Настоящее изобретение относится к способу получения стального материала для магистрального трубопровода, испытывающего большое напряжение и используемого для транспортировки сырой нефти и природных газов, особенно стального материала, имеющего высокую ударную вязкость в низкотемпературных условиях, таких как -60°С, а также к способу его получения.
В настоящее время стальные трубы, применяемые для транспортировки сырой нефти, должны выполнять две задачи. Существующие нефтяные скважины истощены, загрязнены примесями и требуют разрешения проблем, связанных с условиями окружающей среды. В то же время новые нефтяные скважины возникают в северных условиях, вдали от существующих нефтяных скважин, при этом трубопроводы должны сохранять высокую вязкость при низких температурах. С точки зрения пользователя для снижения затрат на транспортировку необходимо увеличивать диаметр трубы и его прочность, поэтому стальные компании требуют от производителей стали повышения ее прочности за счет утолщения. Поскольку два указанных требования в некоторой степени независимы друг от друга, производители стали идут по пути повышения вязкости и преодоления трудностей, связанных с условиями окружающей среды.
Вязкость обеспечивает устойчивость к развитию трещин, возникающих в результате царапин стального материала, испытавшего или не испытавшего первоначальную трансформацию, которая отличается от охрупчивания в результате вторичной деформации, вызываемого трансформацией и ведущего к ограничению формуемости, необходимой для обычной горячекатаной стали.
Основной целью при получении стали для магистральных трубопроводов является обеспечение высокой вязкости, а также высокой прочности. Недавние исследования сделали возможным получение стали, пригодной для магистральных трубопроводов в результате улучшения ее структуры путем низкотемпературной прокатки. Однако низкотемпературная прокатка не применима к материалам, описанным в стандарте API и представляющим собой, например, сталь API-X70, содержащую элемент Nb. В частности, при наличии гетерогенной структуры из-за низкой степени обжатия, достигаемой в результате совместной с обжатием обработки материала для магистрального трубопровода, существует предел улучшения вязкости за счет низкотемпературного обжатия. Следовательно, коммерчески значимое улучшение вязкости требует применения новой технологии.
Максимальная толщина горячекатаной стали для магистральных трубопроводов с большой нагрузкой, имеющей высокую вязкость при низкой температуре, составляла 13,0 мм. По мере приближения условий окружающей среды к северным условиям необходимая толщина стального материала становилась все больше и больше и достигла уровня 15,0-17,5 мм, при этом также повысился необходимый уровень вязкости при низкой температуре. Однако удовлетворение вышеизложенных требований традиционным способом вызывает множество следующих проблем.
При получении стального материала одинакового химического состава и одинаковым способом влияние прочности и вязкости на толщину очень велико. Традиционный способ предусматривает добавление дисперсионно-упрочняющего элемента, такого как Nb, V и Ti, либо добавление дисперсионно-упрочняющего элемента, такого как Ni, V и Мо, наряду с элементами, вызывающими упрочнение при превращении, например, С и Mn, с целью повышения прочности и вязкости. Однако при использовании традиционной системы компонентов эффект уменьшения размера зерен невысок, при этом существует предел получения достаточной вязкости при низкой температуре.
При традиционной температуре чистовой прокатки и смотки образуется ферритно-перлитная структура, поэтому существует препятствие образованию бейнитно-ферритной или игольчато-ферритной структуры, необходимой для повышения прочности и вязкости при низкой температуре.
Традиционный способ повышения прочности при получении горячекатаного стального материала марки API-X70 для магистральных трубопроводов включает добавление дисперсионно-упрочняющего элемента, такого как Nb, V и Ti, помимо С и Mn (см. сравнительный пример в таблице 1). Однако требования к прочности и ударной вязкости материалов для магистральных трубопроводов очень высоки, при этом толщина труб должна быть больше толщины обычного материала по классификации API, для того, чтобы выдерживать условия окружающей среды, например северные условия. Существует проблема получения утолщенного горячекатаного стального материала марки API-X70, имеющего удовлетворительную вязкость при низкой температуре, а также прочность, в результате применения известной системы компонентов.
