Изобретение относится к транспортному машиностроении, в частности к автомобилестроению.
Известны способ изготовления сборочно-сварочного кондуктора (смотри описание изобретения к патенту N 2135341, МКИ B 23 K 37/04, B 62 D 23/00), в котором сборку кондуктора осуществляют путем взаимосвязи нескольких составных частей, выверенных посредством контрольных элементов, связывающих базовые элементы составных частей кондуктора с рабочими блочками, имитирующими теоретические поверхности кузова (пола и боковых частей).
Кондуктор для выполнения этого способа состоит из центральной части, включашщей кондукторные узлы в виде закрепленных на кондукторных плитах рабочих блочков, установленной базовыми элементами на направляющие рельсы и зафиксированной узлами фиксации. Центральная часть выверена с использованием трехкоординатной измерительной машины в системе координат контрольными элементами. Боковые воротины установлены на опоры крепления и выверены контрольными элементами переносной измерительной машины.
Недостатком данного технического решения является высокая трудоемкость и соответственно стоимость изготовления.
Технический результат, достигаемый изобретением, состоит в снижении затрат на подготовку производства, снижение трудоемкости сборки и сварки составных частей кузова.
Для достижения поставленной задачи на центральную часть кондуктора устанавливают стойки с перекладиной, на концах которой размещают кондукторные узлы корпусов боковых воротин, рабочие блочки которых выверены размерно с рабочими блочками центральной части кондуктора, к кондукторным плитам присоединяют размерным соединением пластины переходников, подводят по направляющим до упора ориентированные в пространстве корпуса боковых воротин, торцы которых прослаблены до образования зазора с собранной центральной частью кондуктора, на боковые стороны корпусов боковых воротин накладывают платики переходников и прижимают торцами к пластинам, производят взаимное закрепление, отводят корпуса боковых воротин с закрепленными на них переходниками и кондукторными узлами, снимают с центральной части кондуктора стойки с перекладиной, при этом на центральной части закреплены стойки с перекладиной и введены переходники, состоящие из пластины и платиков, компенсирующие заложенные прослабления от номинальных размеров от корпусов боковых воротин, установленных на направляющих с упорами, ориентирующих указанные корпуса в пространстве.
