Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении стержневых деталей с утолщением, заготовки которых имеют штампуемый участок, превышающий ее диаметр более чем в 2-2,5 раза.
Цель изобретения - расширение технологических возможностей, улучшение качества получаемых деталей и увеличение стойкости инструмента,
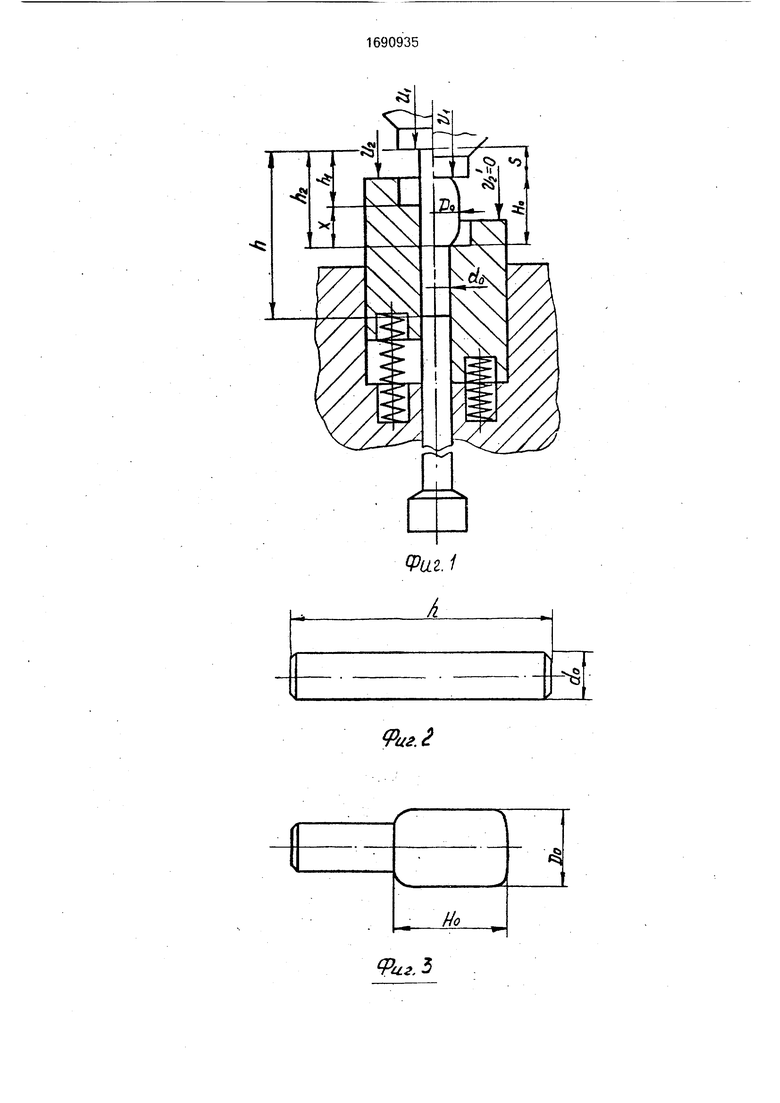
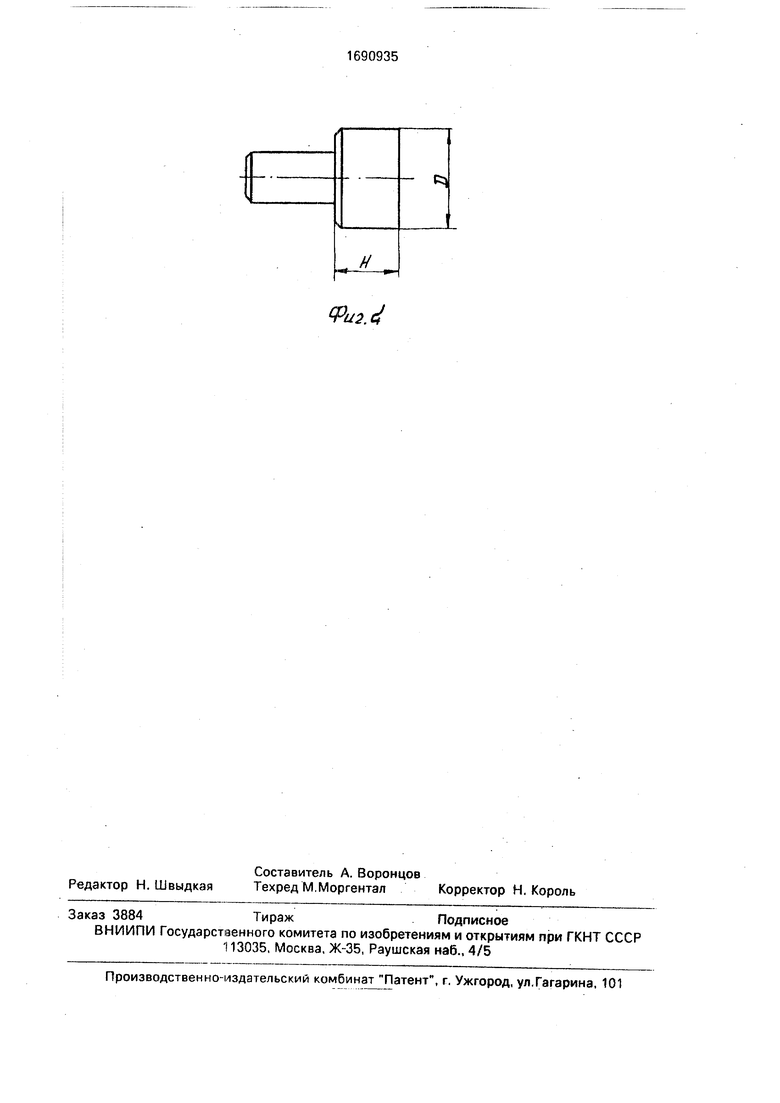
На фиг. 1 показана схема осуществления способа; на фиг. 2 - исходная заготовка; на фиг. 3 - поковка после поперечного выдавливания; на фиг. 4 - поковка после высадки.