Авторы настоящего изобретение провели исследования с целью преодоления указанных и иных недостатков вышеописанных традиционных способов.
Целью настоящего изобретения, направленного на устранение вышеуказанных недостатков, является получение горячекатаного стального листа для магистральных трубопроводов, имеющего хорошую вязкость при сверхнизкой температуре, сохраняющуюся в течение длительного периода времени при экстремально низкой температуре, и высокую прочность, а также способ его получения. Горячекатаная сталь имеет высокую упругость, высокую ударную вязкость при низкой температуре, а также высокую прочность в северных условиях благодаря соответствующему регулированию состава шлака при производстве стали.
Настоящее изобретение предусматривает лист из стали для магистральных трубопроводов с высокой вязкостью при сверхнизкой температуре, имеющей следующий состав: от 0,04 до 0,07% масс. С; от 1,50 до 1,65% масс. Mn; от 0,15 до 0,25% масс. Si; не более 0,010% масс. Р; не более 0,003% масс. S; от 0,040 до 0,060% масс. Nb; от 0,040 до 0,060% масс. V; от 0,010 до 0,020% масс. Ti; от 0,10 до 0,30% масс. Мо; от 0,10 до 0,30% масс. Ni; при этом остаток составляет Fe и неизбежные примеси.
Настоящее изобретение предусматривает способ получения листа из горячекатаного стального материала для магистральных трубопроводов с высокой вязкостью при сверхнизкой температуре, включающий следующие стадии: сфероидизация неметаллических включений с применением кальций-кремния при вторичном рафинировании под шлаком расплавленной стали, имеющей вышеуказанный состав; повторное нагревание заготовки из сфероидизированной стали при температуре от 1150 до 1180°С; черновая прокатка повторно нагретой стальной заготовки при степени обжатия от 25 до 30% и температуре от 900 до 930°С при последнем проходе; чистовая прокатка подвергнутой черновой прокатке стальной заготовки при температуре от 790 до 830°С для получения игольчатого феррита; и смотка стальной заготовки после чистовой прокатки при температуре от 540 до 580°С после быстрого охлаждения.
Вышеуказанные и другие цели, признаки и иные преимущества настоящего изобретения станут более понятными из нижеследующего подробного описания в сочетании с прилагаемыми чертежами.
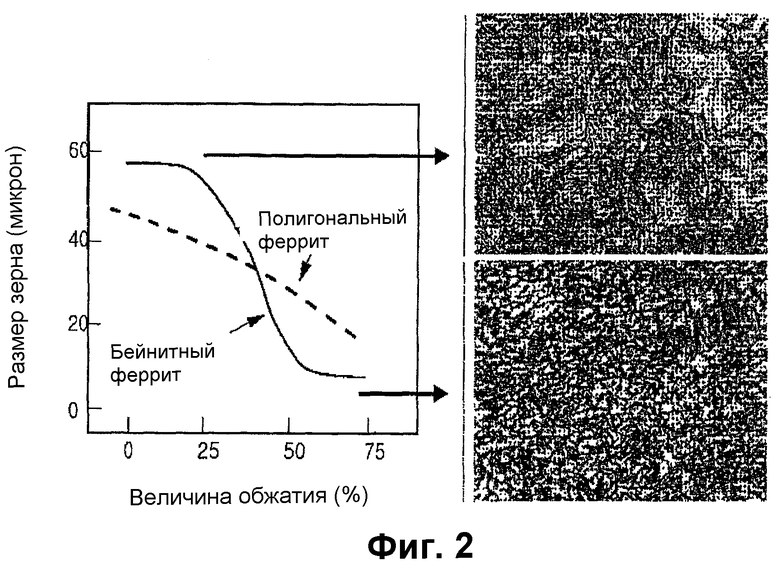
Фиг.1 представляет график, показывающий изменение температуры перехода вязко-хрупкого разрушения при дисперсионном упрочнении (0,08 Nb) и упрочнении при превращении (0,3 Мо).
