Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении стержневых деталей с головками.
Известен способ изготовления стержневых деталей с утолщением, включающий размещение части нагретой мерной заготовки в подвижной подпружиненной в осевом направлении матрице, имеющей возможность перемещения в направлении, совпадающем с направлением перемещения пуансона, формирование утолщения (см. а.с. СССР №1690935, кл. В 21 J 5/08).
Однако известный способ изготовления стержневых деталей с утолщением, осуществляемый при различных скоростях перемещения матрицы и пуансона, значительно усложняет конструкцию технологической оснастки с независимыми приводами и прессового агрегата, не позволяет проводить штамповку на быстроходных пресс-автоматах.
Наиболее близким по технической сущности к предлагаемому изобретению является способ изготовления стержневых деталей с утолщением, включающий размещение части нагретой заготовки в подвижной подпружиненной в осевом направлении матрице, имеющей возможность перемещения в направлении, совпадающем с направлением перемещения пуансона, формирование утолщения (см. Охрименко Я.М. Технология кузнечно-штамповочного производства. М.: Машиностроение. 1976, с.418, рис.270).
Однако известный способ изготовления стержневых деталей с утолщением реализуется с помощью сложной технологической оснастки и сложного прессового агрегата, не позволяет проводить штамповку на быстроходных пресс-автоматах.
Задачей настоящего изобретения является разработка нового способа изготовления стержневых деталей с утолщением, позволяющего реализовать его с помощью простой технологической оснастки на быстроходных пресс-автоматах.
Для решения указанной задачи способ изготовления стержневых деталей с утолщением включает размещение части нагретой мерной заготовки в подвижной подпружиненной в осевом направлении матрице, имеющей возможность перемещения в направлении, совпадающем с направлением перемещения пуансона, формирование утолщения.
В отличие от прототипа дополнительно проводят формирование стержня, для чего размещение части заготовки в цельной матрице осуществляют с технологическим зазором. При формировании утолщения и стержня сначала проводят свободную осадку всей заготовки, затем одновременно с перемещением матрицы производят начальную стадию высадки утолщения и формирование стержня закрытой осадкой, производимой перемещением части заготовки в направлении, обратном перемещению пуансона и матрицы, после чего при неподвижной матрице производят заключительную стадию высадки утолщения.
Дополнительным отличительным признаком при проведении процесса штамповки по предложенному способу является использование мерной заготовки нагретой с одного конца, часть которой вместе с другим концом размещают в подвижной подпружиненной в осевом направлении матрице.
Другим дополнительным отличительным признаком является проведение одновременно с перемещением матрицы начальной стадии высадки утолщения и формирования ступенчатого с переходным участком стержня закрытой осадкой части нагретой с одного конца заготовки под воздействием другого конца заготовки.
Вышеизложенные общие, достаточные во всех случаях существенные признаки описываемого изобретения обеспечивают получение технического результата, заключающегося в реализации нового способа с помощью простой технологической оснастки в быстроходных пресс-автоматах.
Причинно-следственная связь между существенными признаками заявляемого изобретения и достигаемым техническим результатом состоит в следующем.
Размещение части заготовки в цельной матрице с технологическим зазором обеспечивает высокую надежность быстродействующего передающего механизма в момент переталкивания заготовки из его захватов в матрицу. Размещение заготовок в матрице с минимальными зазорами возможно только при ручном труде или при контроле операции переталкивания.
Проведение сначала свободной осадки всей заготовки, затем начальной стадии высадки утолщения и формирования стержня закрытой осадкой одновременно с перемещением матрицы предопределяет полное заполнение канала матрицы металлом заготовки и получение точных размеров детали без обязательного опережения перемещений матрицы и пуансона. Это дает возможность использовать простую конструкцию технологической оснастки, применяемой в быстроходных пресс-автоматах. Перемещение матрицы автоматически настраивается по соотношению усилий деформирования утолщения со стороны пуансона и усилий деформирования стержня со стороны выталкивателя.
Совокупность существенных отличительных признаков дает возможность использовать предложенный способ изготовления стержневых деталей с утолщением из мерных заготовок, нагретых с одного конца, с достижением того же технического результата - возможности изготовления деталей на быстроходных пресс-автоматах.