Способ поясняется фиг. 1-5.
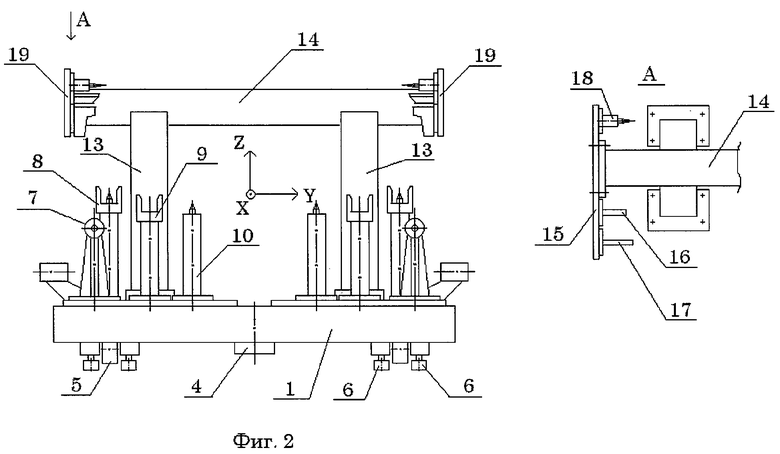
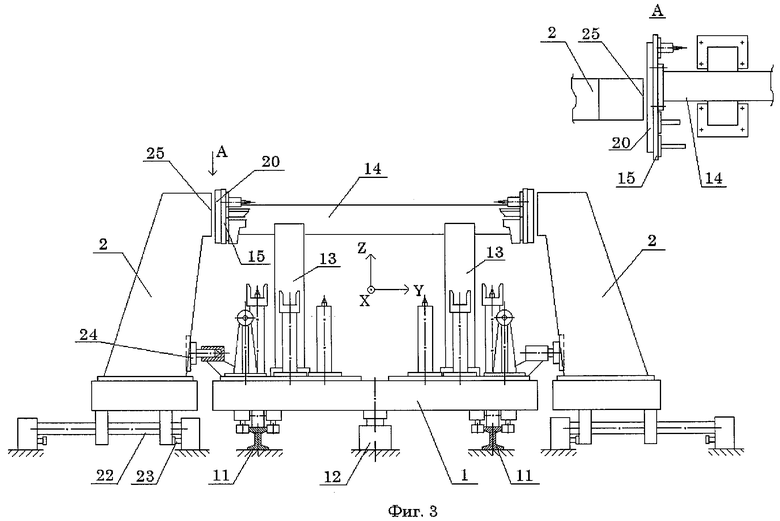
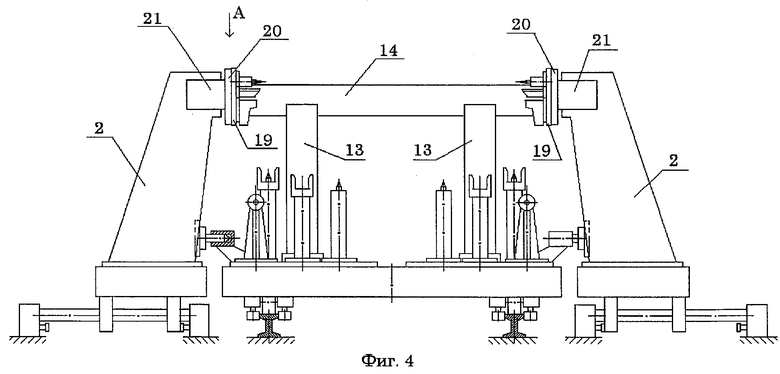
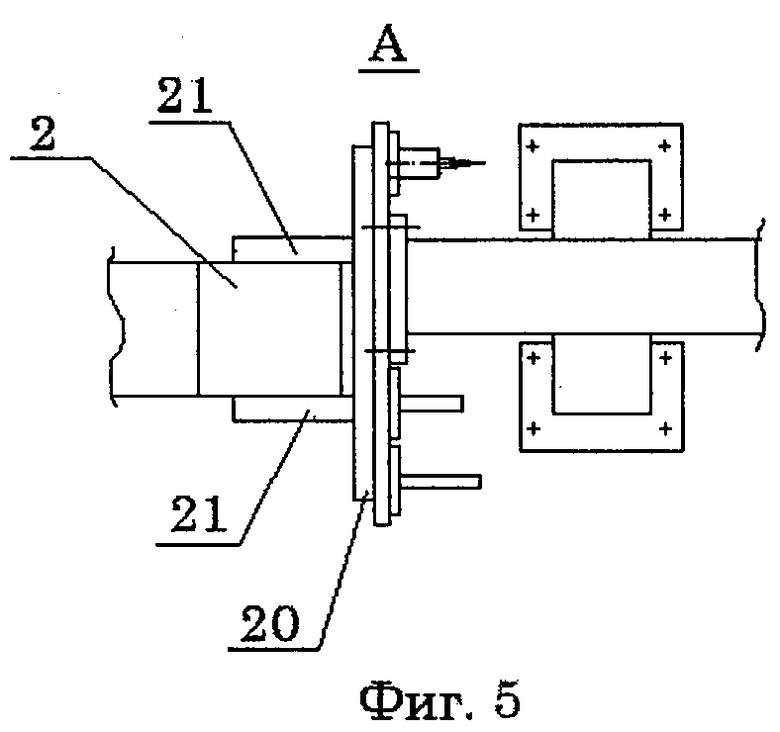
Кондуктор для сборки - сварки кузовов автомобиля состоит из центральной части 1 и двух корпусов боковых воротин 2, в конструкцию которых входят переходники 3 (см. Фиг.1). Центральная часть содержит базовые элементы 4, 5, 6, ориентирующие ее в пространстве, размерно они связаны с рабочими блочками 7, 8, 9 и 10, имитирующими теоретические поверхности кузова (пол) в системе координат X, Y, Z (см. Фиг.2). Базовыми элементами центральная часть установлена на направляющих 11 и зафиксирована запорным механизмом 12 (см. Фиг.3).На центральной части закреплены стойки 13 с перекладиной 14, на концах которых смонтированы кондукторные плиты 15 с рабочими блочками 16,17 и 18, выверенные в той же системе координат, имитирующие теоретические поверхности кузова (боковые части). Кондукторные плиты с рабочими блочками составляют кондукторные узлы 19 корпусов боковых воротин кондуктора. Имеются переходники, состоящие из пластины 20 и платиков 21. Корпуса боковых воротин 2 установлены на направляющих 22 с упорами 23, ориентирующих в пространстве и узлами 24 взаимной фиксации с центральной частью кондуктора.
Способ сборки кондуктора проводят следующим образом. Центральную часть 1 с закрепленными на ней кондукторными узлами с рабочими блочками 7, 8, 9 и 10 устанавливают базовыми элементами 4, 5 и 6 на направляющие рельсы 11 и закрепляют запорным механизмом 12. На центральную часть 1 устанавливают стойки 13 с перекладинами 14, на концах которых размещают кондукторные узлы 19 боковых частей кондуктора, рабочие блочки 16, 17 и 18 которых выверены размерно с рабочими блочками 7, 8, 9 и 10 центральной части 1 кондуктора. К кондукторным плитам 15 присоединяют разъемным соединением пластины 20 переходников 3. Подводят по направляющим 23 до упора 24 ориентированные в пространстве корпуса боковых воротин 2, торцы 25 которых прослаблены до образования зазора с собранной центральной частью 1. На боковые стороны корпусов боковых воротин 2 накладывают платики 21 переходников 3 и прижимают торцами к пластинам 20, производят взаимное закрепление. Отводят корпуса боковых воротин 2 с закрепленными на них переходниками 3 и кондукторными узлами 19, снимают с центральной части 1 стойки 13 с перекладиной 14.
