(jO 00
о
00
со
Изобретение относится к машиностроению, в частности к технологическому оборудованию, работающему в составе поточных автоматических линий сборки и сварки пространственных металлоконструкций, например, кабин грузовых автомобилей.
Цель изобретения - повышение надежности работы путем обеспечения последовательного раскрытия зажимных рычагов и их перемещения вдоль изделия .
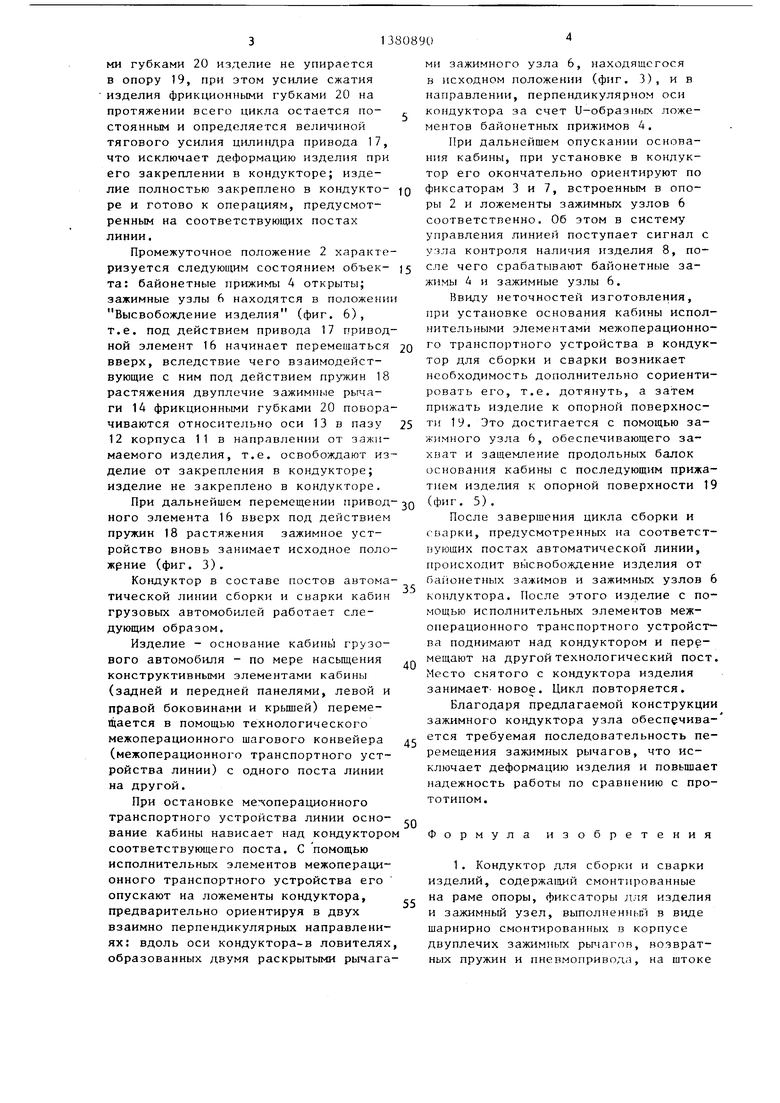
