Изобретение относится к контактной сварке, в частности к способу контактной рельефной свэрки стержня с плоской деталью.
Цель изобретения - повышение экономичности способа контактной рельефной сварки стержня с плоской деталью вследствие исключения операции выполнения рельефэ в детали при сохранении уровня механических свойств сварного соединения вследствие выравнивания температуры на свариваемых поверхностях стержня и детали.
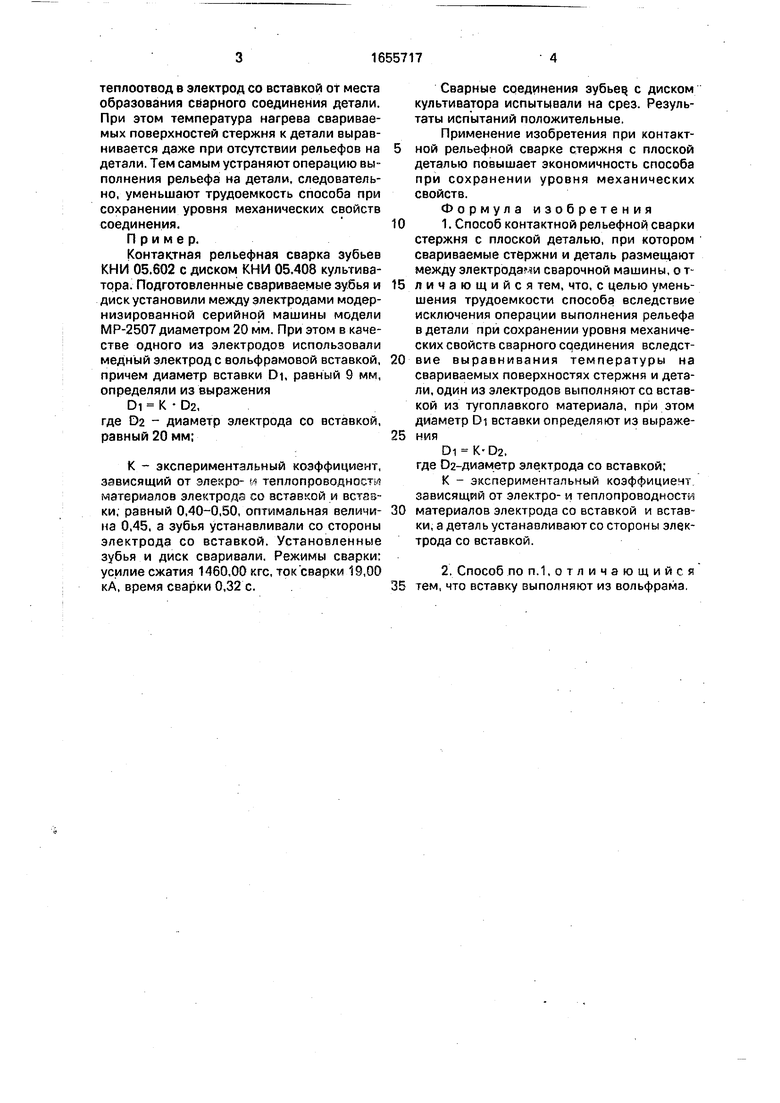
На чертехе показаны свариваемые стержень и плоская деталь перед контактной рельефной сваркой.
Свариваемые поверхности стержня 1 и плоской детали 2 подготавливают. Подготовленные свариваемые стержень 1 и деталь 2 устанавливают между электродамиЗи4 машины для контактной рельефной сварки. При этом в качестве одного из электродов 3 и 4 используют электрод 3 со вставкой 5 из тугоплавкого металла,в част ности из вольфрама, причем диаметр DI вставки 5 определяют из выражения
D К - D2, где D2 - диаметр электрода 3;
К - экспериментальный коэффициент, зависящий от электро- и теплопроводности материалов электрода 3 и вставки 5. а деталь 2 устанавливают со стороны электрода 3. Установленные стержень 1 и деталь 2 сваривают.
При использовании изобретения в про- цессе контактной рельефной сварки стерж- нл с плоской деталью увеличивается путь прохождения тока сварки и уменьшается
О
ел °
XI
теплоотвод в электрод со вставкой от места образования сварного соединения детали. При этом температура нагрева свариваемых поверхностей стержня к детали выравнивается даже при отсутствии рельефов на детали. Тем самым устраняют операцию выполнения рельефа на детали, следовательно, уменьшают трудоемкость способа при сохранении уровня механических свойств соединения.
Пример.
Контактная рельефная сварка зубьев КНИ 05.602 с диском КНИ 05,408 культиватора. Подготовленные свариваемые зубья и диск установили между электродами модернизированной серийной машины модели МР-2507 диаметром 20 мм. При этом в качестве одного из электродов использовали медный электрод с вольфрамовой вставкой, причем диаметр вставки DI, равный 9 мм, определяли из выражения
DI К D2,
где D2 - диаметр электрода со вставкой, равный 20 мм;
К - экспериментальный коэффициент, зависящий от элехро- и теплопроводности материалов электрода со вставкой и вставки, равный 0,40-0,50, оптимальная величина 0.45. а зубья устанавливали со стороны электрода со вставкой. Установленные зубья и диск сваривали. Режимы сварки: усилие сжатия 1460,00 кгс, ток сварки 19,00 кА, время сварки 0,32 с.
Сварные соединения зубьев, с диском культиватора испытывали на срез. Результаты испытаний положительные.
Применение изобретения при контактной рельефной сварке стержня с плоской деталью повышает экономичность способа при сохранении уровня механических свойств.
Формула изобретения
1. Способ контактной рельефной сварки стержня с плоской деталью, при котором свариваемые стержни и деталь размещают между электродами сварочной машины, о т
личающийся тем, что, с целью уменьшения трудоемкости способа вследствие исключения операции выполнения рельефа в детали при сохранении уровня механических свойств сварного соединения вследствне выравнивания температуры на свариваемых поверхностях стержня и детали, один из электродов выполняют со вставкой из тугоплавкого материала, при этом диаметр DI вставки определяют из выражения
Di K-D2, где D2-диаметр электрода со вставкой;
К - экспериментальный коэффициент зависящий от электро- и теплопроводности
материалов электрода со вставкой и встав ки, а деталь устанавливают со стороны электрода со вставкой.
2. Способ по п.1,отличающийся гем, что вставку выполняют из вольфрама.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной рельефной сварки листа с деталью | 1987 |
|
SU1609578A1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1625620A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ И ЭЛЕКТРОД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2257283C1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1620246A2 |
| Способ контактной рельефной сварки стержня с плоской деталью | 1989 |
|
SU1639910A1 |
| Способ контактной рельефной сварки | 1987 |
|
SU1518099A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПЛОСКОЙ ДЕТАЛИ ИЗ ЛИСТОВОГО МЕТАЛЛА С МЕТАЛЛИЧЕСКИМ СТЕРЖНЕМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2007 |
|
RU2362660C2 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| СПОСОБ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ | 2007 |
|
RU2351446C1 |
| Способ контактной рельефной сварки | 1987 |
|
SU1504037A1 |
Изобретение касается контактной рельефной сварки стержня с плоской деталью Цель изобретения - повышение экономим ности способа за счет исключения операции выполнения рельеФа в детали при ее-ранении уровня мехами к г-ких свойств сварного соединения путем вь.равнивз шя темпера- i yptj н,ч сьариеаемых поверхностях стержня i ,v -.лл. Стержень и деталь устанавливают мече/:, электродами спаоочной машины Е качество одного из электродов используют элекгродео вставкой из i утоплавкого металла, в частности из вольфрама Диаметр вставк - регламентируют. При эгпм увеличивается путь прохождения т ;i свпчи и уменьшается теплоггзод в злоктрод со вставкой от места образования соединения детали Выравнивается температура нагрева свариваемых поверхностей стержня и детали даже при отсутствии рельефов на детали 1 з.п ф-лы, 1 ил. fe
| Гиллевич В.А | |||
| Технология и оборудоо - ние рельефной сварки | |||
| - Л | |||
| Машиносipoo ние, Ленинградское отделенно, 1976 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
