Изобретение относится к области получения теплостойких связующих для пропитки ими стеклотканых наполнителей, которые предназначены для последующего использования в изготовлении газоотводящих стволов дымовых труб, отводных труб-коллекторов для отвода горячих агрессивных газов и т.д.
Известно связующее для армированных пластиков (SU 726137, 08.04.1980), содержащее, вес.ч.:
Недостатком связующего являются высокие энергозатраты при отверждении пластика.
Известна также связующая композиция (SU 730751, 05.05.1980), содержащая, вес.ч.:
Недостатком является сложный, трудоемкий процесс приготовления связующего, худшие условия труда из-за большого содержания толуола.
Известен гранулированный эпоксидный стекловолокник (SU 1669944, 15.08.1991), для которого полимерное связующее готовят следующим образом. Сначала получают отвердитель-аддукт новолачной фенолоформальдегидной смолы и Е-капролактама. Затем в реактор загружают смесь, состоящую из толуола и этилового спирта, взятых в соотношении 1:1, и нагревают при перемешивании до 40-60°С. Затем вводят 70 мас.ч. полученного аддукта и после его полного растворения загружают 100 мас.ч. разогретой до 80-100°С эпоксидной смолой марки УП-643, содержащей 24,1% эпоксидных групп, к.ч. 0,52 мг КОН/г. Перемешивают до полного растворения компонентов, охлаждают до 20°С и доводят до вязкости 16-17 с по воронке ВЗ-246 (диаметр сопла 4 мм) смесью этилового спирта и толуола (1:1).
Недостатком известного связующего является трудоемкий процесс приготовления связующего.
Наиболее близким по технической сущности и достигаемому результату является связующее (RU 2260022 09/10/2005), которое содержит эпокситрифенольную смолу ЭТФ, разбавитель-пластификатор, представляющий собой эноксиалифатическую смолу ДЭГ-1, отвердитель - резольную фенолформальдегидную смолу СФ-340А и растворитель - смесь ацетона, спирта этилового и толуола нефтяного и/или каменноугольного. В состав связующего могут быть дополнительно введены антистатическая добавка, антиниреновая добавка, кристаллический алюмосиликат натрия и наполнитель, причем данное связующее готовят следующим образом. Вначале раздельно навевают до температур 180-200°С смолы ЭТФ и ДЭГ-1: смолу ЭТФ - со скоростью 20-30°С/ч, смолу ДЭГ-1 - со скоростью 90-100°С/ч, затем подают в реактор-смеситель ацетон в количестве 80-82 мас.ч. и разогретую эпокситрифенольную смолу ЭТФ в количестве 97-103 мас.ч., вводят в реактор-смеситель оставшееся расчетное количество ацетона 7-11 мас.ч. и перемешивают в течение 30-60 мин при температурах 40-70°С из расчета на одну тонну готовящегося конечного продукта, затем в реактор-смеситель последовательно подают этиловый спирт в количестве 43-49 мас.ч. и толуол нефтяной и/или каменноугольный в количестве 7-13 мас.ч., полученную смесь перемешивают при температурах 40-70°С в течение 3-6 ч из расчета на одну тонну получаемого продукта, после чего загружают в реактор-смеситель разогретую эпоксиалифатическую смолу ДЭГ-1 и размолотый отвердитель - резольную фенолформальдегидную смолу СФ-340А и перемешивают при температурах 40-70°С в течение 3-6 ч из расчета на одну тонну готового продута, доводят до заданной плотности и фильтруют.
Недостатками известного способа изготовления являются высокие энергозатраты при получении связующего и отверждении стеклопластика, а также худшие условия труда из-за большой массовой доли толуола в связующем.
Задачей настоящего изобретения является разработка простого способа получения полимерного связующего на базе широко выпускаемых смол с использованием стандартного оборудования с минимальными энергозатратами, обеспечивающего получение связующего с высокими теплофизичсскими свойствами и хорошими технологическими параметрами переработки, не уступающие прототипу (см. таблицу 2).
