Изобретение относится к контактной сварке, в частности к рельефной, и может быть использовано при рельефной сварке деталей из алюминиевых сплавов.
Известен способ контактной рельефной сварки (см. "Контактная сварка" /Под ред. П.Л.Чулошников - М., Машиностроение, 1987 г., стр. 6, рис. 2г), при котором для формирования зоны прохождения сварочного тока между деталями помещают шарик или шайбу из материала, близкого к материалу свариваемых деталей.
Способ не обеспечивает хорошего качества сварки, так как сложно точно расположить и зафиксировать шарик или шайбу в нужном месте.
Наиболее близким к предлагаемому способу является способ контактной рельефной сварки с помощью предварительно изготовленного на одной из деталей рельефа, который позволяет сформировать зону прохождения сварочного тока, то есть резко увеличить плотность тока в контакте "деталь-деталь" за счет малой площади касания рельефа (см. "Контактная сварка" /Под ред. П.Л.Чулошников - М., Машиностроение, 1987 г., стр. 6, рис. 2а).
Недостатком способа является то, что штампованные рельефы на относительно мягких алюминиевых сплавах начинают сминаться еще до прохождения сварочного тока, при этом увеличивается контактная поверхность рельефа, в процессе сварки плотность тока на рельефе падает, снижается температура зоны сварки и прочность сварного соединения.
Задачей изобретения является увеличение жесткости штампованного рельефа в процессе сварки и повышение прочности сварного соединения.
Поставленная задача решается тем, что в способе контактной рельефной сварки деталей из алюминиевых сплавов, при котором между двумя электродами размещают свариваемые детали, сжимают их и пропускают сварочный ток, согласно изобретению электрод, размещенный со стороны детали с рельефом, выполняют с выступающей за поверхность основания электрода термоизносостойкой вставкой, которую устанавливают в лунку свариваемого рельефа, при этом выступающую часть вставки выполняют по форме лунки рельефа свариваемой детали.
На чертеже изображено устройство для осуществления предлагаемого способа.
Устройство для контактной рельефной сварки состоит из электродов 1 и 2, свариваемых деталей 3 и 4, на одном из сварочных электродов 1 выполнена термоизносостойкая вставка 5 (например, из вольфрама) с выступающей рабочей частью, которую до сварки устанавливают в лунку 6 рельефа свариваемой детали. Выступающая рабочая часть термоизносостойкой вставки соответствует форме лунки рельефа и должна полностью заполнять лунку рельефа свариваемой детали. В электроде 1 выполнен канал 7 для охлаждающей жидкости.
Способ осуществляется следующим образом.
Свариваемые детали 3 и 4 помещают между двумя электродами 1 и 2 таким образом, чтобы со стороны детали 3 с рельефом оказался электрод 1 с выступающей термоизносостойкой вставкой 5. Вставку 5 устанавливают в лунку 6 рельефа свариваемой детали. После чего сжимают детали 3 и 4 посредством электродов 1 и 2 и пропускают сварочный ток.
Таким образом, предлагаемое изобретение с помощью вставки позволяет увеличить жесткость штампованного рельефа и увеличить прочность сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ И ЭЛЕКТРОД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2257283C1 |
| Способ контактной рельефной сварки листа с деталью | 1987 |
|
SU1609578A1 |
| Способ контактной рельефной сварки | 1989 |
|
SU1742005A1 |
| Способ контактной рельефной сварки | 1989 |
|
SU1611641A1 |
| Способ контактной рельефной сварки стержня с плоской деталью | 1988 |
|
SU1655717A1 |
| Способ контактной рельефной сварки стержня с плоской деталью | 1989 |
|
SU1639910A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1622101A1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1625620A1 |
| Способ соединения деталей контактной рельефной сваркой | 1987 |
|
SU1761407A1 |
Изобретение относится к контактной сварке, в частности к рельефной, и может быть использовано при рельефной сварке деталей из алюминиевых сплавов. Между двумя электродами размещают свариваемые детали, сжимают их и пропускают сварочный ток. Электрод, размещенный со стороны детали с рельефом, выполняют с выступающей за поверхность основания электрода термоизносостойкой вставкой, которую устанавливают в лунку рельефа. Выступающую часть вставки выбирают по форме лунки рельефа свариваемой детали. 1 ил.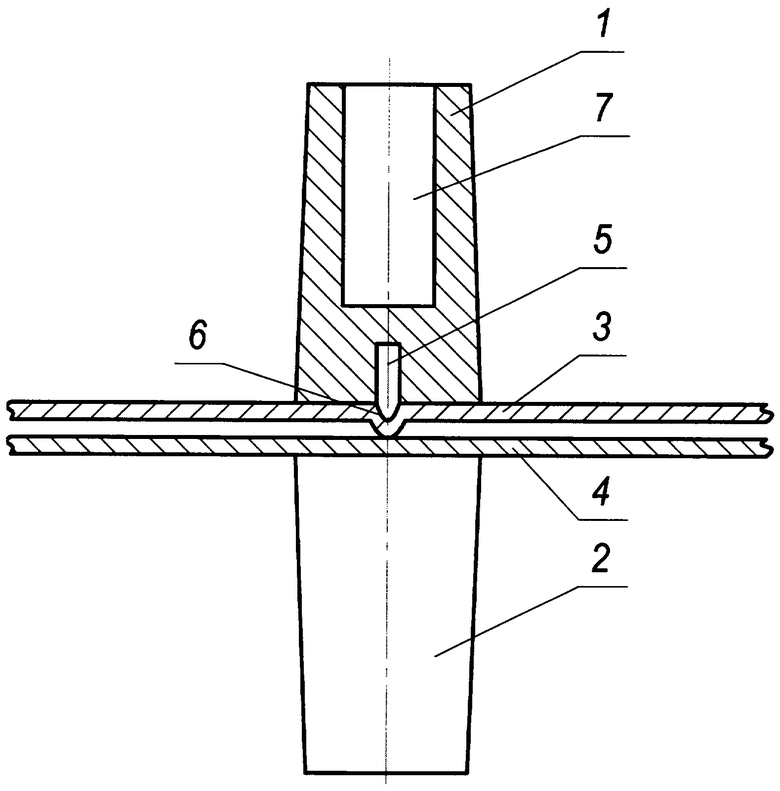
Способ контактной рельефной сварки деталей из алюминиевых сплавов, при котором между двумя электродами размещают свариваемые детали, сжимают их и пропускают сварочный ток, отличающийся тем, что электрод, размещенный со стороны детали с рельефом, выполняют с выступающей за поверхность основания электрода термоизносостойкой вставкой, которую устанавливают в лунку рельефа, при этом выступающую часть вставки выполняют по форме лунки рельефа свариваемой детали.
| Под ред | |||
| ЧУЛОШНИКОВА П.С | |||
| Контактная сварка | |||
| - М.: Машиностроение, 1987, с.6, рис.2а | |||
| RU 2064385 C1, 27.07.1996 | |||
| Способ контактной приварки стержня к пластине | 1990 |
|
SU1754371A1 |
| Способ соединения сваркой стержня с пластиной в тавр | 1983 |
|
SU1174212A1 |
| JP 200203949 A, 05.02.2002 | |||
| JP 6277853 A, 04.10.1994 | |||
| JP 5318135 A, 03.12.1993 | |||
| US 3784779 A, 08.01.1974. | |||