Особенно эффективно применение предложенного способа для изготовления детали со ступенчатым с переходным участком стержнем. Наличие различной пластичности металла на концах заготовки компенсируется переходным участком без понижения точности детали.
Для пояснения изобретения ниже приводятся примеры выполнения способа со ссылкой на прилагаемые чертежи, на которых:
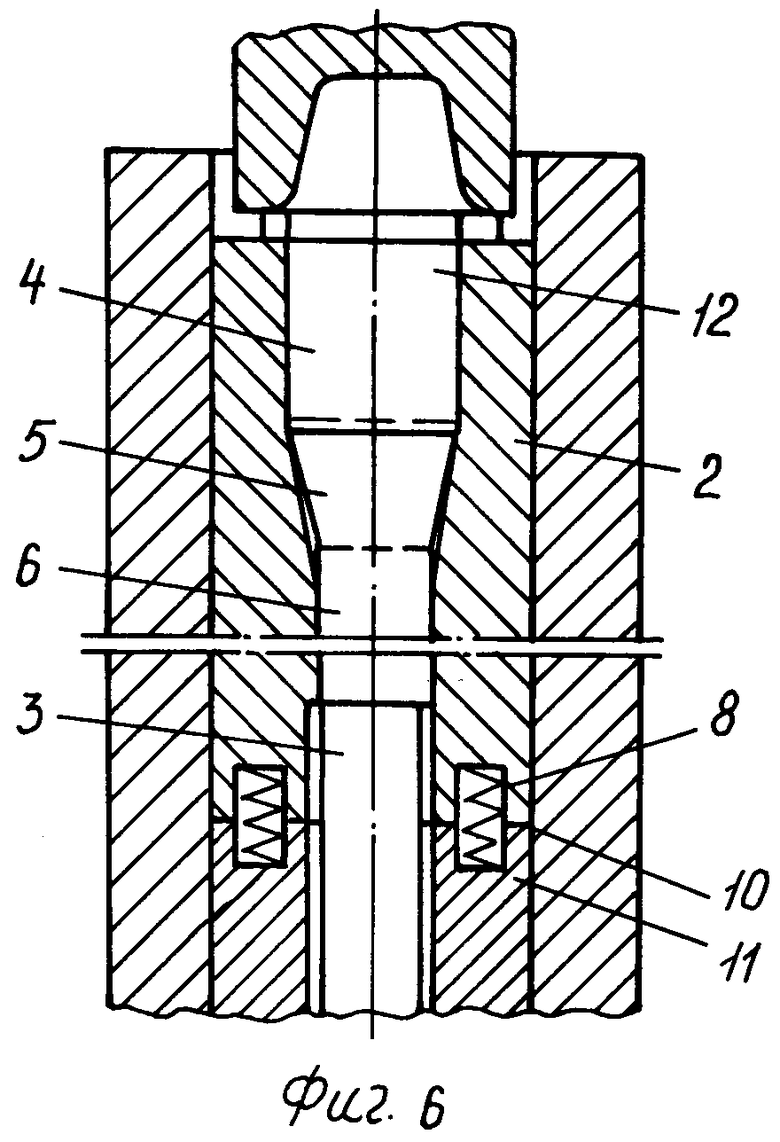
на фиг.1 представлена схема размещения заготовки в матрице;