Поставленная задача решается описываемым способом изготовления полимерного связующего, который включает перемешивание предварительно разогретой базовой смолы в ацетоно-спирто-толуольном растворителе при нагревании, введение в полученный раствор частиц фенолформальдегидной смолы, последующее перемешивание полученной смеси при нагревании, получение связующего заданной плотности и его фильтрование, отличающийся тем, что в качестве базовой смолы берут эпоксидную новолачную смолу, которую предварительно разогревают до 80-100°С в течение не более 12 часов, в качестве фенолформальдегидной смолы берут новолачную смолу с размером частиц 2-3 см, после перемешивания смеси упомянутых смол в растворителе в течение не менее 3 часов при 30-50°С в смесь дополнительно вводят ускоритель связующего, выбранный из ряда: 2,4,6-трис/диметиламин/метил/фенол или диэтиламинометилэтоксисилан, и продолжают перемешивание в течение не менее 20 минут.
Предпочтительно в качестве исходных компонентов брать эпоксидную новолачную смолу УП-643 или DEN-438, фенолформальдегидную новолачную смолу СФ-0112, ускоритель связующего марки УП-606/2(2,4,6-трис/диметиламин/метил/фенол) или АДЭ-3 (диэтиламинометилэтоксисилан) и обеспечивать смешивание в ацетоно-спирто-толуольном растворителе при их соотношении в массовых долях:
Согласно заявленному способу обеспечивают получение связующего, имеющего плотность 980-1000 кг/м3 при 20°С.
Все заявленные параметры подобраны экспериментально для конкретных исходных компонентов. При выходе за заявленные параметры технический результат не достигается, т.е. либо свойства связующего становятся неудовлетворительными, либо растут энергозатраты и/или материальные затраты при осуществлении процесса получения.
На чертеже представлен реактор-смеситель, который состоит из люков 1, 2, вытяжной вентиляции 3, дренажной трубы 4 и мешалки 5.
Способ осуществляют следующим образом.
Для приготовления 1000 кг связующего выбирают оптимальные количества исходных компонентов, а именно:
- эноксидная новолачная смола УП-643 - базовая основа связующего (364,28 кг)
- фенолформальдегидная смола новолачного типа марки СФ-0112 - отвердитель (138,7 кг)
- смола УП-606/2 - ускоритель связующего - (0,22 кг)
- спирт этиловый технический, ГОСТ 17299-78 или ГОСТ 18300-87, - (160 кг)
- ацетон технический, ГОСТ 2768-84, - (327,7 кг)
- толуол нефтяной и/или каменноугольный (сланцевый) в связующем ЭН-253 - (9,1 кг).
Все вышеуказанные компоненты смешиваются в реакторе-смесителе по заявленной технологии. Схема потоков показана на чертеже.
Первоначально эпоксидную смолу УП-643 разогревают при температуре 80-100°С в течение не более 12 часов (фенолформальдегидную смолу СФ-0112 измельчают вручную или на дробилке любой марки на куски до величины 2-3 см). Затем загружают в реактор-смеситель через люки 1,2 расчетное количество ацетона, спирта, толуола и предварительно разогретой смолы УП-643. Смесь компонентов перемешивают при температуре 30-55°С в течение не менее одного часа. Далее через люк 2 реактора загружают расчетное количество предварительно раздробленной смолы СФ-0112 при условии обязательного включения вытяжной вентиляции 3 и открытия дренажной трубы 4 для сбрасывания давления. Смесь перемешивают при температуре 30-50°С в течение не менее 3-х часов. После перемешивания снова через люк 2 загружают расчетное количество ускорителя УП-606/2. Смесь перемешивают не менее 20 минут. Выключив мешалку 5 реактора-смесителя (чертеж), отбирают пробы для проведения анализа. Готовое связующее ЭН-253 должно соответствовать следующим требованиям:
1. Внешний вид - однородный раствор от светло-желтого до коричневого цвета, без посторонних примесей и нерастворимых частиц смолы.
2. Массовая доля летучих веществ 53÷63%.
3. Плотность при температуре 20±1°С 980÷1000 кг/м3.
4. Время желатинизации при температуре 160±2°С 2,5÷7 мин.
При получении плотности связующего выше заданной осуществляют доводку его спирто-ацетоновой смесью (растворитель). При введении растворителя в связующее следует произвести перемешивание в течение 20÷30 минут. Готовое связующее фильтруют через несколько слоев ткани технической «Эксцельсиор».
