Изобретение относится к способу изготовления ромбоидных лопаток для осевых лопаточных машин и заготовке для осуществления способа, имеющих признаки, указанные в ограничительной части пунктов 1 и 5 формулы изобретения.
Ромбоидные лопатки применяются в качестве рабочих и направляющих лопаток в осевых лопаточных машинах, например, турбинах и осевых компрессорах. Данные ромбоидные лопатки отличаются хвостом лопатки, поперечное сечение которого имеет форму ромбоида или параллелограмма с равными или попарно неравными по длине сторонами. Преимущество такой формы поперечного сечения заключается в том, что по сравнению с лопатками с прямоугольным хвостом по периферии ротора или статора осевой лопаточной машины можно разместить больше лопаток.
С давних пор при изготовлении лопаток на заводе-изготовителе исходили из горячекатаного прямоугольного плоского стального прутка или широкополосной стали, из которой путем обработки резанием изготовляли лопатку из сплошного материала. Прямоугольный плоский стальной пруток и широкополосную сталь можно изготовить прокаткой просто и тем самым без больших затрат. Снимая определенные минимальные количества, изготовитель готов выполнять изделия, имеющие габариты по желанию заказчика. Для прочности во всех прутках лопатка по длине должна быть расположена по направлению прокатки. Обычно в соответствии с максимальными габаритами лопатки плюс припуски на обработку определяется прямоугольный плоский стальной пруток. При этом в прутке размещена только одна лопатка. Затем прямоугольный плоский стальной пруток обрабатывают со всех сторон для получения необходимой ромбоидной формы поперечного сечения лопатки. В зависимости от величины угла ромбоида необходимо срезать очень много материала до получения необходимой заготовки для лопатки.
Лопатки меньших габаритов некоторые заводы-изготовители изготовляют из широкополосных сталей. При этом в одном прутке размещено несколько лопаток. Посредством наклонной резки широкополосную сталь разрезают в соответствии с количеством лопаток на несколько ромбоидных частей, которые после этого фрезеруют до габаритов необходимой заготовки для лопатки. Преимуществом широкополосных сталей является их гибкое применение к большому количеству типов лопаток и связанная с этим экономия расходов на складирование. Благодаря возможности разрезания широкополосной стали на ромбоидные полосы экономятся расходы на материал и обработку по сравнению с обычным плоским стальным прутком. Недостатком являются общие все еще высокие затраты на резание и фрезерование прутков.
В основу изобретения положена задача создать способ и заготовку, с помощью которых становится возможным изготовить ромбоидные лопатки осевых лопаточных машин с меньшими затратами.
Задача в способе согласно изобретению решается в соответствии с отличительными признаками пункта 1 формулы изобретения. Заготовка является предметом изобретения по пункту 5. Предпочтительные варианты осуществления изобретения приведены в зависимых пунктах формулы изобретения.
В изобретении взят за основу прутковый исходный материал, изготовленный горячей деформацией, например горячей прокаткой, фасонной ковкой, объемной штамповкой или горячим прессованием, имеющий ромбоидное поперечное сечение, который при изготовлении дороже проката прямоугольного сечения. Данный материал обладает преимуществом только при специальном применении для изготовления лопаток в качестве рабочих и направляющих лопаток осевых лопаточных машин, так как он соответствует ромбоидной форме лопаток. Благодаря этому уменьшаются расходы на изготовление, имеющее целью доводку лопаток до необходимых окончательных размеров фрезерованием из сплошного материала.