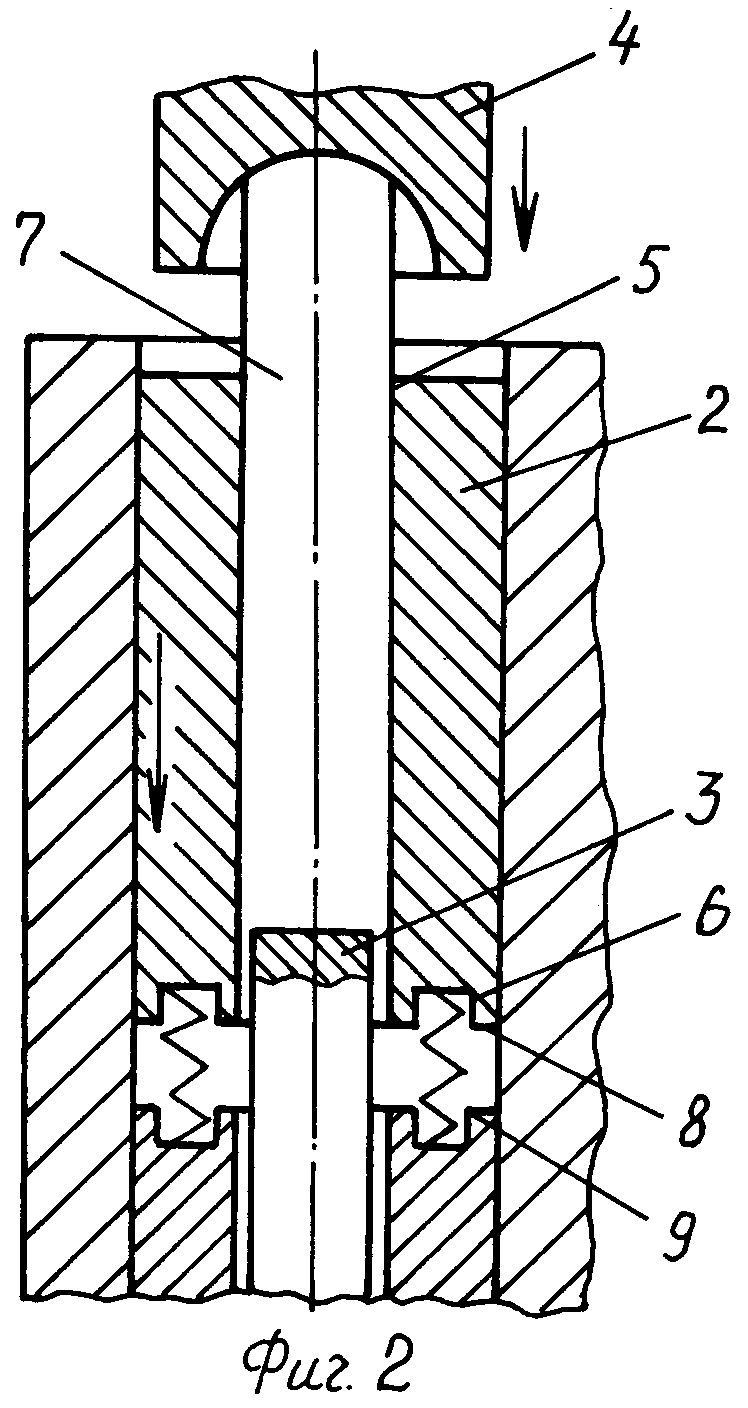
на фиг.2 - схема начальной стадии высадки;
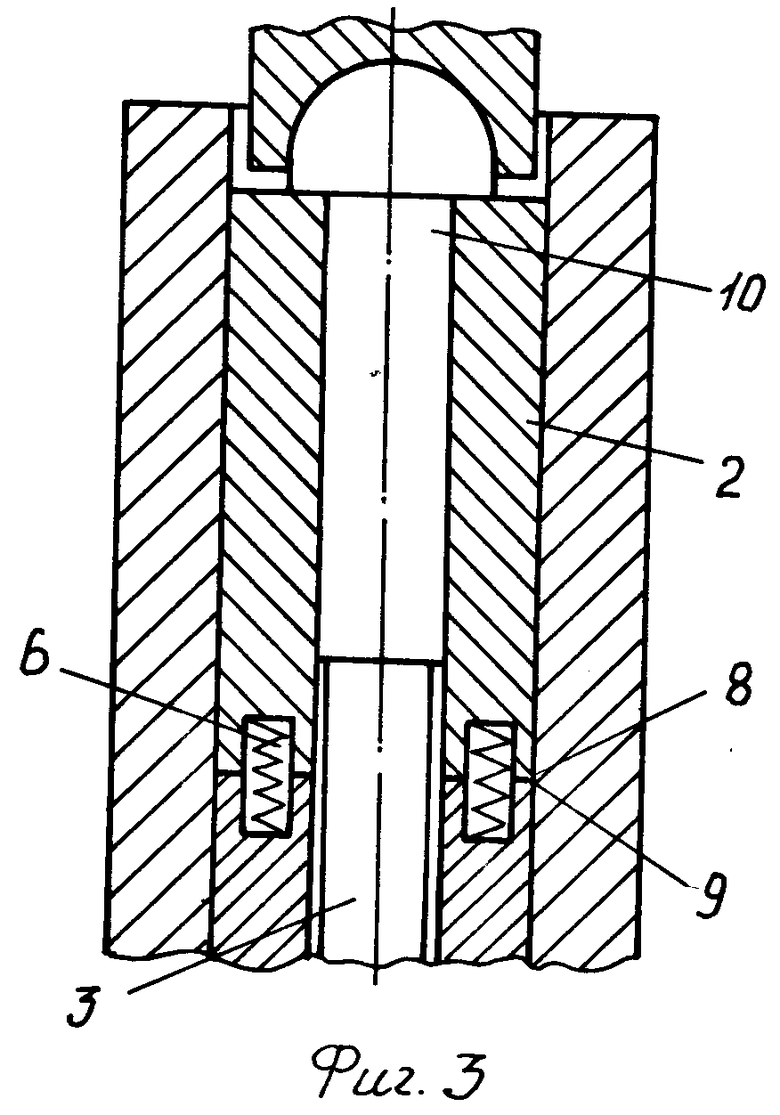
на фиг.3 - схема заключительной стадии высадки;
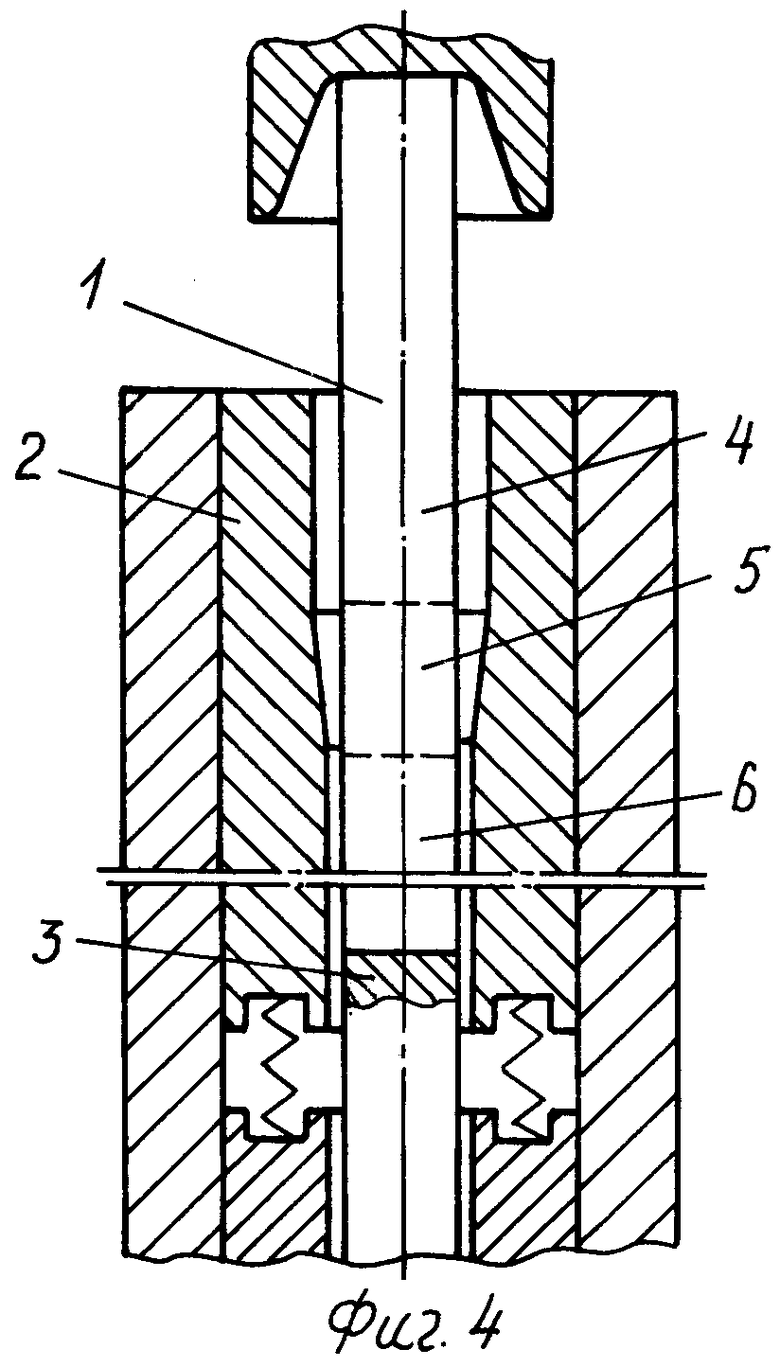
на фиг.4 - схема размещения в матрице нагретой с одного конца заготовки;
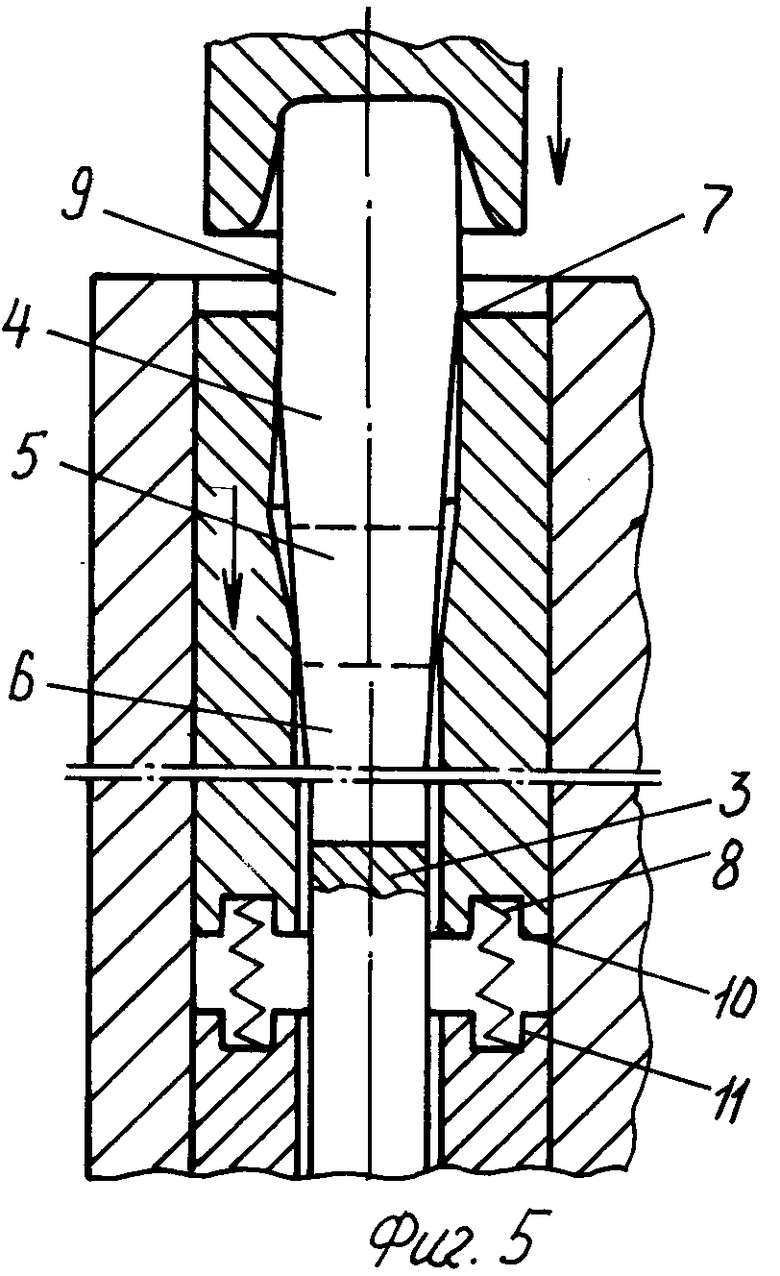
на фиг.5 - схема начальной стадии высадки;
на фиг.6 - схема заключительной стадии высадки.
Пример 1 осуществления способа изготовления деталей.
Нагретую до 980°С стальную заготовку 1 диаметром 21,65 мм размещают в цельной матрице 2 до упора в выталкиватель 3 (фиг.1). Диаметр канала матрицы - 22 мм. При давлении пуансона 4 сначала проводят свободную осадку всей заготовки. Затем, как только силы трения коснувшейся поверхности 5 канала матрицы 2 заготовки об эту поверхность превысят усилие сжатия пружины 6, осуществляется начальная стадия высадки утолщения и формирование стержня, в первую очередь примыкающего к утолщению, закрытой осадкой, производимой в направлении, обратном перемещению пуансона и матрицы (фиг.2). Формирование части 7 стержня диаметром 22 мм, примыкающей к образующемуся утолщению, начинается за счет металла, поступающего частично из объема образующегося утолщения, и частично из объема металла заготовки, находящейся в канале матрицы, при перемещении матрицы.
