБ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2781344C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2004 |
|
RU2277461C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| Способ контактной стыковой сварки оплавлением | 1990 |
|
SU1787089A3 |
| Способ соединения деталей контактной рельефной сваркой | 1987 |
|
SU1761407A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |


Изобретение относится к области сварки и может найти применение при соединении контактной сваркой рельсов из углеродистых и легированных сталей. После механической обработки свариваемых торцов рельсов с обеспечением их перпендикулярности осям рельсов, на одном или на обоих свариваемых торцах формируют рельеф в виде равномерно расположенных выступов путем прорезания впадин глубиной от 1 до 7 мм. Затем осуществляют нагрев и сварку пульсирующим оплавлением. Выступы могут быть выполнены в форме прямоугольника или квадрата. Количество выступов на торце рельса выбирают из условия не менее трех в минимальном сечении шейки рельсов. Способ обеспечивает равномерность разогрева поверхностей контакта со сложной формой и стабильность процесса сварки. 2 з.п. ф-лы, 5 ил.
1. Способ контактной сварки рельсов, включающий механическую обработку свариваемых торцов рельсов с обеспечением их перпендикулярности осям рельсов, нагрев и сварку пульсирующим оплавлением, отличающийся тем, что после упомянутой механической обработки торцов рельсов на одном или обоих свариваемых торцах формируют рельеф в виде равномерно расположенных выступов путем прорезания впадин глубиной от 1 до 7 мм.
2. Способ по п. 1, отличающийся тем, что выступы имеют форму прямоугольника или квадрата.
3. Способ по п. 1, отличающийся тем, что количество выступов на торце рельса выбирают из условия не менее трех в минимальном сечении шейки рельсов.
| Способ контактной стыковой сварки рельсов | 2016 |
|
RU2641586C1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1622101A1 |
| Способ рельсной контактной сварки | 1943 |
|
SU65028A1 |
| СТАБИЛИЗИРОВАННЫЕ КОМПОЗИЦИИ НА ОСНОВЕ ТЕРМОЭЛАСТОПЛАСТА ДИНАМИЧЕСКОЙ ВУЛКАНИЗАЦИИ ДЛЯ ИСПОЛЬЗОВАНИЯ В БАРЬЕРНЫХ ИЗДЕЛИЯХ ДЛЯ ТЕКУЧИХ СРЕД | 2008 |
|
RU2495064C2 |
| ГИЛЛЕВИЧ В.А | |||
| Технология и оборудование рельефной сварки, Л., Машиностроение, 1976, с | |||
| Способ образования азокрасителей на волокнах | 1918 |
|
SU152A1 |