Пример осуществления изобретения изображен на чертеже и ниже поясняется более подробно. Показано:
Фиг.1 - вид рабочей лопатки спереди,
Фиг.2 - вид по фиг.1 в направлении А,
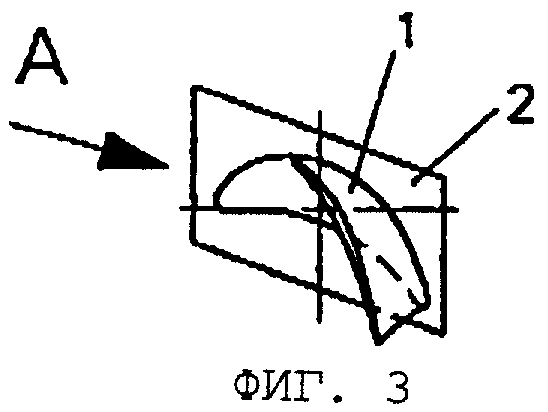
Фиг.3 - вид сверху фиг.1,
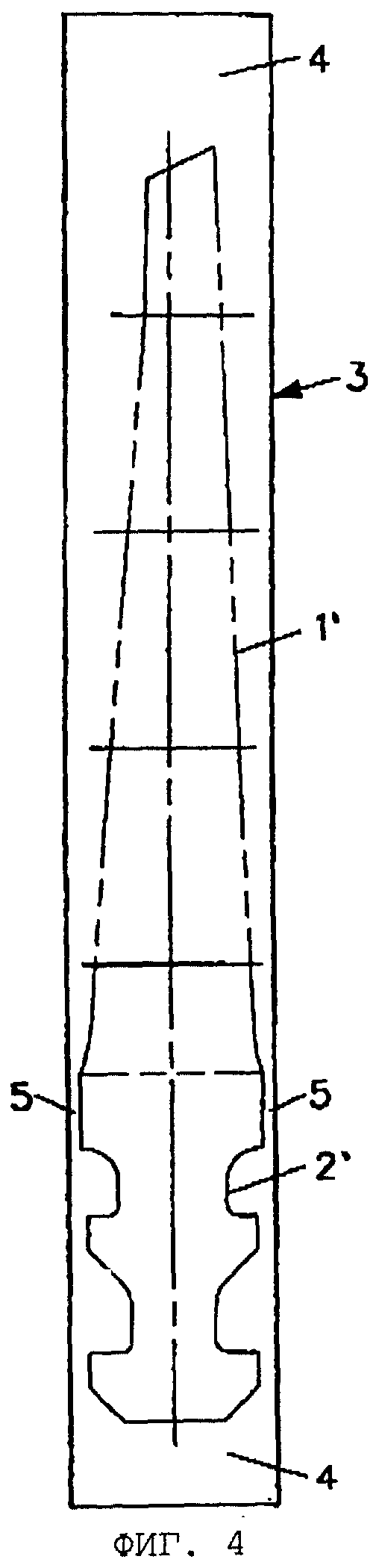
Фиг.4 - вид спереди заготовки для изготовления рабочей лопатки согласно фиг.1-3,
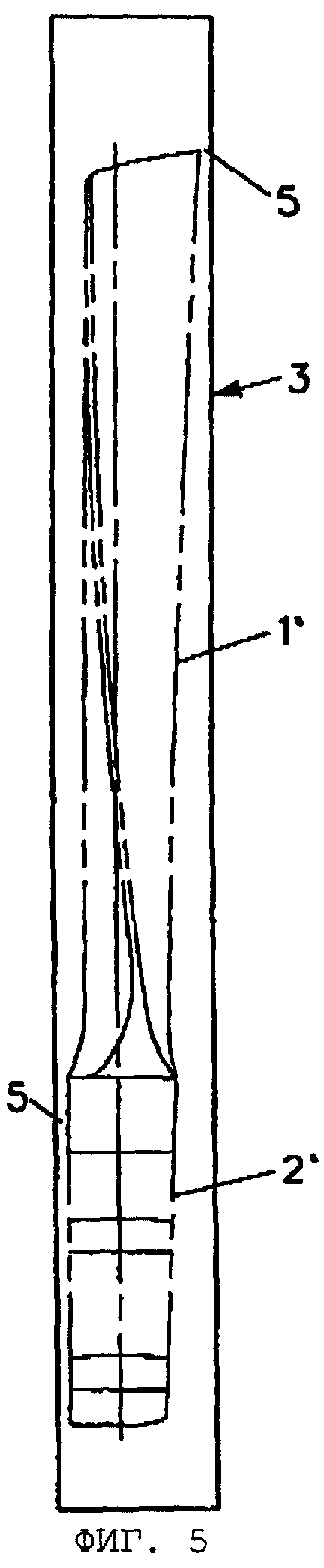
Фиг.5 - вид согласно фиг.4 в направлении В и
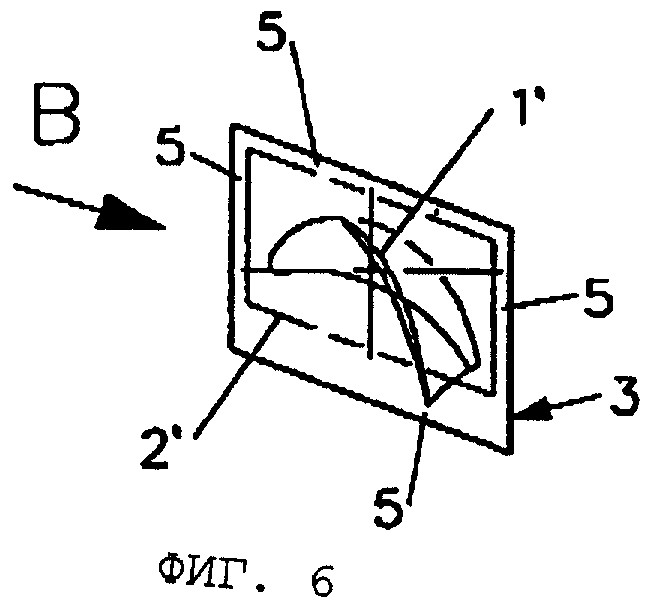
Фиг.6 - вид сверху фиг.4.
