Изобретение относится к области металлообработки и применяется для обработки секций отопительных радиаторов.
Известны станки для обработки отопительных радиаторов, на которых последовательно осуществляется ряд операций (зенкерование, нарезание резьбы). Деталь, установленная в приспособлении барабанного типа, поворачивается в вертикальной плоскости. Недостатком таких станков является невозмол ность одновременной обработки нескольких заготовок.
В предлагаемом станке хчля повышения производительности обработки транспортирующее устройство выполнено в виде нескольких параллельных, синхронно перемещающихся, кинематически связанных с общим приводом штанг, расположенных в вертикальной плоскости и перемещающих комплект заготовок по установочным призмам с помощью откидных собачек. Перемещение заготовок осуществляется прямолинейно.
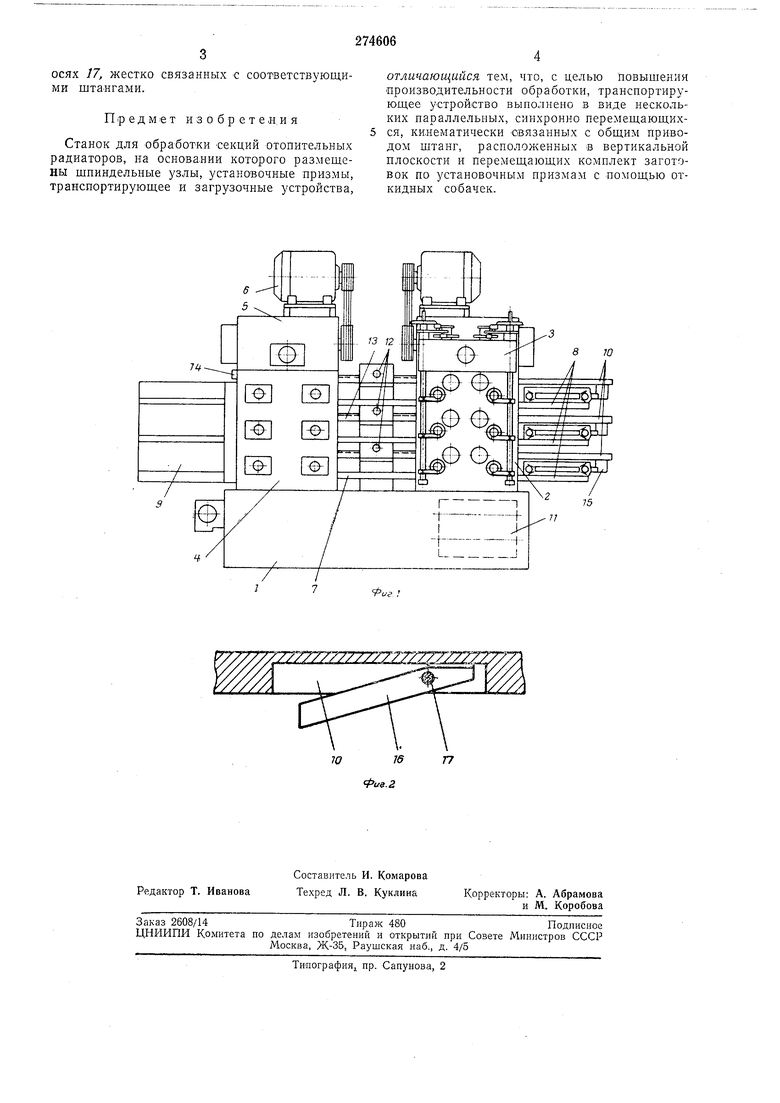
Таким образом, .на предлагаемом станке параллельно обрабатываются несколько деталей.На фиг. 1 изображен .общий вид станка; на фиг. 2 -откидная собачка.
На сварном основании 1 смонтированы все узлы станка: щпиндельные узлы 2 позиции
зенкерозания с редуктором 6 привода; шпиндельные узлы 4 позиции резьбонареза.ния с редуктором 5 привода. Каждый редуктор оснащен своим электродвигателем 6. Между щпиндельными узлами 2 и 4 расположены установочные призмы 7, по которым перемещаются заготовки. Перед позицией зенкероваиия расположены лотки 8, на которые заготовки укладываются оператором. За позицией
резьбонарезания размещен лоток 9 для передачи обработанных деталей.
Таким образом, заготовка в процессе обработки проходит пять позиций: загрузочную, зенкероваиия, промежуточную, резьбопарезания и разгрузочную.