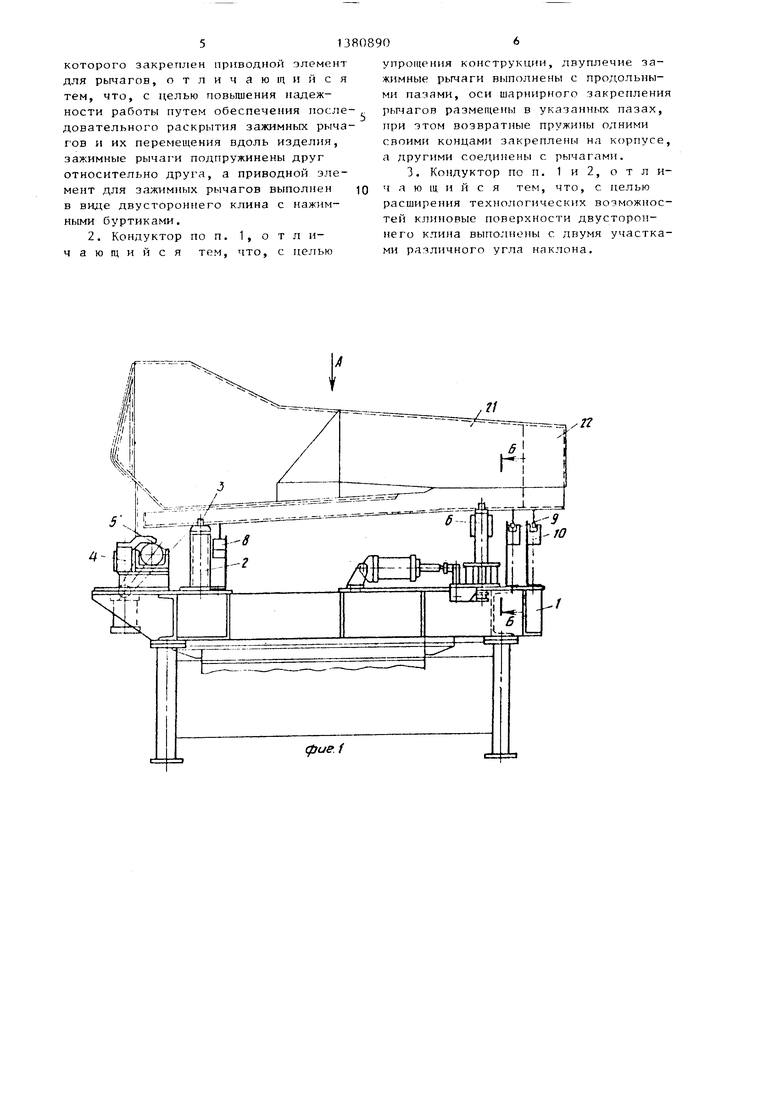
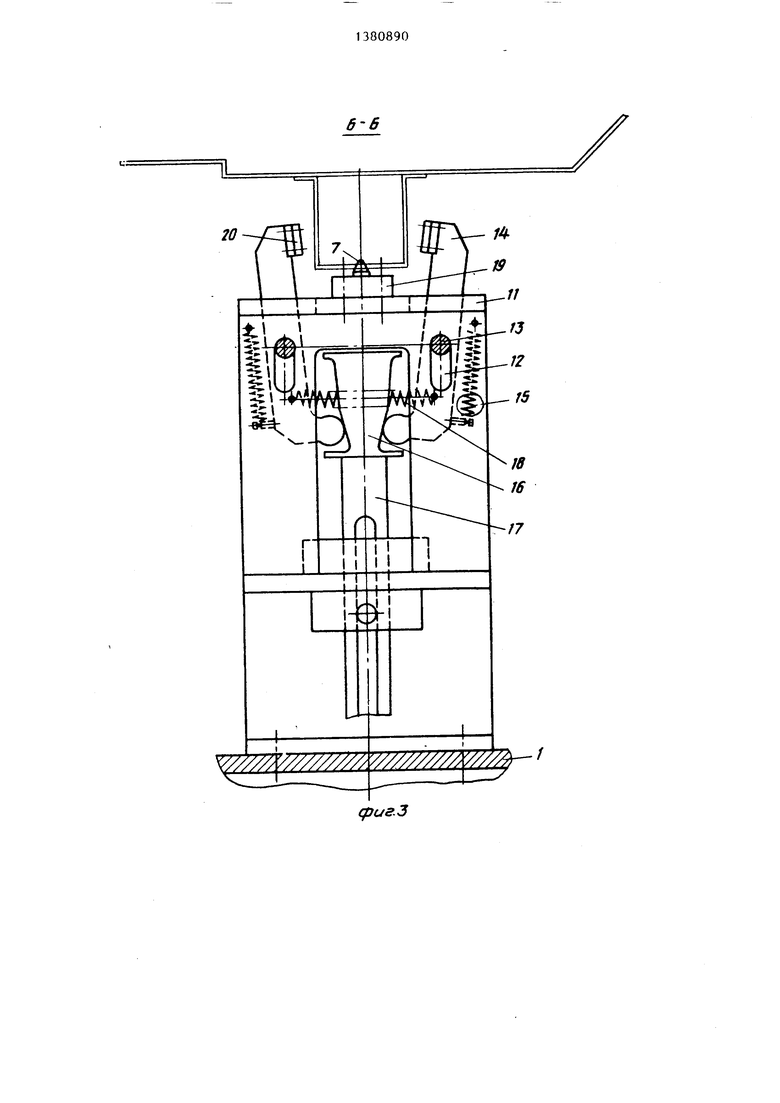
На фиг. 1 изображен кондуктор, общий вид; на фиг. 2 - вид А на фиг . 1; на фиг, 3 - разрез Б-Б на фиг.1 (исходное положение зажимного узла); на фиг. 4 - .то же (зажимной узел в момент захвата и защемления изделия); на фиг. 5 - то же (зажимной узел п момент прижима изделия к базе); на Лиг. 6 - то же (разжим изделия) .
