Изобретение относится к области прокатного производства и может быть использовано в прокатных клетях с несколькими очагами деформации по длине бочек валков, например в мелкосортных прокатных станах.
Известен способ прокатки в двухвалковых нереверсивных прокатных клетях, валки каждой из которых имеют по одному калибру, а передачу раската из калибра в калибр производят посредством обводного устройства, а также устройство для осуществления этого способа, выполненное в виде нереверсивных прокатных клетей и петлевого стола с желобом. (см., например, US 342702 А, 11.07.1972).
Недостатком данных способа и устройства является невозможность осуществления больших степеней обжатия металла в одной клети, приводящая к необходимости использования в составе стана нескольких прокатных клетей.
Наиболее близким к предлагаемому способу является способ прокатки в двухвалковой нереверсивной прокатной клети с несколькими очагами деформации по длине бочек валков, включающий последовательную подачу раската в каждый из очагов деформации по винтовой траектории, ось которой параллельна оси валков (см. SU 1127656 А, 07.12.1984).
Наиболее близким к предлагаемому устройству является двухвалковая нереверсивная прокатная клеть с несколькими очагами деформации по длине бочек валков, содержащая обводное устройство в виде кожуха с винтовой роликовой направляющей, ось которой параллельна оси валков (см. SU 1127656 А, 07.12.1984).
Недостатком данных известных способа и устройства является невозможность аккумулирования раската в зонах между очагами деформации, в связи с чем возможная длина проката ограничена длиной одного витка направляющих, а передачу раската в каждый последующий очаг деформации производят только после полного выхода его из предыдущего очага деформации. Таким образом, даже при наличии в клети ряда последовательных очагов деформации известный механизм передачи раската исключает одновременную прокатку в нескольких из них, в каждый момент времени используют только один очаг деформации, оборудование эксплуатируют не достаточно рационально.
Задача изобретения заключается в повышении эффективности использования прокатной клети с несколькими очагами деформации по длине бочек валков, в многократном увеличении степени обжатия прокатываемого металла за один проход через клеть за счет обеспечения одновременной работы ее калибров.
В способе прокатки в двухвалковой нереверсивной прокатной клети с несколькими очагами деформации по длине бочек валков, включающем последовательную подачу раската в каждый из очагов деформации по винтовой траектории, ось которой параллельна оси валков, в соответствии с изобретением траекторию образуют посредством направляющей в виде спирали, каждый виток которой, расположенный между соседними очагами деформации, проходит под клетью, в приямке клети, с возможностью размещения между соседними очагами деформации участка раската, длина которого превышает длину соответствующего витка направляющей, при условии нахождения раската одновременно в нескольких очагах деформации.
Кроме того, в процессе перемещения раската между соседними очагами деформации возможно обеспечение выхода его части за пределы направляющей с образованием петли.
Кроме того, в процессе перемещения раската между соседними очагами деформации его можно волнообразно изгибать в плоскости, перпендикулярной оси валков, на каждом из витков винтовой траектории.
Образование траектории с помощью спиральной направляющей, обеспечивающей расположение каждого витка траектории под клетью, а именно в приямке клети, допускает возможность накопления раската, по мере его удлинения в процессе прокатки, в свободном пространстве приямка. Данное обстоятельство, в свою очередь, позволяет осуществлять непрерывную передачу раската из одного очага деформации в другой, не дожидаясь выхода конца раската из предыдущего очага деформации, а это, в свою очередь, дает возможность одновременной прокатки во всех очагах деформации.
Аккумулирование раската может производиться посредством образования витков траектории с последовательным увеличением их радиусов: это связано с тем фактом, что удлинение в процессе прокатки приводит к последовательному увеличению части раската, размещенной между очагами деформации, по мере приближения к последнему очагу деформации.
Аккумулирование раската может производиться, кроме того, посредством обеспечения возможности выхода его части за пределы направляющей с образованием петли в свободном пространстве приямка клети.
С точки зрения сокращения производственных площадей, компактности размещения оборудования, интерес представляет такая возможность аккумулирования раската, как его волнообразный изгиб в плоскости, перпендикулярной оси валков, на каждом из витков направляющей.