Поступательное перемещение заготовкам сообщают штанги 10, получающие движение от редуктора 11 через распределительное устройство, состоящееиз трех реечных шестерен
J2, взаимодействующих с реечной частью J3 щтанг 10. Редуктор 11 обеспечивает быстрый ход вперед, реверс подающих штанг 10 и замедленный ход вперед. Перемещение штанг 10 вперед ограничивается упором 14, определяющим положение заготовок на рабочих позициях. Первоначальное перемещение заготовок осуществляется с помощью регулируемых толкателей 15, установленных на штангах 10. Дальше заготовки перемещаются откидными
осях 17, жестко связанных с соответствующими шта«гами.
Предмет изобретен.ия
Станок для обработки секций отопительных радиаторов, на основании которого размешены шпиндельные узлы, установочные призмы, транспортируюшее и загрузочные устройства,
отличающийся тем, что, с целью повышения производительности обработки, транспортирующее устройство выполнено в виде нескольких параллельных, синхронно перемещаюшихся, кинематически связанных с обш.им приводом штанг, расположенных в вертикальной плоскости и перемещающих комплект заготовок по установочным призмам с помощью откидных собачек.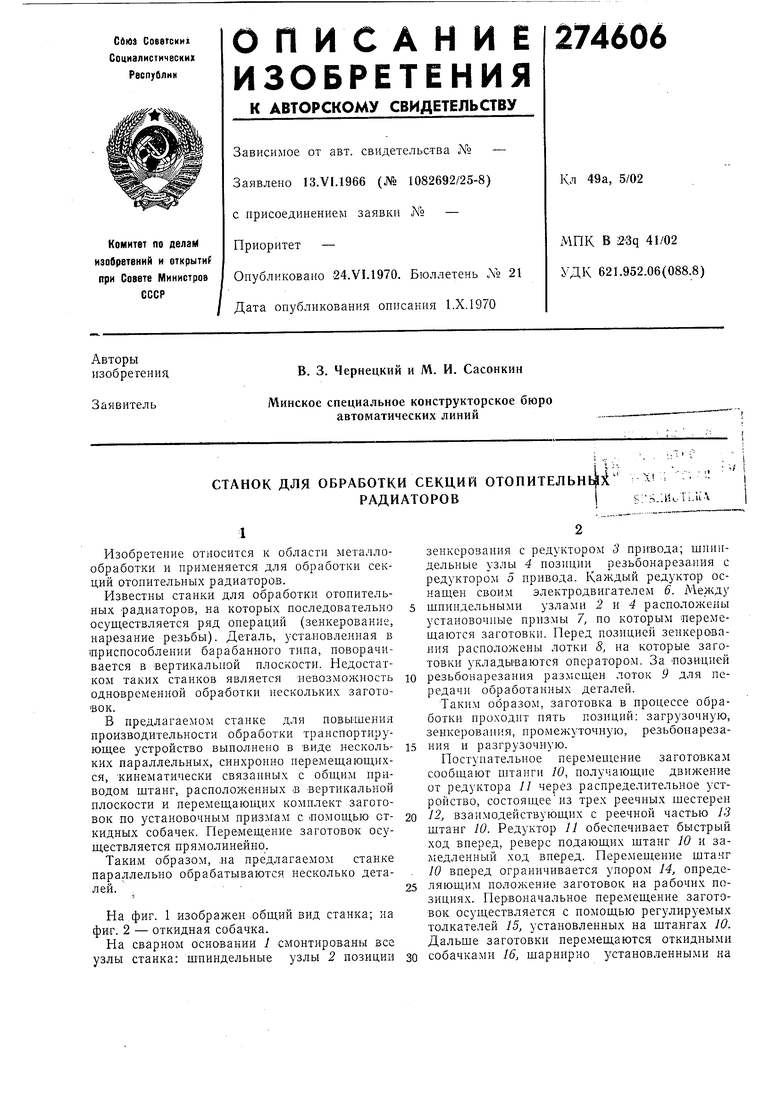
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор | 1969 |
|
SU344701A1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК (ВАРИАНТЫ) | 2006 |
|
RU2401721C2 |
| Вертикальный многошпиндельный станок | 1983 |
|
SU1135615A1 |
| Металлорежущий станок | 1977 |
|
SU704756A1 |
| Металлорежущий станок | 1975 |
|
SU858550A3 |
| Автоматический станок для подрезки торцов и снятия фасок | 1982 |
|
SU1034843A1 |
| Гибкий токарный модуль | 1987 |
|
SU1509228A1 |
| Металлорежущий станок | 1985 |
|
SU1278108A1 |
| Устройство для поштучной подачи заготовок в рабочую зону пресса с одновременным их смачиванием | 1987 |
|
SU1493365A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