Кондуктор состоит из рамы 1 со смонтировянными на ее верхней горизонтальной поверхности элементами сборочно-сварочной оснастки - опора- 2 со встроенными фиксаторами 3, баИо)етными прижимами 4 для U-образ- ных ложементов 5 и поперечной балки основания кабины и зажимными узлами с фиксаторами 7 для продольной балки а также узлом контроля наличия изде- ,чия 8 и узлами контроля точности установки изделий 9 и 10.
В неподвижном корпусе 11 зажимного узла 6 выполнены пазы 12, в которых шарнирно установлены посредством оси 13 с возможностью качания и перемещения вдоль паза 12 двуплечие за- жимные рычаги 14. Последние, в свою очередь, подпружинены относительно корпуса 11 возвратными пружинами 15. Двуплечие зажимные рьмаги 14 установ
лены в неподвижном корпусе 11 с возможностью взаимодействия с приводным элементом 16, представляющим собой двухсторонний клин с двумя участками различного угла наклона, соединенный с приводом возвратно-поступательного перемещения (пневмоприводом) 17. При этом двуплечие зажимные рычаги 14 и приводной элемент 16 находятся в по-- стоянном взаимодействии друг с другом
0
5
0
0
5
0
5
5
0
гон 14 оснащены фрикционными губками 20-22 для сборки кабин различных типоразмеров.
Кондуктор, работающий в составе постов автоматической ли)ии сборки и сварки кабин, имеет 4 положения - исходное, промежуточное 1, рабочее, промежуточное 2.
Исходное положение характеризуется следующим состоянием объекта: бай- онетные прижимы 4 открыты; зажимные узлы 6 находятся в исходном положении (фиг. 3), т.е. под действием привода 17 приводной элемент 16 занимает крайнее верхнее положение, вследствие чего взаимодействующие с ним двуплечие зажимные рычаги 14 под действием пружины 18 растяжения, а также возвратных пружин 15 осями 13, упирающимися в верхний срез паза 12 в корпусе 11, разводят в противоположные стороны зажимные фрикционные губки 20; изделие не закреплено в кондукторе, либо отсутствует.