Рабочая лопатка турбины или осевого компрессора состоит из рабочей стороны 1 лопатки обтекаемой формы и хвоста 2 лопатки. Хвост 2 лопатки имеет коническую форму, которая в изображенном примере выполнена в виде бойка двойного молотка. Коническими хвостами 2 рабочие лопатки удерживаются в припасованном выполненном по окружности пазу ротора турбины, причем хвосты 2 лопатки не прикасаются друг к другу.
Поперечное сечение хвоста 2 лопатки имеет форму ромбоида или параллелограмма. Вместо ромбоида хвост лопатки может иметь форму ромба. Наибольшее поперечное сечение во всех рабочих и направляющих лопатках осевых лопаточных машин обычно бывает в виде сверху. При этом из максимальных размеров хвоста 2 лопатки, рабочей стороны 1 лопатки и бандажа, выполненного на профильном конце на вершине лопатки, исчисляется максимальное поперечное сечение. В изображенной лопатке поперечное сечение указано на фиг.3.
Направляющая лопатка лопаточных машин не изображена. Она также имеет обтекаемую рабочую сторону и конический хвост.
Лопатка выполняется таким образом, что изображенная на фиг.1-3 форма лопатки выполняется из заготовки 3 резанием (фрезерованием) из сплошного материала. Заготовка 3 показана на фиг.4-6, причем контур рабочей стороны изготовляемой лопатки указан линиями 1' и 2'. Заготовку 3 отделяют в виде прутка из вытянутого выполненного горячей деформацией исходного материала. Длина заготовки 3 соответствует длине лопатки или больше длины лопатки на концы крепления 4.
Форма поперечного сечения пруткового исходного материала соответствует поперечному сечению хвоста 2 лопатки и представляет собой также ромбоид с такими же углами между сторонами, как и у хвоста лопатки. Поперечное сечение пруткового исходного материала больше максимального поперечного сечения лопатки только на величину минимального припуска 5 на обработку, например на 2 мм.
При требуемых в настоящее время технологией вариантах изготовления заготовка 3 крепится в пакетных фрезерных станках с пятью осями ЧПУ. На этом станке можно фрезеровать лопатку, то есть рабочую сторону 1 лопатки и хвост 2 лопатки, в приспособлении для крепления до обоих зажимных концов 4 до готового состояния. Благодаря описанной ромбоидной форме заготовки 3 время обработки на фрезерном станке сокращается, так как рабочие операции, необходимые прежде при применении прямоугольных плоских стальных прутков, для ромбоида отпадают.
Прутковый исходный материал, из которого выполняют заготовку, изготовляют горячей прокаткой на линии клетей прокатного стана, которая калибрована в соответствии с формой поперечного сечения заготовки.