Сборка и наладка кондуктора завершена.
Использование описанного технического решения позволит снизить трудоемкость, значительно сократить время сборки и стоимость изготовления кондуктора. Это достигается за счет исключения выверки корпусов боковых воротин кондуктора с центральной частью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРОЧНО-СВАРОЧНОГО КОНДУКТОРА | 1998 |
|
RU2135341C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРОЧНО-СВАРОЧНОГО КОНДУКТОРА КУЗОВНЫХ ДЕТАЛЕЙ ТРАНСПОРТНЫХ СРЕДСТВ ПРИ ПЕРЕХОДЕ С ОДНОЙ МОДЕЛИ НА ДРУГУЮ | 2002 |
|
RU2219034C1 |
| Способ сборки кузовов вагонов с рамами малой жесткости | 2022 |
|
RU2797221C1 |
| СПОСОБ СБОРКИ ИНТЕРЬЕРА САЛОНА ПАССАЖИРСКОГО САМОЛЕТА | 2003 |
|
RU2240962C2 |
| СПОСОБ НАЛАДКИ СБОРОЧНО-СВАРОЧНОГО КОНДУКТОРА | 2002 |
|
RU2218258C1 |
| СПОСОБ СБОРКИ И СВАРКИ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА ИЗ КУЗОВНЫХ УЗЛОВ | 2000 |
|
RU2174068C1 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
| Устройство для сборки и сварки кузовов легковых автомобилей | 1978 |
|
SU763056A1 |
| ИМПУЛЬСНЫЙ МАГНИТОЭЛЕКТРИЧЕСКИЙ ГЕНЕРАТОР, СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО СБОРКИ | 2002 |
|
RU2226029C2 |
| Кондуктор для сверления отверстий | 1983 |
|
SU1152720A1 |
Изобретение относится к транспортному машиностроению, а именно к автомобилестроению. На направляющие рельсы устанавливают базовыми элементами центральную часть кондуктора с установленными и выверенными кондукторными узлами. Узлы состоят из кондукторных плит и рабочих блочков. На центральную часть кондуктора устанавливают стойки с перекладиной, на концах которой размещают кондукторные узлы корпусов боковых воротин, рабочие блочки которых выверены размерно с рабочими блочками центральной части кондуктора. К кондукторным плитам присоединяют разъемным соединением пластины переходников. Подводят по направляющим до упора ориентированные в пространстве корпуса боковых воротин, торцы которых прослаблены до образования зазора с собранной центральной частью кондуктора. На боковые стороны корпусов боковых воротин накладывают платики переходников и прижимают торцами к пластинам. После взаимного закрепления отводят корпуса боковых воротин с закрепленными на них переходниками и кондукторными узлами, снимают с центральной части кондуктора стойки с перекладиной. Это позволит повысить производительность за счет значительного сокращения времени сборки. 2 н.п. ф-лы, 5 ил.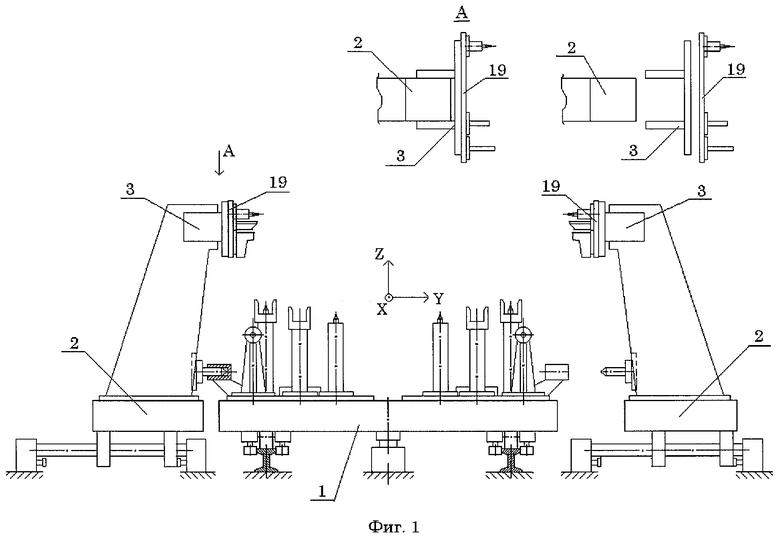
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРОЧНО-СВАРОЧНОГО КОНДУКТОРА | 1998 |
|
RU2135341C1 |
| Кондуктор для сборки и сварки изделий | 1986 |
|
SU1380890A1 |
| Устройство для сборки и сварки кузовов легковых автомобилей | 1978 |
|
SU763056A1 |
| Кондуктор для сборки и сварки кабин грузовых автомобилей | 1980 |
|
SU946870A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |