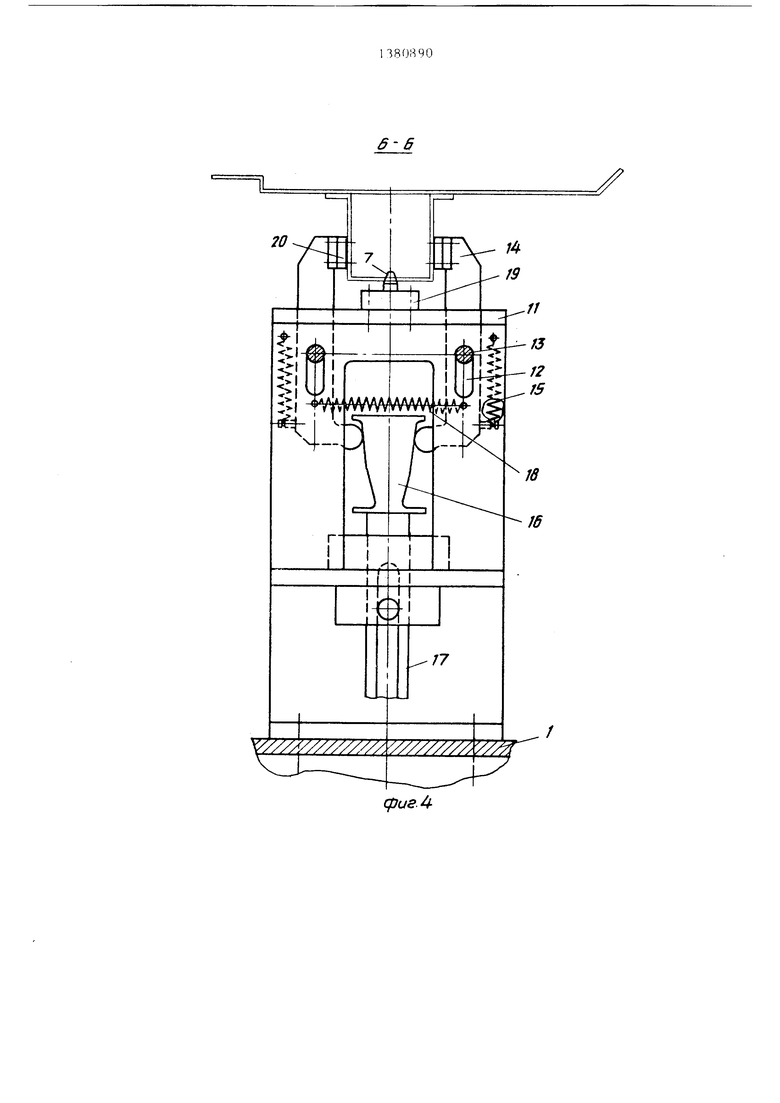
Промежуточное положение 1 характеризуется следующим состоянием объекта: байонентные прижимы 4 открыты; зажимные узлы 6 находятся в положении Захват и защемление изделия (фиг.4), т.е. под действием Г1риво;1а 17 приводной элемент 1Ь перемещается из крайнего верхнего положения вниз, вследствие чего, взаимодействующие с ним двуплечие зажимные рычаги 14 под действием пружины 18 растяжения, а также возвратных пружин 15 осями 13, упирающимися в верхний срез паза 12 в корпусе 11, сводят в направлении к зажимаемому изделию фрикционные губки 20, а так как дальнейщему перемещению двуплечих рычагов 14 препятствует изделие, то это приводит к защемлению последнего и его ориентации -относительно фиксаторов.
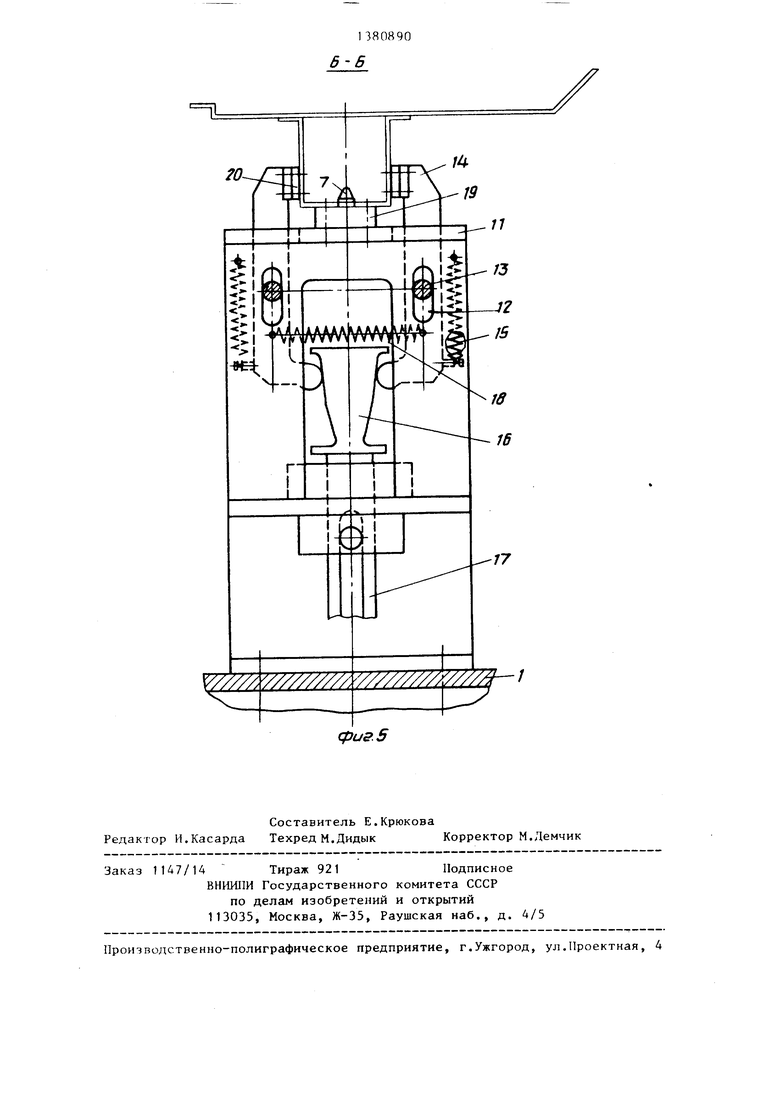
Рабочее положение характеризуется следующим состоянием объекта: байо- нетные прижимы 4 закрыты; зажимные узлы 6 находятся в рабочем положении (фиг. 5), т.е. под действием привода 17 приводной элемент 16 перемещается еще дальше пниз, вследствие чего, взаимодействующие с ним под действием пружин 18 растяжения, двупле
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки изделий | 1986 |
|
SU1395444A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Кантователь | 1986 |
|
SU1333517A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Устройство для сборки металлоконструкций | 1978 |
|
SU764914A1 |
| Установка для сборки под сварку решетчатых конструкций | 1980 |
|
SU903055A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Зажимное устройство | 1987 |
|
SU1426717A1 |
| Автомат для крепления деталей на проводник | 1982 |
|
SU1027293A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
