Изобретение относится к черной металлургии, в частности к прокатному производству, и может быть использовано при прокатке швеллеров.
Известен способ прокатки швеллеров в двухвалковых калибрах, заключающийся в последовательном обжатии заготовки в фасонных калибрах за 9 проходов (см. А.П.Чекмарев и др. "Калибровка прокатных валков", Москва, "Металлургия", 1971 г., стр.398).
Наиболее близким аналогом является способ прокатки швеллера в двухвалковых калибрах на стане 500 (см. В.К.Смирнов и др. "Калибровка прокатных валков", Москва, "Металлургия", 1987 г., стр.323, заключающийся в последовательном обжатии заготовки в фасонных калибрах за 9 проходов.
Недостатками способов, приведенных выше, являются:
1. В связи с тем, что существующие способы предусматривают увеличение ширины стенки в каждом проходе на 2-3 мм, это вынуждает иметь "запас" металла в полках, чтобы обеспечить прирост ширины стенки, т.к. естественное уширение спинки не обеспечивает такого прироста. В связи с тем, что раскат центрируют в калибре только за счет нижнего валка, в ручье верхнего валка он имеет некоторую свободу, то это приводит к возможности получения разной высоты полок швеллера, что в свою очередь ведет к повышению процента брака или некондиционной продукции.
2. Для обеспечения необходимой высоты полки требуется заготовка, высотой в 2-2,5 раза превышающая полки готового швеллера, в связи с этим при прокатке возникают большие нагрузки на привод и валки, что ведет к поломке валков, их замене, а следовательно, и к снижению производства.
Техническая задача, решаемая изобретением, - обеспечение стабильности высоты полок, что ведет к снижению брака или некондиционной продукции, экономии валков, а также увеличению производства.
Техническая задача решается тем, что способ прокатки швеллера, заключающийся в последовательном обжатии заготовки, отличается тем, что заготовку после контрольного калибра центрируют как нижним, так и верхним валками, путем поддержания постоянной ширины стенки швеллера.
Центрирование заготовки как верхним, так и нижним валками не требует "перетекания" металла из полок в стенку, это и обеспечивает стабильность высоты полок после каждого прохода.
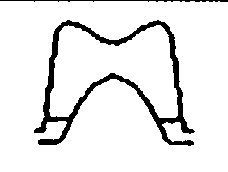
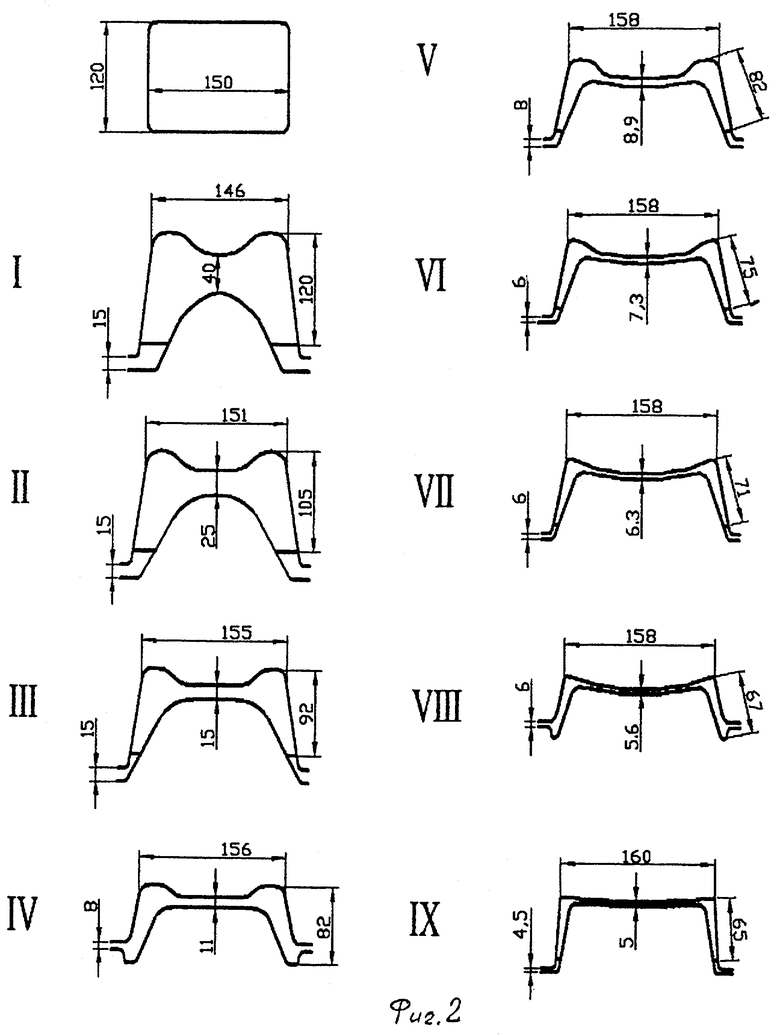
На фиг.1 показана схема калибровки, на которой реализован предлагаемый способ. После четвертой клети, которая является контрольной, ширина стенки В в последующих проходах остается постоянной, а в последнем калибре за счет распрямления стенки получаем необходимый размер.
