Изобретение относится к оборудованию для изготовления изделий из композиционных материалов методом намотки и может найти применение в изготовлении конструкций корпусов ракетных двигателей твердого топлива (РДТТ) из полимерных композиционных материалов (ПКМ) и емкостей, работающих под давлением, силовая оболочка которых выполнена из композиционных материалов.
Известна оправка из песчано-полимерной композиции (а.с. №1680552, В 29 С 53/82 от 06.06.89), из которой формуются отдельные секции оправки, а затем соединяются между собой с помощью клея на общем центральном валу в оправку и обрабатываются механически с целью обеспечения постоянных габаритов.
Существенный недостаток описанной оправки заключается в том, что она не позволяет обеспечить подвод тепла к внутренней поверхности корпуса в процессе термообработки, вследствие чего после режима термообработки в корпусе возможны отслоения теплозащитного покрытия (ТЗП) от внутренней поверхности композиционного материала из-за низкой адгезионной прочности на границе ТЗП-композит, вызванной невозможностью обеспечения оптимальных температурно-временных режимов вулканизации ТЗП в условиях термоградиентного прогрева слоев при полимеризации препрега композиционного материала корпуса и совмещенной с ней вулканизации ТЗП.
Причина отслоений заключается в том, что в случае одностороннего подвода тепла при термообработке корпуса из-за больших толщин пакетов ПКМ при неизотермическом нагреве возникают большие температурные градиенты, что приводит к значительным неоднородностям температурно-конверсионных полей отверждаемых материалов. Фронтальный характер отверждения приводит к переполимеризации связующего композиционного материала в наружных слоях корпуса и недовулканизации резин ТЗП и, как следствие, к нестабильности свойств в слоях ПКМ.
Расчетами установлено, что максимальный эффект для обеспечения адгезионных характеристик на границе ТЗП-композит при полимеризации препрега композиционного материала корпуса и совмещенной с ней вулканизации ТЗП достигается при реализации симметричных законов нагрева, то есть подводе тепла при термообработке не только с наружной поверхности намотанной оболочки, но и изнутри со стороны песчано-полимерной оправки.
Наиболее близкой к данному изобретению является оправка, в стенках вала которой выполнены сквозные окна (а.с. №1659218, В 29 С 53/84, 53/82 от 03.10.88). Однако при изготовлении крупногабаритных корпусов конструкция такого вала ненадежна, так как наличие окон снижает его жесткостные характеристики и несущую способность оправки в целом.
Технической задачей настоящего изобретения является создание песчано-полимерной оправки такой конструкции, которая позволяла бы при термообработке обеспечить подвод тепла к внутренней поверхности корпуса и обеспечивала ее надежную работоспособность на всем технологическом цикле изготовления крупногабаритных многослойных корпусов из ПКМ.
Технический результат достигается тем, что в оправке для изготовления корпусов из ПКМ, содержащей набор песчано-полимерных элементов, установленных на центральном валу, центральный вал изготовлен в виде двух пустотелых трубчатых конструкций разного диаметра, размещенных одна в другой с образованием межцилиндрической полости и закрепленных набором элементов радиальной жесткости, обеспечивающих их соосность, при этом трубчатая конструкция большего диаметра выполнена со сквозными равноудаленными по длине технологическими окнами (отверстиями).
На чертеже представлен общий вид песчано-полимерной оправки для изготовления корпусов из ПКМ.
Оправка содержит набор песчано-полимерных элементов: дна переднего 1, дна заднего 2, цилиндрических частей 3, установленных на центральном валу, который выполнен в виде двух пустотелых трубчатых конструкций 4 и 5 разного диаметра, вставленных одна в другую и закрепленных набором элементов радиальной жесткости 6. В трубчатой конструкции большего диаметра имеются сквозные равноудаленные по длине технологические окна (отверстия) 7.
По заданному технологическому процессу на оправку, содержащую набор песчано-полимерных элементов 1, 2, 3, установленных на центральном валу, выкладывают раскроенные по шаблону заготовки из резин ТЗП и наматывают препрег композиционного материала. После окончания намотки оправку с изделием помещают в термическую камеру и нагревают до температуры фазового превращения связующего. В процессе термообработки через межцилиндрическую полость, образованную между трубчатыми конструкциями 4 и 5, прокачивают нагретый воздух, который за счет сквозных отверстий 7 на поверхности трубчатой конструкции 4 большего диаметра контактирует с внутренней поверхностью песчано-полимерной оправки, прогревая ее и обеспечивая термообработку корпуса не только с наружной поверхности, но и изнутри. Трубчатые конструкции вала 4 и 5 скреплены между собой набором элементов радиальной жесткости 6, которые с одной стороны обеспечивают их соосность, а с другой - повышают несущую способность конструкции вала, передавая нагрузки с трубчатой конструкции 4 большего диаметра (менее жесткой из-за наличия сквозных отверстий на поверхности) на несущую трубчатую конструкцию 5 меньшего диаметра, а также передают момент вращения от трубчатой конструкции 5 меньшего диаметра, имеющей привод вращения (не показан) к трубчатой конструкции 4 большего диаметра.