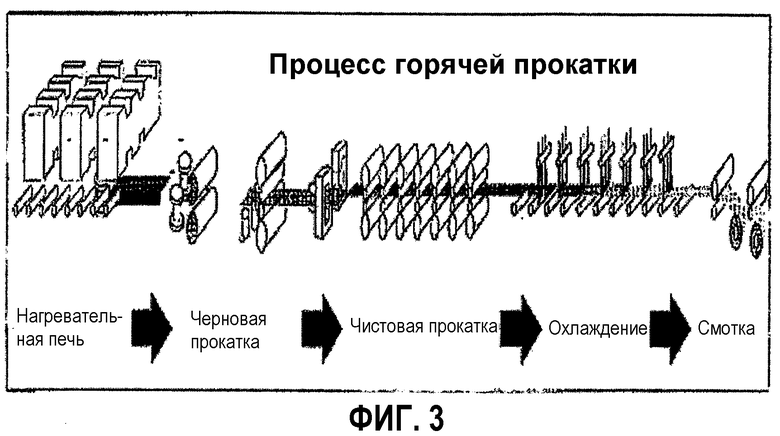
Фиг.2 представляет график, показывающий действие прокатки на микроструктуру и размер зерен в зависимости от обжатия.
Фиг.3 представляет технологическую схему горячей прокатки.
Практические и предпочтительные в настоящее время варианты осуществления данного изобретения проиллюстрированы следующими примерами.
Однако подразумевается, что специалисты в данной области техники после изучения приведенного описания могут сделать модификации и улучшения в рамках сущности и объема настоящего изобретения.
Традиционный способ повышения прочности при получении горячекатаного стального материала марки API-Х70 для магистральных трубопроводов включает добавление дисперсионно-упрочняющего элемента, такого как Nb, V и Ti, помимо С и Mn (см. сравнительный пример в таблице 1). Однако материал в соответствии с настоящим изобретением получают из обогащенной переходной структурой стали путем добавления Мо и Ni, что приводит к улучшению ударной вязкости при низкой температуре.
Причины, по которым химический состав материала в соответствии с настоящим изобретением ограничен, приведены ниже.
С: В материале в соответствии с настоящим изобретением содержание элемента С снижено до 0,04-0,07% масс. для улучшения ударной вязкости путем снижения содержания перлитной составляющей в структуре стали.
При высоком содержании в стали элемента С ее прочность повышается, однако ударная вязкость снижается из-за увеличения количества источников растрескивания. Соответственно, содержание элемента С снижено до 0,07% масс. Сравнительный пример 4 показывает ударную вязкость в результате добавления избыточного количества элемента С.
Mn: Mn представляет собой упрочняющий раствор элемент, одновременно повышающий прочность и вязкость, при этом увеличение его количества вызывает уменьшение размера зерен. Содержание Mn свыше 1,65% масс. отрицательно влияет на жидкотекучесть и ударную вязкость из-за ликвации в центре. Если содержание Mn ниже 1,50% масс., то повышения прочности не происходит.
Si: Si представляет собой стабилизирующий феррит элемент, также подавляющий образование карбида. Он играет важную роль в трип-стали и в двухфазной стали, но не в стали по классификации API.
Причина, по которой следует добавлять определенное количество Si, заключается в том, что превышение некоторого количества отрицательно влияет на способность к превращению и вязкость из-за образования перлита. Поэтому для обеспечения хорошей вязкости содержание Si предпочтительно составляет 0,15-0,25% масс.
Р: Р представляет собой примесь, отрицательно влияющую на ударную вязкость. Он сегрегируется в центре и оказывает отрицательное действие на ударную вязкость из-за ухудшения качества и улучшения способности к ударному превращению. Поэтому содержание Р является как можно более низким и составляет не более 0,010% масс.
S: S, как и Р, является нежелательным элементом, отрицательно влияющим на ударную вязкость по причине образования поверхностных трещин, внутренних трещин и ликвации в центре. Поэтому содержание элемента S ограничено величиной не более 0,003% масс.
Nb: Nb представляет собой дисперсионно-упрочняющий элемент, способствующий высокой прочности и вязкости. Он выделяется в аустенитной фазе и подавляет перекристаллизацию, тем самым играя важную роль при контролируемой прокатке. Если даже эффект определяется содержанием элемента С, то содержание Nb в низкоуглеродистой стали должно составлять не более 0,06%, предпочтительно 0,040-0,060% масс.
