Изобретение относится к транспортному машиностроению, в частности к автомобилестроении.
Известен способ наладки сборочно-сварочных кондукторов с использованием трехкоординатной измерительной машины (смотри патент 2135341, МКИ В 23 К 37/00, "Способ изготовления сборочно-сварочного кондуктора"), в котором кондуктор устанавливают на контрольную плиту трехкоординатной измерительной машины и выверяют в заданной системе координат базовые элементы (кондукторные плиты, стойки и базовые блочки) кондуктора, имитирующие теоретические поверхности кузова.
Данный способ, несмотря на высокую точность наладки сборочно-сварочного кондуктора и его изготовление, не гарантирует достаточной точности получаемого изделия, так как тонколистовые штампованные детали не обладают достаточной жесткостью и для них характерны пружинение, деформация, частичная потеря формы, Кроме того, действуя базовыми блочками и прижимами кондуктора на отдельные участки закладываемых в кондуктор штампованных деталей, можно вызвать деформацию соседних, свободных, незажатых участков деталей.
Сущностью технического результата, на решение которого направлено изобретение, является получение в процессе наладки более точного сборочно-сварочного кондуктора, что улучшит геометрические параметры получаемого кузова, и в итоге повысится качество автомобиля.
Средство достижения поставленной задачи состоит в том, что в предлагаемом способе наладки сборочно-сварочного кондуктора после окончательной выверки всех базовых элементов кондуктора, обеспечивающего его расположение в пространстве, и подгонки прижимов, производится наладка кондуктора по штампованным деталям, для чего в него закладывают штампованные детали, предназначенные для сварки, фиксируют детали прижимами и затем измеряют на трехкоординатной измерительной машине элементы, характеризующие форму и размер изделия, определяют зоны завышенных отклонений и корректируют кондуктор для их устранения.
Сущность предлагаемого способа поясняется чертежами.
На фиг.1 показана схема расположения базовых блочков кондуктора.
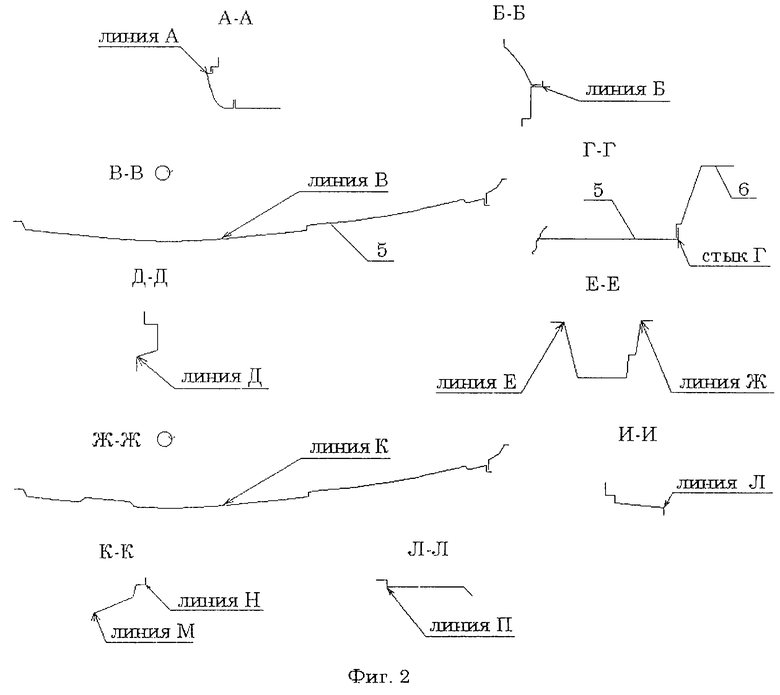
На фиг.2 показаны сечения деталей, составляющих изделие (в данном случае боковину кузова микроавтобуса) и элементы (линии), характеризующие форму и размеры изделия.