Для осуществления способа предназначена заявленная двухвалковая нереверсивная прокатная клеть с несколькими очагами деформации по длине бочек валков, содержащая обводное устройство с винтовой направляющей, ось которой параллельна оси валков. В соответствии с изобретением направляющая выполнена в виде спирали с боковыми буртами, каждый ее виток, расположенный между соседними очагами деформации, проходит под клетью, в приямке клети, и выполнен с возможностью размещения между соседними очагами деформации участка раската, длина которого превышает длину соответствующего витка направляющей, при условии нахождения проката одновременно в нескольких очагах деформации.
Кроме того, на нижних участках витков со стороны входа в каждый следующий очаг деформации один из буртов может быть выполнен меньшей высоты и со скругленными краями, с обеспечением возможности выхода части раската за пределы направляющей с образованием петли, при этом со стороны другого бурта на этих же участках витков на направляющей закреплены перегородки для исключения взаимного контакта петель раската.
Кроме того, направляющая может быть выполнена с возможностью волнообразного изгиба раската в плоскости, перпендикулярной оси валков, на каждом из витков спиральной направляющей, для чего направляющая может быть выполнена с замкнутым поперечным сечением, ширина которого в 1,2-1,3 раза превышает ширину раската, при этом внутренний объем каждого витка направляющей по меньшей мере в 1,3 раза превышает объем размещаемого в ней участка раската.
Использование в качестве обводного устройства спиральной направляющей, витки которой расположены под клетью, а именно в приямке клети (например, в полостях фундамента клети), благодаря наличию свободного пространства, допускает возможность аккумулирования раската в зонах между очагами деформации.
Устройство предусматривает возможность образования петли раската. Для этого на нижних участках витков со стороны входа в каждый следующий калибр один из буртов направляющей выполнен меньшей высоты и со скругленными краями. Для предотвращения возможного контакта и перепутывания между собой петель раската раскатное поле клети разделено перегородками, закрепленными на тех же участках витков направляющей со стороны другого бурта.
Устройство, кроме того, располагает возможностью волнообразного изгиба раската в плоскости, перпендикулярной оси валков, на каждом из витков направляющей. Эту возможность обеспечивают следующие особенности выполнения направляющей. Поперечное сечение направляющей должно быть выполнено замкнутым, его ширина в 1,2-1,3 раза должна превышать ширину раската, внутренний объем каждого витка направляющей по меньшей мере в 1,3 раза должен превосходить объем размещаемого в нем участка раската. Именно эти параметры направляющей исключают "забуривание" раската внутри нее, что могло бы привести к разрыву самой направляющей.
Объем раската в данном случае определяется как произведение площади поперечного сечения раската и длины участка раската, находящегося в витке направляющей.
Предлагаемое устройство изображено на фиг.1, 2, 3, 4.
Фиг.1 - вид спереди;
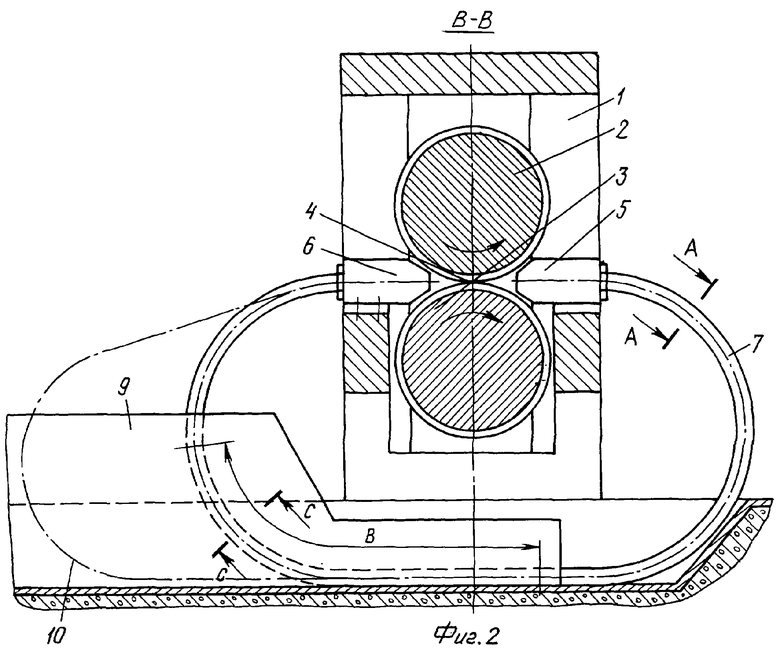
фиг.2 - вид сбоку;
фиг.3 - сечение АА;
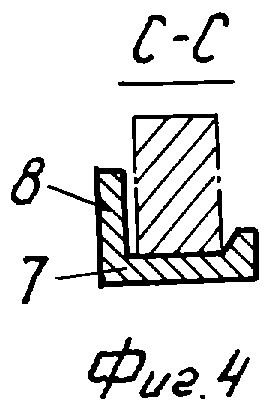
фиг.4 - сечение СС.
Клеть 1 содержит пару валков 2, 3, ручьи которых образуют ряд расположенных в технологическом порядке очагов деформации, в данном случае, калибров 4. Каждая пара соседних калибров 4 через выводную 5 и вводную 6 коробки соединена направляющей 7, имеющей форму витка спирали, проходящего под клетью, в приямке фундамента клети. Каждый виток направляющей 7 имеет боковые бурты и проходное сечение, соответствующее сечению входящего в него раската. Выводные коробки 5 обеспечивают необходимую кантовку раската и направление его в соответствующий виток направляющей 7.
Вводные коробки 6 направляют раскат из направляющей 7 в соответствующие калибры.
Каждый виток направляющей 7 имеет бурты 8, препятствующие выходу раската из направляющей. На участке "В" (фиг.2) обращенный в сторону следующего калибра бурт выполнен меньшей высоты и скруглен (см. фиг.4). К боковой поверхности каждого витка направляющей 7 прикреплена перегородка 9. Перегородки 9 делят раскатное поле клети на отсеки, в каждом из которых может быть размещено по одной петле раската 10.
Изобретение может быть реализовано, например, следующим образом.
При вращении валков 2, 3 раскат подают через вводную коробку 6 в первый по технологии калибр 4, далее, под действием усилия прокатки, он поступает в выводную коробку 5, по необходимости кантуется и входит в первый виток направляющей 7, далее проходит во вводную коробку 6 второго калибра и захватывается последним, еще до выхода проката из первого калибра. С этого момента, ввиду разницы расхода прокатываемого металла в единицу времени через первый и второй калибры, длина находящегося в желобе (направляющей) раската начинает увеличиваться, в нем появляются сжимающие напряжения, приводящие к потере устойчивости и выбросу раската из желоба через уменьшенный бурт 8.
Далее образуется петля раската 10, располагающаяся между вертикальными перегородками 9.
При выходе переднего конца раската из второго калибра он попадет во вторую выводную коробку, далее - во второй виток направляющей, третью вводную коробку, образуя вторую петлю раската, третий калибр и т.д., процесс повторяется до тех пор, пока не будут заряжены все калибры клети, которые затем работают одновременно, а в конце прокатки раскат последовательно освобождается в том же порядке.
Кроме того, изобретение может быть реализовано с помощью устройства, в котором направляющая выполнена с замкнутым поперечным сечением, ширина которого в 1,2-1,3 раза превышает ширину раската, а внутренний объем каждого витка направляющей по меньшей мере в 1,3 раза превосходит объем размещаемого в нем участка раската. При соблюдении указанных условий удлиняющийся в процессе прокатки раскат под напором компактно заполнит пространство внутри направляющей, волнообразно изогнувшись.