Эффект существенно снижается, если содержание Nb составляет более 0,060% масс.
V: Добавление V оказывает более сильное действие, чем добавление других дисперсионно-упрочняющих элементов, вызывая уменьшение размера зерен. V представляет собой дисперсионный элемент V (С, N) и больше способствует повышению прочности на растяжение, чем повышению предела текучести. Содержание V ограничено величиной более 0,04% масс., предпочтительно - 0,040-0,060% масс. Добавление большего количества V повышает прочность, но оказывает отрицательное действие на ударную вязкость основного материала и сварочный участок.
Ti: Содержание Ti ограничено 0,010-0,020% масс., при этом помимо дисперсионно-упрочняющего действия Ti применяют для стабилизации повторно нагретой структуры. TiN выделяется при самой высокой температуре среди стальных включений и сохраняется в виде стабильного соединения при 1200°С. Поэтому его применяют в качестве элемента, подавляющего нежелательное укрупнение аустенита при повторном нагреве. Если содержание Ti составляет более 0,020% масс., то соотношение Ti/N далеко от оптимального соотношения 1,0-3,0 в том случае, когда содержание азота составляет 50-60 ppm, при этом происходит укрупнение TiN и ухудшение вязкости по причине снижения упрочняющего эффекта.
Мо: Мо представляет собой упрочняющий за счет превращений элемент и способствует повышению прочности и вязкости. Его добавляют с целью повышения прочности до такого же уровня, как и способность к ударному превращению. Наиболее важным результатом добавления Мо является обеспечение возможности низкотемпературной деформации. Элемент Мо применяют с целью повышения прочности за счет образования игольчатого феррита, повышающего вязкость. Поэтому самым важным результатом его добавления является обеспечение возможности низкотемпературной гибки листа. Эффективное содержание Мо составляет более 0,1% масс. при условиях, указанных на фиг.1, предпочтительно - 0,10-0,30% масс. Как показано в сравнительном примере 3, если содержание Мо слишком высоко, то прочность повышается, а ударная вязкость оказывается недостаточной по сравнению с традиционными материалами (таблицы 1, 3 и сравнительный пример).
Ni: Ni представляет собой стабилизирующий аустенит элемент, замедляющий образование ферритно-перлитной структуры, тем самым ускоряя образование бейнита. Он повышает прочность и вязкость, обеспечиваемые Мо, и его добавляют в количестве 0,10-0,30% масс. с целью повышения вязкости. Добавление большего количества Ni отрицательно влияет на вязкость. Сравнительный пример 2 из таблиц 1 и 3 показывает, что прочность повышается, а ударная вязкость оказывается недостаточной.
При прокатке стального продукта в таких же условиях, как и сравнительный материал, в соответствии с химическим составом согласно настоящему изобретению, прочность и ударная вязкость существенно повышаются, как показано в таблицах 1 и 3.
Способ получения в соответствии с настоящим изобретением подробно описан ниже.
Фиг.2 представляет диаграмму, показывающую результат обжатия. Показано образование игольчатого феррита из аустенита, укрупненного при отсутствии трансформации, и небольшое образование феррита при трансформации. Фиг.3 представляет диаграмму, показывающую общий процесс горячей прокатки, а также смотку рулона после охлаждения, производимого после черновой и чистовой прокатки, а также нагревательной печи.
Бейнитный феррит, образующийся в мелкозернистом аустените, образует большеугловую границу и поэтому имеет высокую устойчивость против возникновения трещин. С другой стороны, бейнитная структура, образующаяся в укрупненном аустените, имеет укрупненный участок, что может легко привести к образованию трещин.
Указанные проблемы могут быть сведены к минимуму в результате низкотемпературной прокатки и низкотемпературной смотки, поэтому материал в соответствии с настоящим изобретением получают при температуре смотки на 40°С ниже и при конечной температуре обжимного стана на 20-30°С ниже температуры получения сравнительного материала (см. таблицу 2). Несмотря на трудности регулирования скорости охлаждения по сравнению с тонким материалом (толщина стального листа составляет не более 12,5 мм), он имеет высокую вязкость при низкой температуре в результате образования игольчатого феррита в горячекатаном стальном материале толстого профиля.