Предпочтительный вариант осуществления способа представлен в примере.
Пример 1
Первоначально эпоксидную смолу УП-643 разогревают при температуре 90°С в течение 10 часов (фенолформальдегидную смолу СФ-0112 измельчают вручную или на дробилке любой марки на куски до величины 2,5±0,5 см). Затем загружают в реактор-смеситель через люки 1,2 расчетное количество ацетона, спирта, толуола и предварительно разогретой смолы УП-643. Смесь компонентов перемешивают при температуре 45°С в течение 1 час. Далее через люк 2 реактора загружают расчетное количество предварительно раздробленной смолы СФ-0112 при условии обязательного включения вытяжной вентиляции 3 и открытия дренажной трубы 4 для сбрасывания давления. Смесь перемешивают при температуре 40°С в течение 3-х часов. После перемешивания снова через люк 2 загружают расчетное количество ускорителя УП-606/2. Смесь перемешивают 20 минут. Выключив мешалку 5 реактора-смесителя (чертеж), отбирают пробы для проведения анализа. Готовое связующее ЭН-253 должно соответствовать следующим требованиям:
1. Внешний вид - однородный раствор от светло-желтого до коричневого цвета, без посторонних примесей и нерастворимых частиц смолы.
2. Массовая доля летучих веществ 53÷63%.
3. Плотность при температуре 20±1°С 980÷1000 кг/м3.
4. Время желатинизации при температуре 160±2°С 2,5÷7 мин.
При получении плотности связующего выше заданной осуществляют доводку его спирто-ацетоновой смесью (растворитель). При введении растворителя в связующее следует произвести перемешивание в течение 25 минут. Готовое связующее фильтруют через несколько слоев ткани технической «Эксцельсиор».
Количества компонентов смеси, заявленные в пункте 2 формулы, являются предпочтительными.
Меняя соотношение компонентов, в частности уменьшая содержание фенолоформальдегидной смолы СФ-0112 до 30 весовых частей от количества смолы УП-643, можно увеличить предел прочности при изгибе (δиз) и модуль изгиба (Еиз) композиционного материала, при этом увеличивается время желатинизации связующего до 78 минут при температуре 160±2°С, что делает связующее более технологичным, но при этом теплостойкость композиционных материалов на ˜20°С снижается относительно базового варианта.
Заменяя ускоритель УП-606/2 (триметиламинометилфенол) на ускоритель АДЭ-3 (диэтиламинометилэтоксисилан) в количестве 0,55 весовых частей от смолы УП-643, можно значительно снизить энергозатраты при получении материала. Обеспечивается степень отверждения материала, равная 96-97%, и время выдержки в процессе отвержения уменьшается с 10 минут на 1 мм толщины до 6 минут на 1 мм толщины.
Технологические и рецептурные параметры изготовления связующего ЭН-253, его технологические характеристики находятся на одном уровне при замене базовой основы связующего ЭН-253 эпоксидноноволачной смолы УП-643 на импортную эпоксиноволачную смолу DEN-438. При этом качество материала соответствует базовому варианту, но более экономично.
Заявленный способ осуществлен в пределах заявленных параметров процесса с заявленными исходными веществами при различном их соотношении (нижнем, верхнем и среднем содержании компонентов).