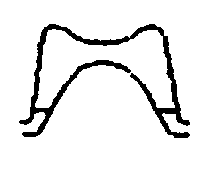
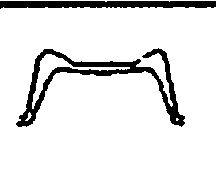
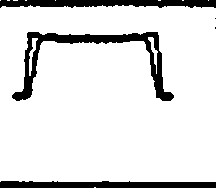
На фиг.2 показана схема калибровки для примера конкретного исполнения.
Предлагаемый способ осуществляли следующим образом.
Заготовку сечением 120×150 прокатывали на 9-клетьевом стане "500" Магнитогорского металлургического комбината для получения швеллера №16У.
С первого по четвертый калибр идет увеличение стенки после каждого прохода. После четвертого калибра, который является контрольным, заготовку начинают центрировать как нижним, так и верхним валком путем поддержания стенки постоянной в оставшихся калибрах В=158 мм. В последнем девятом калибре ширина стенки равна 160 мм за счет ее распрямления. Высота полки швеллера 65 мм.
В таблице приведены сравнительные данные размеров швеллера, полученных по способу-прототипу и предлагаемому способу.
Из таблицы видно, что размеры готового швеллера, полученного способом по прототипу, не соответствуют требованиям ГОСТа из-за разновысокости полок швеллера, высота полок швеллера, прокатанная по предлагаемому способу, одинаковая. В результате снизилось количество брака по причине разновысокости полок швеллера. Из таблицы также видно, что высота заготовки также значительно уменьшилось, в результате чего снизились нагрузки на привод и валки.
Экономия валков составила 30%, а прирост производства составил 50 тыс.тонн.




















| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2007 |
|
RU2356656C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| СПОСОБ КАЛИБРОВКИ ШВЕЛЛЕРОВ | 2004 |
|
RU2268788C1 |
| Способ прокатки швеллерной стали | 1980 |
|
SU869870A1 |
| Способ прокатки швеллеров | 1980 |
|
SU908430A1 |
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| Способ прокатки двутавровых профилей | 1990 |
|
SU1764722A1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке швеллеров. Задача, решаемая изобретением, - снижение брака и некондиционной продукции, экономия валков, а также увеличение производительности. Способ заключается в последовательном обжатии заготовки. В соответствии с изобретением заготовку после контрольного калибра центрируют как нижним, так и верхним валками путем поддержания постоянной ширины стенки. Изобретение обеспечивает поддержание стабильной высоты полок швеллера. 2 ил., 1 табл.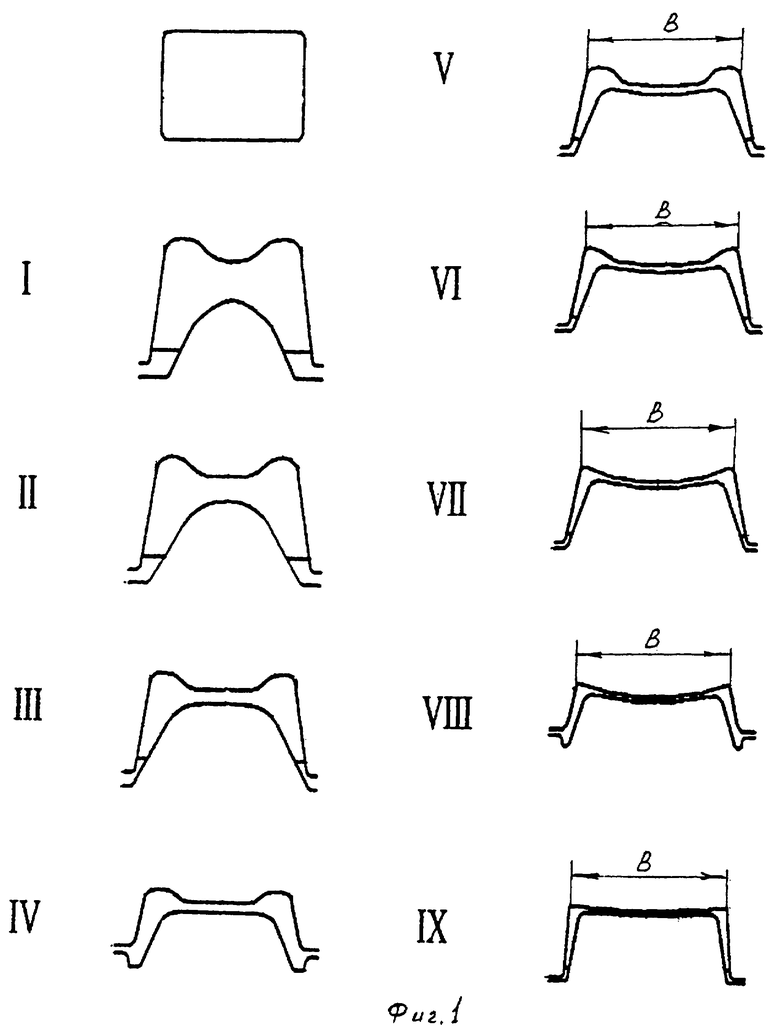
Способ прокатки швеллеров, включающий последовательное обжатие заготовки в калибрах, отличающийся тем, что заготовку после контрольного калибра центрируют как нижним, так и верхним валками, поддерживая постоянную ширину стенки.
| В.К.СМИРНОВ и др | |||
| «Калибровка прокатных валков», М., Металлургия, 1987, с.323.SU 1764722 A1, 30.09.1992.RU 2169050 C2, 20.06.2001.DE 3419501 A, 28.11.1985. |