Таким образом, данное изобретение позволяет при термообработке создать более симметричные условия нагрева по толщине пакета слоев ПКМ корпуса, выполнить технологические режимы полимеризации препрега композиционного материала при совмещенной вулканизации резины и повысить надежность работы корпуса из ПКМ за счет достижения стабильности ФМХ композита, ТЗП и адгезионных свойств на границе ТЗП-композит.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ КОРПУСОВ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507069C1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2329896C1 |
| Способ нанесения слоистых теплозащитных композиционных материалов на крупногабаритные конструкции | 2022 |
|
RU2793800C1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ КОРПУСОВ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2686932C1 |
| Способ изготовления крупногабаритных тел вращения с поверхностью переменной кривизны многослойной разборной конструкции из полимерных композиционных материалов | 2017 |
|
RU2664942C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2003 |
|
RU2252345C1 |
| Способ изготовления корпуса ракетного двигателя твердого топлива | 2015 |
|
RU2614422C2 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОПРАВКИ | 2007 |
|
RU2346784C1 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2749051C1 |
| Способ изготовления эластичного формующего элемента | 2020 |
|
RU2743700C1 |
Изобретение относится к оборудованию для изготовления изделий из композиционных материалов методом намотки и может найти применение в изготовлении конструкций корпусов ракетных двигателей твердого топлива (РДТТ) из полимерных композиционных материалов (ПКМ) и емкостей, работающих под давлением, силовая оболочка которых выполнена из композиционных материалов. Оправка для изготовления корпусов из ПКМ содержит набор песчано-полимерных элементов, установленных на центральном валу. Центральный вал изготовлен в виде двух пустотелых трубчатых конструкций разного диаметра, размещенных одна в другой с образованием межцилиндрической полости и закрепленных набором элементов радиальной жесткости, обеспечивающих их соосность. Трубчатая конструкция большего диаметра выполнена со сквозными равноудаленными по длине технологическими окнами (отверстиями). Данное изобретение позволяет при термообработке создать более симметричные условия нагрева по толщине пакета слоев ПКМ корпуса, обеспечить требуемые технологические режимы полимеризации препрега композиционного материала при совмещенной вулканизации резиновых слоев и повысить надежность работы корпуса из ПКМ за счет достижения стабильности физико-механических характеристик (ФМХ) композита, теплозащитного покрытия (ТЗП) и их адгезионных свойств на границе ТЗП-композит. Технический результат - создание песчано - полимерной оправки такой конструкции, которая позволяла бы при термообработке обеспечить подвод тепла к внутренней поверхности корпуса и обеспечивала бы ее надежную работоспособность на всем технологическом цикле изготовления крупногабаритных многослойных корпусов из ПКМ. 1 ил.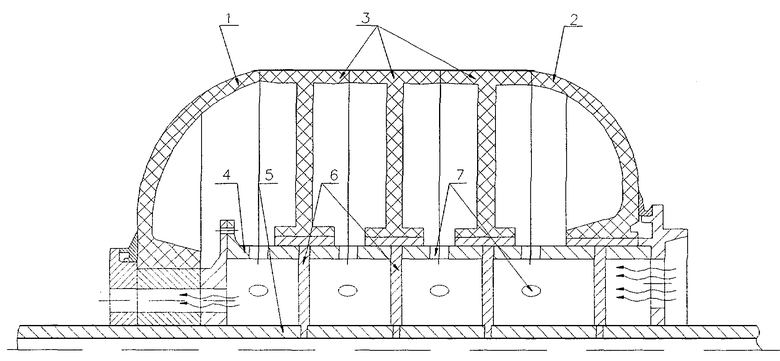
Оправка для изготовления крупногабаритных корпусов из полимерных композиционных материалов, содержащая набор песчано-полимерных элементов, установленных на центральном валу, отличающаяся тем, что центральный вал изготовлен в виде двух пустотелых трубчатых конструкций разного диаметра, размещенных одна в другой с образованием межцилиндрической полости и закрепленных набором элементов радиальной жесткости, обеспечивающих их соосность, при этом трубчатая конструкция большего диаметра выполнена со сквозными равноудаленными по длине технологическими окнами (отверстиями).
| Оправка для формования оболочек из композиционных материалов | 1989 |
|
SU1680552A1 |
| Способ изготовления оболочек из композиционного материала | 1988 |
|
SU1659218A1 |
| EP 0640463 A1, 01.03.1995 | |||
| Управляемая пуля | 2019 |
|
RU2708772C1 |