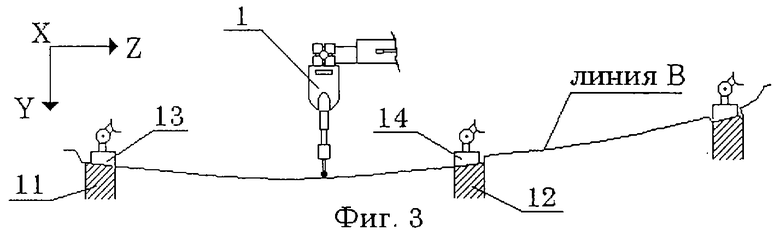
На фиг. 3 в качестве примера показано сечение В-В боковины со схемой расположения базовых блочков.
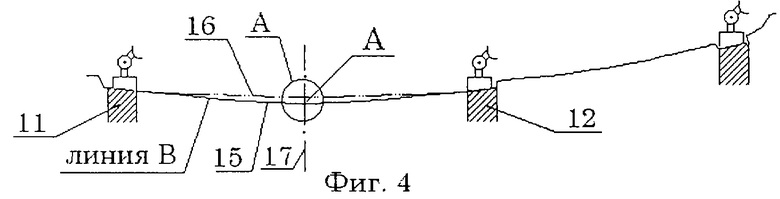
На фиг.4 показаны результаты сканирования поверхности детали с симметричными отклонениями.
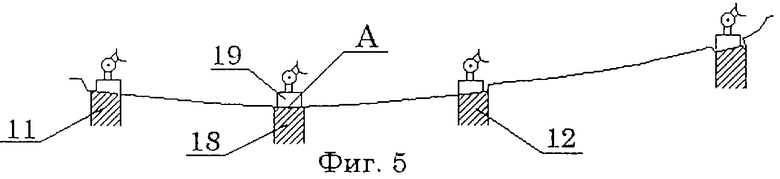
На фиг.5 показан способ устранения симметричных отклонений за счет введения дополнительного базового блочка и прижима.
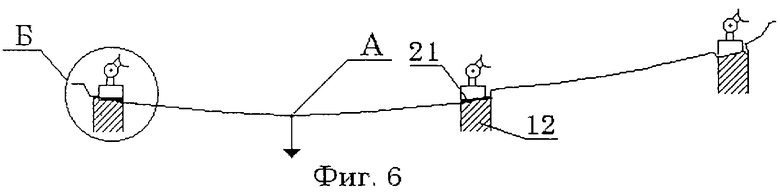
На фиг.6 показан способ устранения симметричных отклонений за счет коррекции имеющихся базовых блочков.
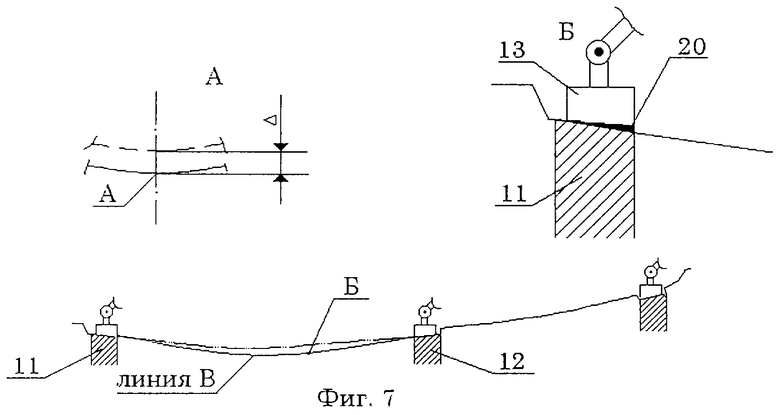
На фиг. 7 показаны результаты сканирования детали с асимметричными отклонениями.