В соответствии с настоящим изобретением предусмотрена сфероидизация включений с применением Са-Si при вторичном рафинировании под шлаком расплавленной стали, имеющей следующий состав: от 0,04 до 0,07% масс. С; от 1,50 до 1,65% масс. Mn; от 0,15 до 0,25% масс. Si; не более 0,010% масс. Р; не более 0,003% масс. S; от 0,040 до 0,060% масс. Nb; от 0,040 до 0,060% масс. V; от 0,010 до 0,020% масс. Ti; от 0,10 до 0,30% масс. Мо; от 0,10 до 0,30% масс. Ni; при этом остаток составляет Fe и неизбежные примеси. Затем заготовку из сфероидизированной стали подвергают повторному нагреванию при температуре от 1150 до 1180°С. После повторного нагревания степень обжатия при черновой прокатке при последнем проходе составляет 25-30%, а температура черновой прокатки для уменьшения размера зерен составляет 900-930°С. Для получения игольчатого феррита температура чистовой прокатки составляет 790-830°С. После чистовой прокатки для охлаждения горячего листа с целью предотвращения измельчения зерен применяют систему частичного охлаждения, а температура смотки также составляет 540-580°С для получения игольчатого феррита.
Настоящее изобретение подробно проиллюстрировано следующими примерами.
Пример 1
В примере 1 описано получение непрерывно-литой плоской заготовки из материала в соответствии с данным изобретением и сравнительного материала. Состав сравнительного материала отличается от состава материала в соответствии с данным изобретением из-за дефосфорации во время предварительной обработки горячего металла, а также содержанием С, Мо и Ni (см. сравнительные примеры 1-8 в таблице 1). Однако условия процесса горячей прессовки в указанном примере 1 одинаковы как для материала в соответствии с настоящим изобретением, так и для сравнительного материала (см. сравнительные примеры 1-8 в таблице 2).
Прежде всего, с целью получения состава, отвечающего составу компонентов в соответствии с настоящим изобретением, сталь под шлаком подвергают дефосфорации и десульфурации во время процесса предварительной обработки и после продувки в конвертере; в ковш добавляют 0,20-0,30 тонн извести и 0,20-0,30 тонн плавикового шпата для улучшения десульфурации и ассимиляции неметаллических включений. Во время процесса вторичного рафинирования, после перемешивания расплавленной стали и точного регулирования содержания компонентов добавляют 200-300 кг Са-Si путем вдувания порошка, и сфероидизацию включений ускоряют перемешиванием расплавленной стали в течение более 6 минут. Вышеупомянутые компоненты расплавленной стали такие же, как и компоненты в иллюстрирующих данное изобретение примерах 1-4 таблицы 1.
С целью предотвращения ликвации в центре непрерывно-литой заготовки применяют непрерывную охлаждающую систему. Как показано в таблице 2, температура повторного нагревания как материала в соответствии с данным изобретением, так и сравнительного материала, составляет 1150-1180°С, степень обжатия при черновой прокатке при последнем проходе составляет 10-25% с целью уменьшения размера зерен аустенита, а толщина полосы составляет 45-55 мм с целью максимального накопления трансформации при чистовой прокатке. Температура черновой прокатки составляет 930-950°С для уменьшения размера зерен аустенита, а чистовой прокатки - 790-830°С для получения игольчатого феррита. После чистовой прокатки для охлаждения горячего листа применяют систему частичного охлаждения с целью предотвращения уменьшения размера зерен, при этом температура сворачивания также составляет 580-620°С для получения игольчатого феррита.