При образовании опорной поверхности утолщения дальнейшее формирование стержня происходит за счет металла, находящегося в канале матрицы. По мере перемещения пуансона и матрицы опорная поверхность утолщения увеличивается из-за увеличения сопротивления деформации оставшегося металла в матрице. Заключительную стадию высадки утолщения проводят после соприкосновения заднего торца 8 матрицы с неподвижным упором (фиг.3).
При обратном ходе пуансона матрица посредством пружин возвращается в исходное положение, а готовая деталь 10 выталкивателем удаляется из матрицы. Цикл повторяется.
Пример 2 осуществления способа изготовления детали со ступенчатым стержнем.
Нагретую с одного конца до 1000°С стальную заготовку 1 диаметром 21,8 мм размещают в цельной матрице 2 до упора в выталкиватель 3 (фиг.4).
Диаметр части канала матрицы для образования участка стержня меньшего диаметра - 22 мм, а части матрицы для образования участка стержня большего диаметра - 24 мм. Помимо нагретой до 1000°С части 4 заготовки в ней имеется часть 5 с пониженной температурой (переходная зона) и холодный конец 6.
При давлении пуансона сначала проводят свободную осадку нагретой части 4 заготовки. Затем, как только силы трения коснувшейся поверхности 7 канала матрицы 2 заготовки об эту поверхность превысят усилие сжатия пружины 8, осуществляется начальная стадия высадки утолщения и формирование стержня большего диаметра 24 мм, в первую очередь примыкающего к утолщению, закрытой осадкой, производимой в направлении, обратном перемещению пуансона и матрицы (фиг.5).
Формирование части 9 стержня диаметром 24 мм, примыкающей к образующемуся утолщению, начинается за счет металла, поступающего частично из объема образующегося утолщения и частично из объема металла заготовки, находящейся в канале матрицы, при перемещении матрицы.
При образовании опорной поверхности утолщения дальнейшее формирование стержня диаметром 24 мм происходит за счет металла части 4 заготовки, нагретого до 1000°С, и переходной зоны 5. По мере перемещения пуансона и матрицы производят формирование переходного конического участка за счет металла переходной зоны 5 и части металла граничного холодного конца 6 под его воздействием. В последний момент перемещения матрицы калибруют холодный конец стержня.
Заключительную стадию высадки утолщения проводят после соприкосновения заднего торца 10 матрицы с неподвижным упором 11 (фиг.6).
При обратном ходе пуансона матрица посредством пружин возвращается в исходное положение, а готовая деталь 12 удаляется из матрицы выталкивателем 3. Цикл повторяется.