Способ осуществляют следующим образом.
Нагретая до 800-850° С заготовка (фиг. 1) массой и качеством, отвечающим требованиям точной штамповки, и диаметром, равным диаметру отштампованного стержня, поступает на позицию штамповки, где осуществляется поперечное выдавливание утолщения стержня (фиг. 3). При этом матрица получает движение с большей скоростью, чем пуансон, и скорость матрицы определяется из условия сохранения продольной устойчивости деформируемой части стержня по формуле, определяемой из следующих зависимостей.
Скорость движения матрицы
и х
где X - длина пути матрицы,
ON Ч О О
w
СП
t - время движения матрицы, Скорость движения пуансона
м S ,
где S - величина перемещения пуансона;
t - время движения пуансона.
При этом длина деформируемой части заготовки
h2 hi + X S + H0,
где hi - длина деформируемой части заготовки в начальный период поперечного выдавливания;
Н0 - длина утолщения (набора металла). Ц Но do Do
где К 2 - принятое известное условие текущей продольной устойчивости, при котором Но hi в процессе поперечного выдавливания, а значит, и 1)2 Ui.
Из равенства hi + X S + Н0 находим X
X S + Ho-hi или
Тогда .,
X Ui(1 + -°s h1 )
Из условия равенства времени движения пуансона и матрицы находим
(1 + ).
Из условия равенства объемов металла до деформирования и после деформирования находим -j do ha -т Do Н0 , где d0 - диаметр стержня заготовки.
Тогда из условия -г- -рг2- К получаQO LJo
ем h h2 Н2, Н0 , откуда Н03 hi2 ha или Но {h2i h2)1/3. Следовательно,
ua + )s1/3-h2 После набора металла процесс поперечного выдавливания заканчивается (U2 0) и затем происходит высадка головки (фиг. 4).
Движение подвижной матрицы с большей скоростью, чем скорость пуансона, определяют по формуле при условии сохранения продольной устойчивости, что позволяет произвести набор металла в головку стержня большого диаметра из заготовки длиной LO 2, уменьшить трение матрицы и заготовки, увеличить качество деталей, снизить удельные давления на инструмент.
Пример. Из штучной заготовки (сталь 40х) диаметром Ь0 9,5мм и длиной h 71,8 мм (фиг. 1) на первой стадии процесса штамповки поперечным выдавливанием при 850°
С при отношении свободной длины штампуемой части (hi 19 мм) к диаметру (d0 9,5 мм), равном 2,0 (это является условием продольной устойчивости для данного примера), производят набор металла в утолщение
(для требуемого набора диаметром D0 11,3 мм из заготовки диаметром do 9,5 мм требуется длина заготовки П2 36 мм, при этом отношение длины к диаметру равно 3,7, что превышает условие продольной устойчивости, скорость деформирования при этом равна 0,25 м/с). Поэтому набор металла в утолщение производят путем движения матрицы со скоростью, определенной по указанной формуле
U2 0,34 м/с.
В конце процесса поперечного выдавливания получают утолщение диаметром D0 11,3 мм и длиной Н0 23,5мм
н (-рр 2,0). Затем производят высадку
головки диаметром 18 мм и высотой 10 мм. Формула изобретения Способ изготовления стержневых деталей с утолщением, включающий размещение части заготовки в подвижной подпружиненной в осевом направлении матрице, имеющей возможность перемещения в направлении, совпадающем с направлением перемещения пуансона, высадку
утолщения, отличающийся тем, что, с целью расширения технологических возможностей, улучшения качества получаемых деталей и увеличения стойкости инструмента, матрицу перемещают со скоростью, превышающей скорость перемещения пуансона и удовлетворяющей соотношению
Ua
Ui
1+(hbh2)1/3 -hi
1
где Ui - скорость перемещения пуансона;
U2 - скорость перемещения матрицы;
Ui - длина высаживаемой части заго- товки в начальный период высадки;
h2 - длина высаживаемой части заготовки, необходимая для набора металла утолщения детали;
S - расстояние перемещения пуансона.