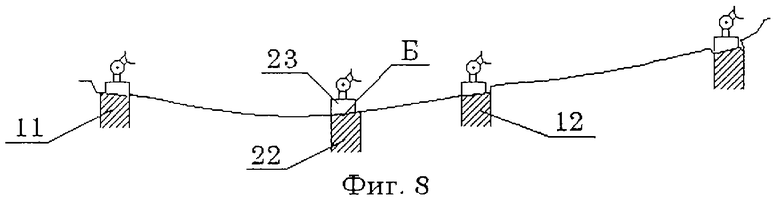
На фиг.8 показан способ устранения асимметричных отклонений за счет введения дополнительного базового блочка и прижима.
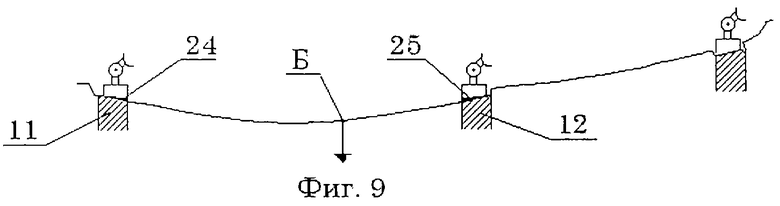
На фиг.9 показан способ устранения асимметричных отклонений за счет коррекции имеющихся базовых блочков.
Наладочный комплекс для сборки-сварки изделия (боковины кузова микроавтобуса) состоит из установленного на контрольной плите трехкоординатной измерительной машины 1, для точного выхода в принятую систему координат X, Y, Z, сборочно-сварочного кондуктора (не показан) с совокупными базовыми блочками 2, имитирующими теоретические поверхности деталей, составляющие изделие (см. фиг.1).
Дополнительную наладку сборочно-сварочного кондуктора осуществляют путем установки штампованных деталей 3-10 на базовые блочки и фиксации их соответственно прижимами (см. фиг.1). Затем с помощью трехкоординатной измерительной машины измеряют элементы поверхности, характеризующие форму и размеры изделия (см. фиг.2).
Далее описание способа будет основываться на примере сечения В-В, характеризующего штампованную деталь 5 по линии В (см. фиг.2). При измерении линии В на участке между базовыми блочками 11 и 12, зафиксированными соответственно прижимами 13 и 14 вместо заданного положения 15 линии В, характеризующие форму и размеры сечения В-В получили положение 16 с максимальными отклонениями в точке А, причем эти отклонения симметричны относительно оси 17 (см. фиг.4).
Коррекция кондуктора с целью исключения отклонений элементов поверхности изделия возможна разными приемами. Для рассматриваемого примера наиболее надежно установить в точке А дополнительный базовый блочок 18 и дополнительный прижим 19 (см. фиг.5), после сварки деталей 5 и 6 по стыку Г (см. фиг.2, сечение Г-Г) форма и размеры изделия по линии В будут удерживаться.
Положительный результат достигается также путем подработки базовых блочков 11 и 12 за счет введения на них уклонов 20 и 21. Величина уклонов определяется экспериментально и подработка базовых блочков 11, 12 ведется до занятия точки и требуемого положения (см. фиг.6).
Возможны асимметричные отклонения линии В с максимальными отклонениями в точке Б (см. фиг.7). Отклонения можно устранить за счет установки в точке Б дополнительного базового блочка 22 и соответственно дополнительного прижима 23 (см. фиг.8) или путем подработки базовых блочков 11, 12 и введения на них уклонов 24 и 25, при этом уклон 25 будет несколько больше уклона 24 (см. фиг.9).