Предлагаемый способ изготовления деталей может быть внедрен при организации производства путевых шурупов на линии горячей штамповки Л 316, включающей быстроходный пресс-автомат с числом ходов в минуту - 100.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий типа стержня с утолщением | 1985 |
|
SU1248717A1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2016691C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА | 2023 |
|
RU2819479C1 |
| Способ высадки утолщений на стержневых заготовках | 1987 |
|
SU1479196A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Устройство для штамповки осесимметричных деталей с удлиненной осью | 2016 |
|
RU2628596C1 |
| Способ изготовления стержневых деталей с утолщением | 1988 |
|
SU1690935A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2017 |
|
RU2645814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 1992 |
|
RU2006334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении стержневых деталей с головками. Способ включает размещение части нагретой мерной заготовки в подвижной подпружиненной в осевом направлении матрице и формирование утолщения. Матрица имеет возможность перемещения в направлении, совпадающем с направлением перемещения пуансона. Дополнительно проводят формирование стержня, для чего размещение части заготовки в цельной матрице осуществляют с технологическим зазором. При формировании утолщения и стержня сначала проводят свободную осадку всей заготовки, затем одновременно с перемещением матрицы производят начальную стадию высадки утолщения и формирование стержня закрытой осадкой. Закрытую осадку производят перемещением части заготовки в направлении, обратном перемещению пуансона и матрицы. После этого производят высадку утолщения при неподвижной матрице. В результате обеспечивается создание способа изготовления стержневых деталей с утолщением, позволяющего реализовать его с помощью простой технологической оснастки на быстроходных пресс-автоматах. 2 з.п. ф-лы, 6 ил.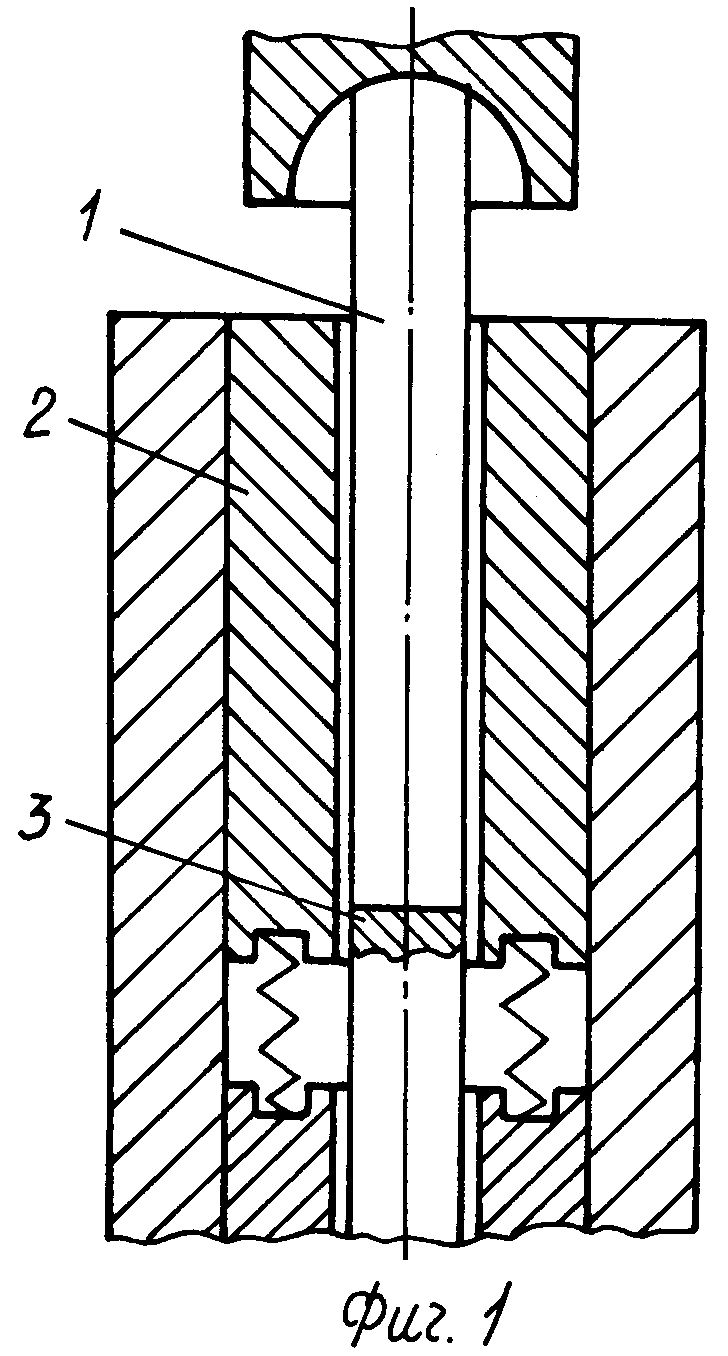
| ОХРИМЕНКО Я.М | |||
| Технология кузнечно-штамповочного производства | |||
| - М.: Машиностроение, 1976, с.418, рис.270 | |||
| Способ изготовления стержневых деталей с утолщением | 1988 |
|
SU1690935A1 |
| Способ изготовления из прутка изделий типа стержней с головками | 1973 |
|
SU451489A1 |
| Инструмент для изготовления деталей типа стержня с утолщением | 1982 |
|
SU1021512A1 |
| RU 2056206 С1, 20.03.1996 | |||
| US 4473738 A1, 25.09.1984 | |||
| DE 19737629 A1, 05.03.1998. | |||