Ј
N О
S4JL
f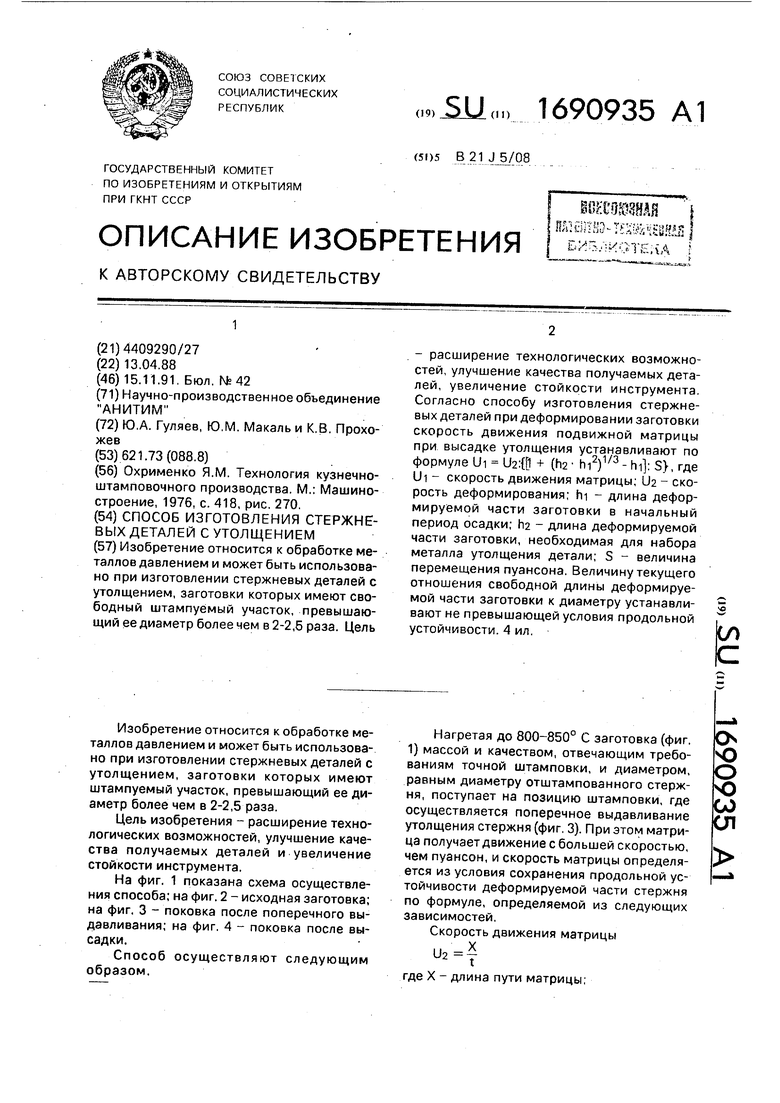

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБКАТЫВАНИЕМ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2085321C1 |
| Устройство для штамповки осесимметричных деталей с удлиненной осью | 2016 |
|
RU2628596C1 |
| Способ изготовления изделий с головками из стержневых заготовок | 1989 |
|
SU1648617A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| Способ изготовления стержневых деталей | 1985 |
|
SU1311828A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ КОНЦЕВОГО РЕЖУЩЕГО И СТЕРЖНЕВОГО ШТАМПОВОЧНОГО ИНСТРУМЕНТОВ | 2007 |
|
RU2359776C2 |
| Способ изготовления изделий типа стаканов с наружными боковыми выступами | 1979 |
|
SU1026923A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении стержневых деталей с утолщением, заготовки которых имеют свободный штампуемый участок, превышающий ее диаметр более чем в 2-2,5 раза. Цель - расширение технологических возможностей, улучшение качества получаемых деталей, увеличение стойкости инструмента Согласно способу изготовления стержневых деталей при деформировании заготовки скорость движения подвижной матрицы при высадке утолщения устанавливают по формуле Ui + (ha- hi2)173- S, где Ui - скорость движения матрицы, U2 - скорость деформирования; hi - длина деформируемой части заготовки в начальный период осадки; ha - длина деформируемой части заготовки, необходимая для набора металла утолщения детали; S - величина перемещения пуансона. Величину текущего отношения свободной длины деформируемой части заготовки к диаметру устанавливают не превышающей условия продольной устойчивости. 4 ил.
Фи2.с
| Охрименко Я.М | |||
| Технология кузнечно- штамповочного производства | |||
| М.: Машиностроение, 1976, с | |||
| Способ пропитывания дерева | 1925 |
|
SU418A1 |
| Приспособление для уменьшения дымовой тяги паровоза | 1920 |
|
SU270A1 |
