Изобретение относится к сварке, в частности к контактной сварке, и может быть использовано при изготовлении электродов для контактной точечной сварки.
Целью изобретения является повышение износостойкости и электро-и теплопроводности электрода.
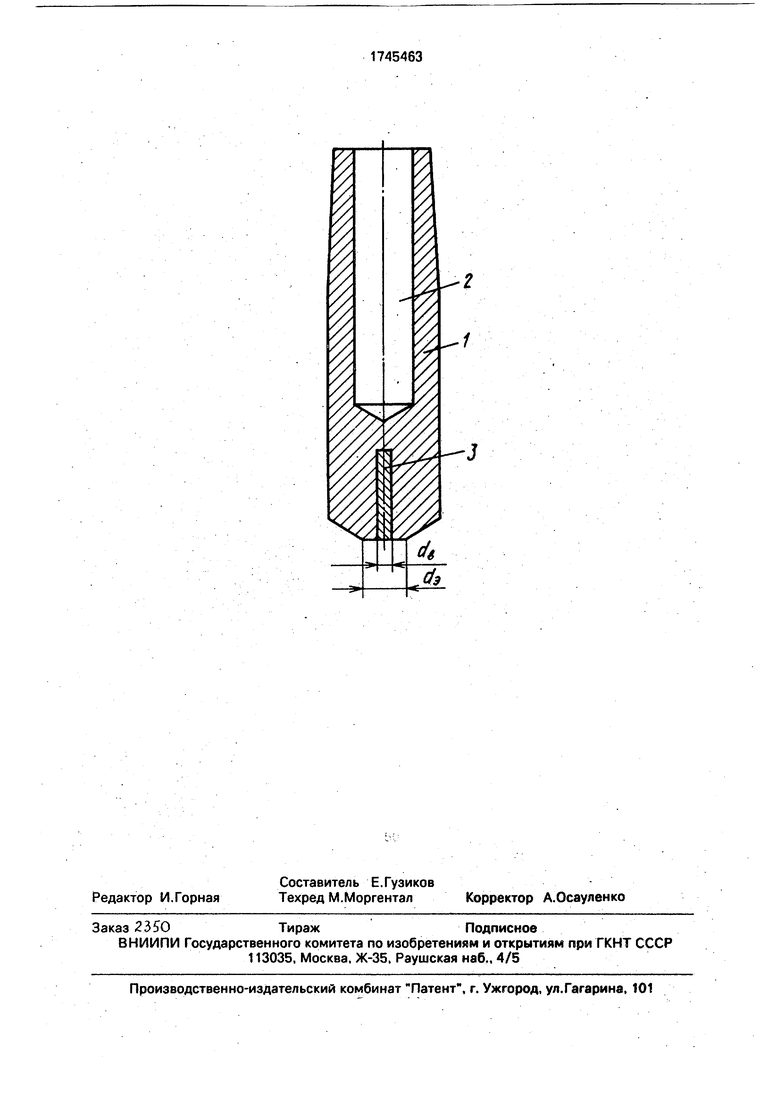
На чертеже изображен точечный электрод, продольный разрез.
Точечный электрод состоит из основания 1 с охлаждаемым каналом 2 и вставки 3 из износостойкого материала, например вольфрама, причем рабочая поверхность основания и вставка выполнены заподлицо. При этом соотношение диаметров рабочей поверхности электрода и вставки лежит в пределах
0,28 ,38
Оэ
где dB - диаметр вставки;
d3 -диаметр рабочей поверхности электрода.
Точечный электрод работает следующим образом.
Подвод тока к свариваемым заготовкам осуществляется преимущественно через основание 1. Вставка 3 выполнена из вольфрама. Благодаря наличию металлической связи между основанием 1 и износостойкой вставкой 3 точечный электрод воспринимает сварочное усилие как. цельнометаллическая конструкция, что уменьшает деформацию рабочей части и существенно повышает стойкость электрода.
Соотношение диаметров рабочей поверхности электрода и вставки определяется из закона распределения тока по рабочей поверхности электрода
VI
4 СЛ 4 СЬ СО
YM()
1 W2
где I - сварочный ток, кА; Y - коэффициент, учитывающий неравномерность распределения тока по рабочей поверхности электрода,
Диаметр рабочей повеохности электрода 6S принимается равным требуемому диаметру рабочей части точечного электрода. Соотношение диаметров частей электрода
de
-г- ограничено указанными пределами и
Оэ
считается оптимальным, так как обеспечивает увеличение стойкости точечного электрода без существенного понижения его электро- и теплопроводности. При выборе
соотношения -Д меньше 0.28 вставка из аэ
износостойкого материала несущественно влияет на стойкость точечного электрода, так как сварочное усилие воспринимается основанием, не обладающим износостойкими свойствами при повышенных температурах. При выборе соотношения
-2- больше
Оэ
0,38 значительно снижается электро- и теплопроводность электрода, что приводит к потерям при выделении тепла в контакте электрод - деталь. В результате возможно образование дефектов в зоне сварочной точки, что значительно снижает прочность сварного соединения.
Пример. Точечный электрод изготовлен из композиционного материала медь + вольфрам, полученного сваркой взрывом, и применяется для сварки углеродистых и низколегированных сталей толщиной 1,5 мм.
Диаметр рабочей поверхности электрода выбирается из условия, что для сварки указанных заготовок диаметр рабочей поверхности должен быть не менее 6 мм. Исходя из этого, диаметр износостойкой вставки определяется из соотношения
0,28 0,38;
Оэ/
0,28 0,38;
1,16ЈdB 2,28
Диаметр износостойкой вставки dB принят, исходя из полученного соотношения, равным 2 мм, а высота 10 мм.
Точечный электрод из композиционного материала с рабочей поверхностью диаметром 6 мм используется для точечной сварки заготовок толщиной 1,5 мм из углеродистых и низколегированных сталей.
Стойкость предлагаемого точечного электрода в 3,5 раза больше, чем у точечного электрода, выполненного из меди М1, Электро- и теплопроводность увеличивается в 2 раза по сравнению с электродом с
запрессованной рабочей вольфрамовой вставкой при увеличении износостойкости в 1,5 раза.
25
Формула изобретения
Электрод для контактной точечной сварки, состоящий из основания с рабочей поверхностью, выполненного из материала с высокой электро- и теплопроводностью, и
вставки, изготовленной из материала с высокой износостойкостью, отличающий- с я тем, что, с целью повышения износостойкости и электро- и теплопроводности электрода, соотношение диаметров вставки и
рабочей поверхности основания лежит в пределах
40
0,28 50,38 Оэ
где da - диаметр износостойкой вставки, мм;
d3-диаметр рабочей поверхности основания электрода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовый электрод | 1990 |
|
SU1771907A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ И ЭЛЕКТРОД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2257283C1 |
| Электрод для контактной сварки | 2018 |
|
RU2709878C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА С ИЗНОСОСТОЙКОЙ ВСТАВКОЙ | 2001 |
|
RU2187416C1 |
| Электрод для контактной сварки | 1979 |
|
SU880662A1 |
| СОСТАВ МАТЕРИАЛА ДЛЯ ТОКОПОДВОДЯЩИХ ЭЛЕМЕНТОВ ЭЛЕКТРОСВАРОЧНОГО ОБОРУДОВАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1989 |
|
SU1839385A1 |
| Способ изготовления электрода для электроконтактной точечной сварки | 1989 |
|
SU1660902A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ МЕДИ И МЕДНЫХ СПЛАВОВ | 2014 |
|
RU2558322C1 |
| СПОСОБ КРЕПЛЕНИЯ ВСТАВОК ИЗ КАРБИДА ВОЛЬФРАМА НА ПОДЛОЖКЕ КОЛОННЫХ ЦЕНТРАТОРОВ | 2016 |
|
RU2643397C2 |
| Шихта порошковой проволоки для наплавки стали средней и повышенной твердости | 2002 |
|
RU2225286C1 |
Использование: для контактной точечной сварки с целью повышения стойкости и электро- и теплопроводности электрода. Сущность изобретения: электрод оснащен износостойкой вставкой, имеющей металлическую связь с основанием электрода. Соотношение диаметров вставки и рабочей поверхности основания электрода регламентируется. Электрод воспринимает сварочное усилие как цельнометаллическая конструкция, что уменьшает деформацию рабочей части электрода. 1 ил.
| Кутковский С.И | |||
| Электроды контактных электросварочных машин | |||
| - М | |||
| -Л.: Машиностроение, 1964, с | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