Изобретение относится к области сварки, в частности к вспомогательному оборудованию для сборки и сварки .изделий. Цель изобретения - повышение надежности работы путем обеспечения последовательного раскрытия зажимных рыч агов и их перемещения вдоль изделия. Под действием привода 17 приводной элемент 16, выполненный в В1зде двустороннего клина, перемещается вниз. При этом двуплечие зажимные рычаги 14 зажимают изделия губками 20. При дальнейшем перемещении приводного элемента зажатое рычагами 14 изделие перемещается до упора в опору 19. При перемещении приводного элемента вверх рычаги 14 вначале освобождают изделие и лишь затем под действием пружин 18 перемещаются вверх вдоль пазов 12 корпуса 11. Такое вьтолнение зажимного узла исключает деформацию изделия при раскреплении. 2 з.п. ф-лы, 6 ил. 5-5 (Л
под действием пружины 18 растяжения, чие зажимные рычаги 14, лишенные воззакрепленной на двуплечих рычагах 14. На горизонтальной поверхности корпуса 11 закреплена опора 19. Рабочие поверхности зажимных двуплечих рычаможности проворота относительно оси 13 в пазах 12, перемещаются приводным элементом 16 вниз вдоль пазов 12 до тех пор, пока зажатое фрикционныможности проворота относительно оси 13 в пазах 12, перемещаются приводным элементом 16 вниз вдоль пазов 12 до тех пор, пока зажатое фрикционными губками 20 изделие не упирается в опору 19, при этом усилие сжатия изделия фрикционными губками 20 на протяжении всего цикла остается по- стоянным и определяется величиной тягового усилия цилиндра привода 17, что исключает деформацию изделия при его закреплении в кондукторе; изделие полностью закреплено в кондукто- ре и готово к операциям, предусмотренным на соответствующих постах линии.
Промежуточное положение 2 характеризуется cneцyюш)iм состоянием объек- та: байонетные прижимы 4 открыты; зажимные узлы 6 находятся в положени Высвобождение изделия (фиг. 6), т.е. под действием привода 17 приводной элемент 16 начинает перемещаться вверх, вследствие чего взаимодействующие с ним под действием пружин 18 растяжения двуплечие зажимные рычаги 14 фрикционными губками 20 поворачиваются относительно оси 13 в пазу 12 корпуса 11 в направлении от зажимаемого изделия, т.е. освобождают изделие от закрепления в кондукторе; изделие не закреплено в кондукторе.