Для изготовления горячекатаного исходного материала по экономическим и технологическим причинам со стороны изготовителю требуется снимать минимальное количество материала. Кроме того, для некоторых форм лопатки невозможно изготовить соответствующий прутковый исходный материал посредством горячей прокатки. Поэтому в обоих вышеуказанных случаях заготовку изготовляют исходя из исходного материала при последней операции формоизменения путем объемной штамповки или горячим прессованием, или фасонной ковкой. При объемной штамповке или горячем прессовании ромбоидную заготовку выполняют в многоместных полостях под действием давления. Длина прутка соответствует длине лопатки плюс припуск на обработку. При фасонной ковке применяют матрицу из двух частей, открытую с обеих сторон, которая имеет форму поперечного сечения заготовки. Формообразование производится путем вытяжки с утончением детали посредством чередующихся значений давления обжатия с поперечными к продольной оси линиями прессования. Обрабатываемое в заготовку изделие равномерно пропускается через открытую с обеих сторон матрицу. Оба способа осуществляются с помощью молотов или прессов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ОСЕВЫХ ЛОПАТОЧНЫХ МАШИН (ВАРИАНТЫ) | 2007 |
|
RU2354524C2 |
| РОТОР ТУРБИНЫ, А ТАКЖЕ СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2375589C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2257277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИГНАННЫХ ГИДРОАЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2199015C2 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2759280C1 |
| Способ получения заготовки лопатки газотурбинного двигателя для линейной сварки трением | 2016 |
|
RU2631231C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНКОВ ФЕХТОВАЛЬНОГО ОРУЖИЯ | 1999 |
|
RU2174559C2 |
| Способ и устройство для штамповки моноколес | 2018 |
|
RU2715761C1 |

Изобретение относится к способу изготовления ромбоидных лопаток для осевых лопаточных машин и заготовке для осуществления способа, при этом обеспечивает уменьшение расходов на изготовление за счет доводки лопаток до необходимых окончательных размеров фрезерованием из сплошного материала. Это достигается тем, что ромбоидная лопатка, состоящая из хвоста (2) лопатки с ромбоидным поперечным сечением и рабочей стороны (1) лопатки, для осевых лопастных машин изготавливается из заготовки (3) обработкой резанием. Заготовка (3) отделяется из горячекатаного или кованого пруткового исходного материала, поперечное сечение которого имеет форму ромбоида, который соответствует форме поперечного сечения ромбоидного хвоста (2) лопатки и со всех сторон больше максимального поперечного сечения лопатки только на минимальный припуск на обработку. 2 н. и 3 з.п. ф-лы, 6 ил.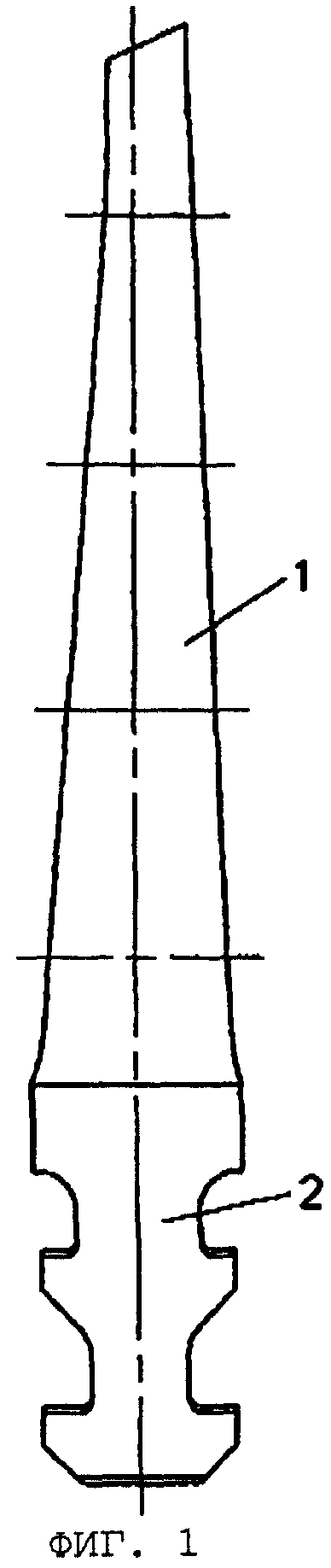
| СПОСОБ ПРИГОТОВЛЕНИЯ КОНСЕРВОВ "КОТЛЕТЫ РУБЛЕНЫЕ ИЗ КРОЛИКА С ГАРНИРОМ И КРАСНЫМ ОСНОВНЫМ СОУСОМ" | 2012 |
|
RU2485827C1 |
| Устройство для извлечения податливой крепи | 1980 |
|
SU926312A1 |
| 1972 |
|
SU418618A1 | |
| Рабочее колесо осевого компрессора | 1986 |
|
SU1370320A1 |
| Передача с промежуточными звеньями | 1985 |
|
SU1335757A1 |
| ЭНЕРГОЭФФЕКТИВНОЕ ОТАПЛИВАЕМОЕ ЗДАНИЕ С ТЕПЛИЦЕЙ | 2015 |
|
RU2606891C1 |