Использование изобретения обеспечивает возможность одновременной прокатки во всех очагах деформации, что многократно повышает степень обжатия металла, приводит к сокращению потребного количества клетей и производственных площадей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОСОРТНОГО ГОРЯЧЕКАТАНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262399C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2017 |
|
RU2668626C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА КРУГЛОГО ПРОФИЛЯ | 2004 |
|
RU2281819C2 |
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |

Изобретение относится к области прокатного производства и может быть использовано в прокатных клетях с несколькими очагами деформации по длине бочек валков, например в мелкосортных прокатных станах. Задача изобретения - повышение эффективности использования прокатной клети. Способ включает последовательную подачу раската в каждый из очагов деформации по спиральной траектории, ось которой параллельна оси валков. Траекторию образуют посредством спиральной направляющей, каждый виток которой, расположенный между соседними очагами деформации, проходит под клетью, в приямке клети, с возможностью размещения между соседними очагами деформации участка раската, длина которого превышает длину соответствующего витка направляющей, при условии нахождения раската одновременно в нескольких очагах деформации. Прокатная клеть имеет обводное устройство с винтовой направляющей. В соответствии с изобретением направляющая выполнена в виде спирали с боковыми буртами. Каждый ее виток проходит под клетью, в приямке клети. Направляющая может быть выполнена с возможностью выхода раската за ее пределы и образованием петли. Направляющая может быть выполнена с возможностью волнообразного изгиба раската в плоскости, перпендикулярной оси валков, на каждом из ее витков. Изобретение обеспечивает многократное увеличение степени обжатия прокатываемого металла за один проход через клеть за счет обеспечения одновременной работы ее калибров, 2 н. и 6 з.п. ф-лы, 4 ил.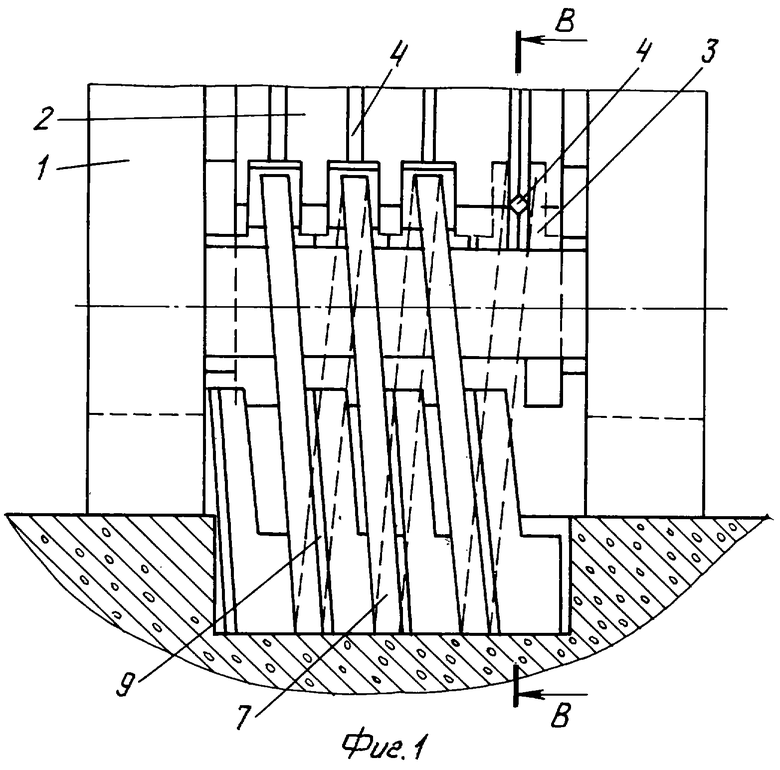
| Обводное устройство нереверсивной прокатной клети дуо | 1983 |
|
SU1127656A1 |
| Одноклетьевой мелкосортный стан непрерывной прокатки | 1959 |
|
SU129605A1 |
| Способ прокатки в станах трио с сопряженными калибрами | 1950 |
|
SU113503A1 |
| Способ непрерывной горячей прокатки сортовой заготовки | 1975 |
|
SU517333A1 |
| ПЕТЛЕВОЙ СТОЛ ПРЕИМУЩЕСТВЕННО ДЛЯ ЧИСТОВЫХ ГРУПП НЕПРЕРЫВНЫХ ПРОВОЛОЧНЫХ СТАНОВ | 0 |
|
SU342702A1 |
| DE 1427989 А, 03.04.1969. | |||