Установлено, что в пределах заявленных соотношений и параметров получен материал с характеристиками, приведенными в таблицах 1, 2. Анализ данных таблиц показывает, что поставленная задача заявителем решена.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБРИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ ПОЛУЧЕНИЯ ТЕПЛО-ХИМИЧЕСКИ СТОЙКОГО ПРЕСС-МАТЕРИАЛА И ПРЕСС-МАТЕРИАЛ НА ЕГО ОСНОВЕ | 2018 |
|
RU2674202C1 |
| Гранулированный эпоксидный стекловолокнит | 1988 |
|
SU1669944A1 |
| ГИБРИДНОЕ ЭПОКСИТРИФЕНОЛЬНОЕ СВЯЗУЮЩЕЕ С ИСПОЛЬЗОВАНИЕМ НОВОЛАЧНОЙ СМОЛЫ | 2014 |
|
RU2560370C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2001 |
|
RU2215759C2 |
| Пресскомпозиция | 1977 |
|
SU730751A1 |
| Препрег холодного отверждения и способ его изготовления | 1988 |
|
SU1654308A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА ДЛЯ НАМОТКИ ТЕПЛОЗАЩИТНЫХ И/ИЛИ АНТИСТАТИЧЕСКИХ ВНУТРЕННИХ ОБЕЧАЕК СТЕКЛОПЛАСТИКОВЫХ ТРУБ-ОБОЛОЧЕК РАЗЛИЧНОГО КЛАССА И НАЗНАЧЕНИЯ | 2002 |
|
RU2206582C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2009 |
|
RU2424259C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2260022C2 |
| Стеклопластик | 1972 |
|
SU472818A1 |
Изобретение относится к способу изготовления полимерного теплостойкого связующего для пропитки стеклотканных наполнителей, используемых при изготовлении газоотводящих стволов дымовых труб, отводных труб-коллекторов для отвода горячих агрессивных газов и т.д. Способ заключается в том, что перемешивают базовую смолу - эпоксидную новолачную смолу, предварительно разогретую до 80-100°С в течение не более 12 часов, в ацетоно-спирто-толуольном растворителе. В полученный раствор вводят фенолформальдегидную новолачную смолу с размером частиц 2-3 см и перемешивают смесь в течение не менее 3 часов при 30-50°С. Затем вводят ускоритель 2,4,6-трис/диметиламин/метил/фенол или диэтиламинометилэтоксисилан и продолжают перемешивание в течение не менее 20 минут. Получают связующее заданной плотности, и фильтруют его. Изобретение позволяет разработать способ, обеспечивающий получение связующего с высокими теплофизическими свойствами и хорошими технологическими параметрами переработки, с минимальными затратами. 2 з.п. ф-лы, 2 табл., 1 ил.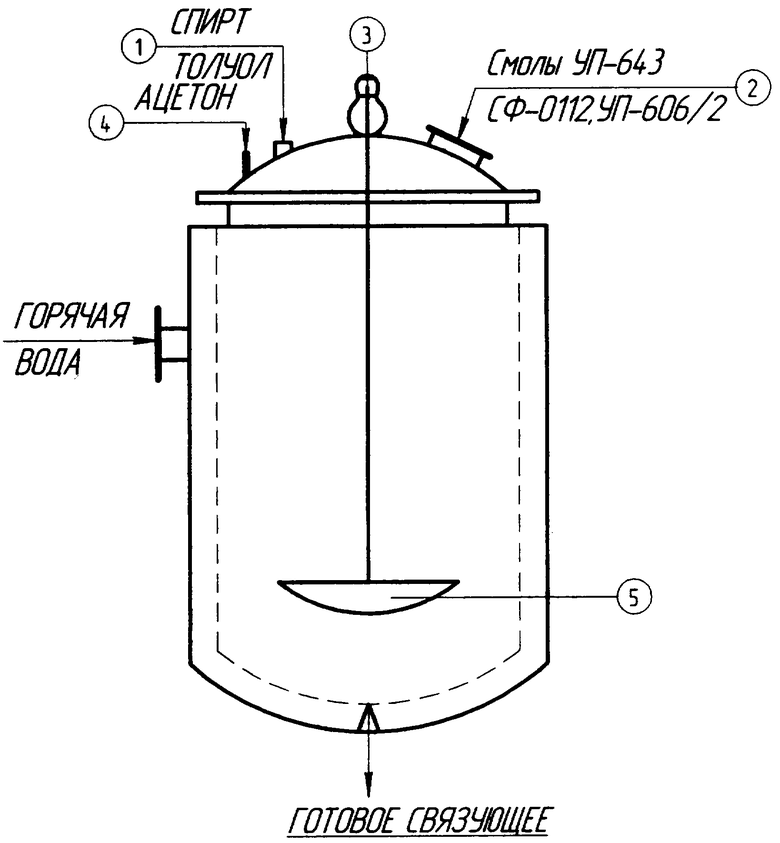
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2260022C2 |
| Полимерноя связующее для стеклопластиков | 1978 |
|
SU713890A1 |
| Связующее для армированных пластиков | 1977 |
|
SU726137A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО | 0 |
|
SU286221A1 |