Механические свойства и ударную вязкость материала согласно данному изобретению и сравнительного материала, полученного в соответствии с вышеупомянутым способом, исследуют по отдельности, а полученные результаты приведены в таблице 3. Как материал согласно данному изобретению, так и сравнительный материал, соответствуют классификации API-X70 (предел текучести: более 482 МПа, предел прочности на растяжение: более 570 МПа, удлинение: более 23%), но материал согласно данному изобретению имеет более высокую ударную вязкость при низкой температуре, чем сравнительный материал (см. соотношение разрушения DWTT при температуре -30 и -50°С в таблице 3). Вязкость повышают, сводя к минимуму содержание Р и устраняя ликвацию в центре. Одновременно также повышаются прочность и вязкость в результате подавления образования ферритно-перлитной структуры и добавления Мо и Ni в соответствующей пропорции, повышающей ударную вязкость при низкой температуре.
В целом, прочность и ударная вязкость постепенно снижаются по мере увеличения толщины стального материала.
Однако большая толщина (толщина стального листа составляет не более 12,5 мм) в соответствии с настоящим изобретением устраняет проблемы и обеспечивает более высокий предел текучести, чем сравнительный материал. Это является большим преимуществом, предотвращая снижение предела текучести ниже нормы после прокладывания магистрального трубопровода.
Пример 2
В примере 2 как состав примера по данному изобретению, так и состав сравнительного примера, соответствуют составу согласно настоящему изобретению. Был проведен эксперимент по сравнению различий условий получения.
Как показано в таблице 4, степень обжатия при черновой прокатке для материала в соответствии с настоящим изобретением при последнем проходе составляет 25-30%, а температура черновой прокатки составляет 900-930°С для уменьшения размера зерен аустенита. Температура чистовой прокатки составляет 790-830°С для получения игольчатого феррита. После чистовой прокатки для охлаждения горячего листа применяют систему частичного охлаждения с целью предотвращения уменьшения размера зерен, при этом температура смотки также составляет 540-580°С для получения игольчатого феррита.
Однако степень обжатия при черновой прокатке для сравнительного материала при последнем проходе составляет 15-25%, а толщина полосы - 45 мм по сравнению с материалом в соответствии с данным изобретением. Температура черновой прокатки составляет 930-950°С, а температура смотки - 580-620°С.
Механические свойства и ударную вязкость материала в соответствии с данным изобретением и сравнительного материала, полученного в соответствии с вышеупомянутым способом, исследуют по отдельности и полученные результаты приведены в таблице 5. Как следует из таблицы 5, материал в соответствии с данным изобретением имеет более высокую ударную вязкость при низкой температуре, чем сравнительный материал.
Это объясняется тем, что сравнительный материал имеет укрупненную ферритную и перлитную структуру, а материал в соответствии с данным изобретением состоит из мелкозернистого игольчатого феррита.
Как показано и подтверждено выше, настоящее изобретение предлагает горячекатаный стальной материал для магистральных трубопроводов, способный выдерживать сверхнизкую температуру в течение длительного периода времени при использовании в трубопроводе для транспортировки сырой нефти и имеющий высокую упругость, высокую ударную вязкость при низкой температуре в северных условиях, а также высокую прочность в результате соответствующего регулирования состава стали.
Горячекатаный стальной лист большой толщины с высокой упругостью сорта API-X70, имеющий высокую прочность и ударную вязкость при низкой температуре, также имеет ударную вязкость и прочность, соответствующие стандарту API-X80, и поэтому пригоден для получения высококачественных горячекатаных стальных листов, применимых в северных условиях. В частности, ранее получали только стальные листы толщиной 17,5 мм по причине снижения вязкости в результате негомогеннности структуры по всей толщине горячекатаного стального материала большой толщины. Однако настоящее изобретение обеспечивает возможность получения материала толщиной 17,5 мм способом горячей прокатки, благодаря чему производственные затраты существенно снижаются. Получение API-X70 способом горячей прокатки в соответствии с настоящим изобретением обеспечивает его более высокую финансовую конкурентоспособность, чем API-X70, получаемого обычным способом изготовления толстой листовой стали.
Специалистам в данной области техники понятно, что понятия и конкретные варианты, раскрытые в данном описании, могут быть легко использованы как основа для изменения или создания других вариантов для достижения целей настоящего изобретения.
Специалистам в данной области техники также понятно, что подобные равнозначные варианты не нарушают сущность и объем данного изобретения, изложенные в прилагаемой формуле изобретения.