Использование описанного способа наладки сборочно-сварочного кондуктора позволяет компенсировать отклонения, возникающие из-за недостаточной жесткости тонколистовых штампованных деталей и повысить точность изготавливаемого в кондукторе изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРОЧНО-СВАРОЧНОГО КОНДУКТОРА | 1998 |
|
RU2135341C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРОЧНО-СВАРОЧНОГО КОНДУКТОРА КУЗОВНЫХ ДЕТАЛЕЙ ТРАНСПОРТНЫХ СРЕДСТВ ПРИ ПЕРЕХОДЕ С ОДНОЙ МОДЕЛИ НА ДРУГУЮ | 2002 |
|
RU2219034C1 |
| СПОСОБ СБОРКИ КОНДУКТОРА ДЛЯ СБОРКИ-СВАРКИ КУЗОВА АВТОМОБИЛЯ И СРЕДСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2266184C2 |
| СПОСОБ СБОРКИ И СВАРКИ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА ИЗ КУЗОВНЫХ УЗЛОВ | 2000 |
|
RU2174068C1 |
| СПОСОБ НАЛАДКИ СБОРОЧНО-СВАРОЧНОГО ПРИСПОСОБЛЕНИЯ | 1998 |
|
RU2149090C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Способ контроля точности штампованных из листа деталей кузова транспортного средства | 1980 |
|
SU1049324A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ И СТЕНД ДЛЯ СБОРКИ-СВАРКИ И МЕХОБРАБОТКИ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ | 2023 |
|
RU2824022C1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ СВАРКИ ЛИСТОШТАМПОВОЧНЫХ ЭЛЕМЕНТОВ КУЗОВА АВТОМОБИЛЯ | 1999 |
|
RU2164201C2 |
Изобретение относится к транспортному машиностроению, в частности к автомобилестроению. Технический результат изобретения состоит в получении в процессе наладки более точного сборочно-сварочного кондуктора, что улучшит геометрические параметры получаемого кузова и в итоге повысит качество автомобиля. После окончательной выверки всех базовых элементов кондуктора, обеспечивающих его расположение в пространстве, и подгонки прижимов производится наладка кондуктора по штампованным деталям. Для этого в кондуктор закладывают штампованные детали, предназначенные для сварки. Фиксируют детали прижимами и затем измеряют на трехкоординатной измерительной машине элементы, характеризующие форму и размер изделия. Определяют зоны завышенных отклонений и корректируют кондуктор для их устранения. 9 ил.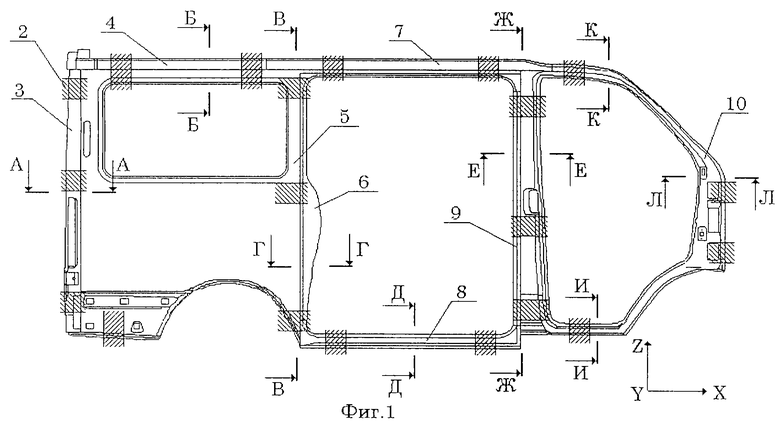
Способ наладки сборочно-сварочного кондуктора, включающий установку кондуктора на контрольную плиту трехкоординатной измерительной машины и выверку в заданной системе координат базовых элементов, отличающийся тем, что после выверки базовых элементов кондуктора, производится наладка кондуктора по штампованным деталям, для чего в него закладывают штампованные детали, фиксируют их прижимами и затем измеряют на трехкоординатной измерительной машине элементы, характеризующие форму и размер изделия, определяют зоны завышенных отклонений и корректируют кондуктор для их устранения.
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРОЧНО-СВАРОЧНОГО КОНДУКТОРА | 1998 |
|
RU2135341C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ АВТОМОБИЛЬНОГО КУЗОВА ИЛИ ЕГО УЗЛОВ И СПОСОБ СБОРКИ АВТОМОБИЛЬНОГО КУЗОВА ИЛИ ЕГО УЗЛОВ | 1998 |
|
RU2148517C1 |
| US 5267683, 07.12.1993 | |||
| Устройство для селекции видеосигнала заданной фигуры сложной формы | 1974 |
|
SU642878A1 |