При дальнейшем перемещении привод ного элемента 16 вверх под действием пружин 18 растяжения зажимное устройство вновь занимает исходное поло жрние (фиг. 3).
Кондуктор в составе постов автоматической линии сборки и сварки кабин грузовых автомобилей работает следующим образом.
Изделие - основание кабины грузового автомобиля - по мере насыщения конструктивными элементами кабины (задней и передней панелями, левой и правой боковинами и крышей) переме- тЦается в помощью технологического межоперационного шагового конвейера (межоперационного транспортного устройства линии) с одного поста линии на другой.
При остановке ме: операционного транспортного устройства линии основание кабины нависает над кондукторо соответствующего поста. С помощью исполнительных элементов межоперационного транспортного устройства его опускают на ложементы кондуктора, предварительно ориентируя в двух взаимно перпендикулярных направлениях: вдоль оси кондуктора-в ловителях образованных двумя раскрытыми рычага
Q
Q 5
5
0
5
ми зажимного узла 6, находящегося Б исходном положении (фиг. 3), ив направлении, перпендикулярном оси кондуктора за счет U-образньпх ложементов байонетных прижимов 4.
При дальнейшем опускании основания кабины, при установке в кондуктор его окончательно ориентируют по фиксаторам 3 и 7, встроенным в опоры 2 и ложементы зажимных узлов 6 соответственно. Об этом в систему управления линией поступает сигнал с узла контроля наличия изделия 8, после чего срабатывают байонетные зажимы 4 и зажимные узлы 6.
Ввиду неточностей изготовления, при установке основания кабины исполнительными элементами межоперационного транспортного устройства в кондуктор для сборки и сварки возникает необходимость дополнительно сориентировать его, т.е. дотянуть, а затем прижать изделие к опорной поверхности 19. Это достигается с помощью зажимного узла 6, обеспечивающего захват и защемление продольных балок основания кабины с последующим прижатием изделия к опорной поверхности 19 (фиг. 5).
После завершения цикла сборки и сварки, предусмотренных на соответствующих постах автоматической линии, происходит высвобождение изделия от байонетных зажимов и зажимных узлов 6 кондуктора. После этого изделие с помощью исполнительных элементов межоперационного транспортного устройства поднимают над кондуктором и перемещают на другой технологический пост. Место снятого с кондуктора изделия занимает- новое. Цикл повторяется.
Благодаря предлагаемой конструкции зажимного кондуктора узла обесп чива- ется требуемая последовательность перемещения зажимных рычагов, что исключает деформацию изделия и повышает надежность работь по сравнению с прототипом.
Формула изобретения
которого закреплен приводной элемент для рычагов, отличающийся тем, что, с целью повышения надежупрощения конструкции, двуплеч жимные рычаги в,толнены с прод ми пазами, оси шарнирного закр
ности работы путем обеспечения после- рычагов размещены в указанных
довательного раскрытия зажимных рычагов и их перемещения вдоль изделия, зажимные рычаг и подпружинены друг относительно друга, а приводной элемент для зажимных рычагов выполнен в виде двустороннего клина с нажимными буртиками.
при этом возвратные пружины од своими концами закреплены на к а другими соединены с рычагами
расширения технологических воз тей клиновые поверхности двуст него клина выполнены с двумя у ми различного угла наклона.
упрощения конструкции, двуплечие зажимные рычаги в,толнены с продольными пазами, оси шарнирного закрепления
пазах,
при этом возвратные пружины одними своими концами закреплены на корпусе, а другими соединены с рычагами.
расширения технологических возможностей клиновые поверхности двустороннего клина выполнены с двумя участками различного угла наклона.
Ч
«
У/////Л /////////////////////У//
б-б
(риг.З
20
/1 ////////////////////// уУ7
У
;рг
«л
/9
.11
сриеЛ
ж
(риг. 5
Y/////////y//Z6h-1
| Устройство для прижима листовых заготовок под сварку | 1985 |
|
SU1266696A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