Изобретение относится к получению горячекатаного стального листа для магистральных трубопроводов с высокой вязкостью при сверхнизкой температуре. Техническим результатом изобретения является повышение механических свойств стали. Лист получают из стали, имеющей следующий состав в мас.%: от 0,04 до 0,07 С; от 1,50 до 1,65 Mn; от 0,15 до 0,25 Si; не более 0,010 Р; не более 0,003 S; от 0,040 до 0,060 Nb; от 0,040 до 0,060 V; от 0,010 до 0,020 Ti; от 0,10 до 0,30 Мо; от 0,10 до 0,30 Ni; остальное Fe и неизбежные примеси. Способ получения листа включает следующие стадии: сфероидизация неметаллических включений с применением Ca-Si при вторичном рафинировании под шлаком расплавленной стали, имеющей вышеуказанный состав; нагрев заготовки из сфероидизированной стали при температуре от 1150 до 1180°С; черновая прокатка нагретой стальной заготовки при степени обжатия от 25 до 30% и температуре от 900 до 930°С при последнем проходе; чистовая прокатка подвергнутой черновой прокатке стальной заготовки при температуре от 790 до 830°С для получения игольчатого феррита; и смотка стальной заготовки после чистовой прокатки при температуре от 540 до 580°С после быстрого охлаждения. При соответствующем контроле состава стали и шлака получаемая горячекатаная сталь для магистральных трубопроводов имеет высокую прочность, высокую ударную вязкость при низкой температуре и длительный срок службы при транспортировке сырой нефти в экстремальных условиях окружающей среды. 2 н.п. ф-лы, 3 ил., 5 табл.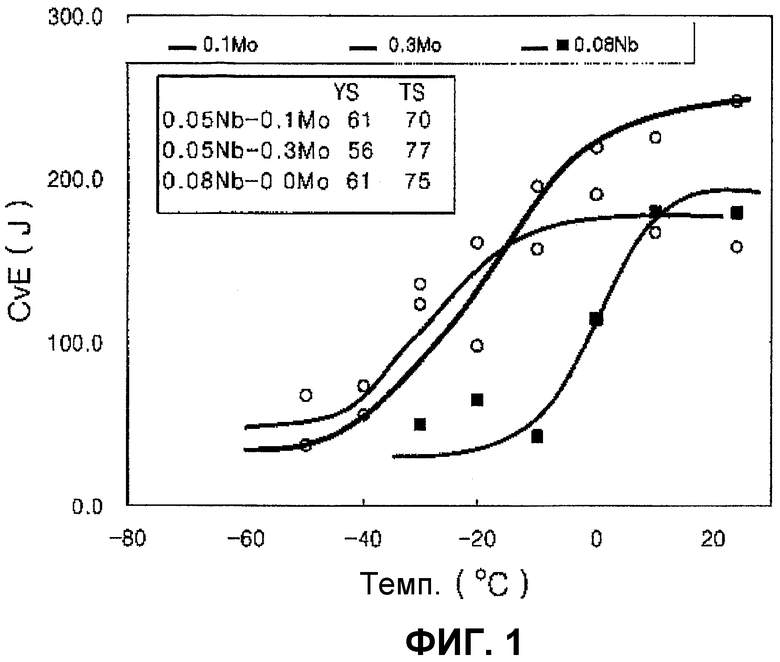
нагрев сфероидизированной непрерывнолитой стальной заготовки при температуре от 1150 до 1180°С, черновую прокатку нагретой заготовки при степени обжатия от 25 до 30% и при температуре от 900 до 930°С при последнем проходе, чистовую прокатку заготовки при температуре от 790 до 830°С, быстрое охлаждение и смотку листа при температуре от 540 до 580°С для получения игольчатого феррита.
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2156310C1 |
| СВАРИВАЕМАЯ ВЫСОКОПРОЧНАЯ КОНСТРУКЦИОННАЯ СТАЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ КОРРОЗИОННО-СТОЙКИХ ТРУБ И ЕМКОСТЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2102521C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 1995 |
|
RU2062793C1 |

