Изобретение относится к черной металлургии, в частности к прокатному производству, и может быть использовано при прокатке швеллеров.
Известен способ прокатки швеллеров в двухвалковых калибрах, заключающийся в последовательном обжатии заготовки в фасонных калибрах за 9 проходов (А.П.Чекмарев и др. «Калибровка прокатных валков». М., «Металлургия», 1971, стр.398, В.К.Смирнов и др. «Калибровка прокатных валков». М., Металлургия, 1987, с.323).
Недостатками данного способа прокатки швеллеров является возможность получения полок швеллера разной высоты, что ведет к повышению процента брака и некондиционного металла. Это происходит потому, что увеличение ширины стенки швеллера верхнего валка в процессе прокатки на 2-3 мм вынуждает иметь «запас» металла в полках, чтобы обеспечить прирост ширины стенки, так как естественное уширение стенки не обеспечивает такого прироста, а так как раскат в ручье верхнего валка имеет некоторую свободу, то это приводит к получению неравнополочности швеллера. Кроме того, для обеспечения необходимой высоты полки требуется заготовка, высотой в 2-2,5 раза превышающая полку готового швеллера, в связи с чем при прокатке возникают большие нагрузки на привод и валки, что ведет к поломке валков и снижению производства.
Наиболее близким аналогом является способ прокатки в двухвалковых калибрах (см. патент №2272683, авторы А.А.Морозов и др.), заключающийся в последовательном обжатии заготовки в фасонных калибрах за 9 проходов при постоянной ширине стенки в пяти последних проходах. Данный способ применяется при производстве швеллера №16У.
Недостатками данного способа прокатки швеллеров является возможность получения разной высоты полок по длине швеллера и некачественная обработка кромок полок, что ведет к повышению выхода брака и ухудшению товарного вида продукции. Это происходит потому, что из-за избыточной высоты полок промежуточных сечений швеллера в контрольных калибрах образуются утолщения на нижних концах полок, которые при дальнейшей прокатке образуют волнистую кромку полок. Кроме того, уменьшение высоты полок в контрольных калибрах определяется без учета конкретных размеров калибра.
Техническая задача, решаемая изобретением, - обеспечение стабильной высоты полок и качественной обработки кромок полок по всей длине прокатываемого швеллера, что ведет к снижению брака, некондиционной продукции и улучшению товарного вида продукции, а также повышению производства за счет сокращения времени на настройку.
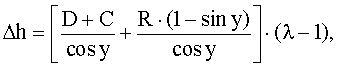
Поставленная задача решается тем, что в способе прокатки швеллеров, заключающемся в последовательном обжатии заготовки, в отличие от ближайшего аналога, заготовку после черновой группы калибров прокатывают с постоянной шириной стенки и постоянной высотой профиля между контрольными калибрами, причем изменение высоты полки Δh в контрольных калибрах чистовой группы определяют по зависимости

где D - глубина канавки;
С - зазор в калибре;
R - радиус притупления;
у - угол наклона стенки калибра (выпуск калибра);
λ - относительное уменьшение толщины стенки швеллера в данном проходе.
Данная зависимость получена опытным путем и является эмпирической.
Одинаковая вытяжка стенки и полок, отсутствие увеличения ширины стенки, а также уменьшение высоты полок в контрольных калибрах с учетом конкретных размеров калибра и величины относительного уменьшения толщины стенки в данном проходе обеспечивает стабильную высоту полок и качественную обработку кромок полок по всей длине прокатываемого швеллера, что ведет к снижению брака, некондиционной продукции и улучшению товарного вида продукции.
На фиг.1 показана часть калибра.
На фиг.2 показана схема калибровки, на которой реализован предлагаемый способ, начиная с четвертого калибра, который является контрольным, ширина стенки В в последующих проходах остается постоянной, а в последнем калибре за счет распрямления стенки получаем необходимый размер. Высота профиля между четвертым, шестым и девятым калибрами, которые являются контрольными, остается постоянной, причем изменение высоты полки Δh в контрольных калибрах чистовой группы определяется по зависимости

где D - глубина канавки;
С - зазор в калибре;
R - радиус притупления;
у - угол наклона стенки калибра (выпуск калибра);
λ - относительное уменьшение толщины стенки швеллера в данном проходе.
Высота полок после контрольных калибров К1 и Кг будет равна H1=H2-Δh1 и Hг=Н1-Δhг.
Нумерация контрольных калибров дана по порядку ведения расчета - против хода прокатки.
На фиг.3 показана схема калибровки для примера конкретного исполнения.
Предлагаемый способ осуществляли следующим образом.
На Магнитогорском металлургическом комбинате заготовку сечением 152×170 мм прокатывали на стане 450 сортового цеха за десять проходов для получения швеллера №18У.
С первого по третий калибр идет увеличение ширины стенки после каждого прохода. Начиная с четвертого калибра, который является контрольным, заготовку центрируют путем поддержания ширины стенки постоянной в оставшихся калибрах В=178 мм. В последнем десятом калибре ширина стенки равна 180 мм за счет ее распрямления.
С первого по четвертый калибр идет уменьшение высоты полки швеллера. Между четвертым и шестым, а также между шестым и девятым контрольными калибрами высота полки швеллера остается постоянной, равной соответственно 84 и 74,9 мм. Высота полки в десятом калибре остается постоянной и равной высоте полки швеллера в девятом контрольном калибре и составляет 71,3 мм. Изменение высоты полки Δh в шестом и девятом контрольных калибрах определяется по зависимости

где D - глубина канавки;
С - зазор в калибре;
R - радиус притупления;
y - угол наклона стенки калибра (выпуск калибра);
λ - относительное уменьшение толщины стенки швеллера в данном проходе.
Так, в шестом контрольном калибре при прокатке швеллера №18У размеры элементов калибра имеют следующие значения:
у=11,3°; D=12 мм; С=6 мм; R=12 мм; λ=1,272,

Так, в девятом контрольном калибре при прокатке швеллера №18У размеры элементов калибра имеют следующие значения: y=11,3°; D=14 мм; С=6 мм; R=10 мм; λ=1,13,

Высота полок после контрольных калибров К1 - VI и КГ - IX будет равна
H1=H2-Δh1=84-9,1=74,9;
HГ=H1-Δhг=74,9-3,6=71,3 мм.
Предложенный способ прокатки позволил освоить производство швеллера №18У на стане «450» с постоянной высотой полки и качественной обработкой кромки, в результате снизилось количество брака и некондиционной продукции, также сократилось время на настройку, что привело к повышению производства на 8%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2004 |
|
RU2272683C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ КАЛИБРОВКИ ШВЕЛЛЕРОВ | 2004 |
|
RU2268788C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2007 |
|
RU2350408C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПРОФИЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2090274C1 |
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2002 |
|
RU2210440C1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
Изобретение предназначено для снижения брака, некондиционной продукции и улучшения товарного вида продукции, а также повышения производства за счет сокращения времени на настройку. Способ включает последовательное обжатие заготовки в калибрах. Стабильная высота полок и качественная обработка кромок полок по всей длине прокатываемого швеллера обеспечивается за счет того, что заготовку после черновой группы калибров прокатывают с постоянной шириной стенки и постоянной высотой профиля между контрольными калибрами, причем изменение высоты полки Δh в контрольных калибрах чистовой группы регламентировано математической зависимостью. 3 ил.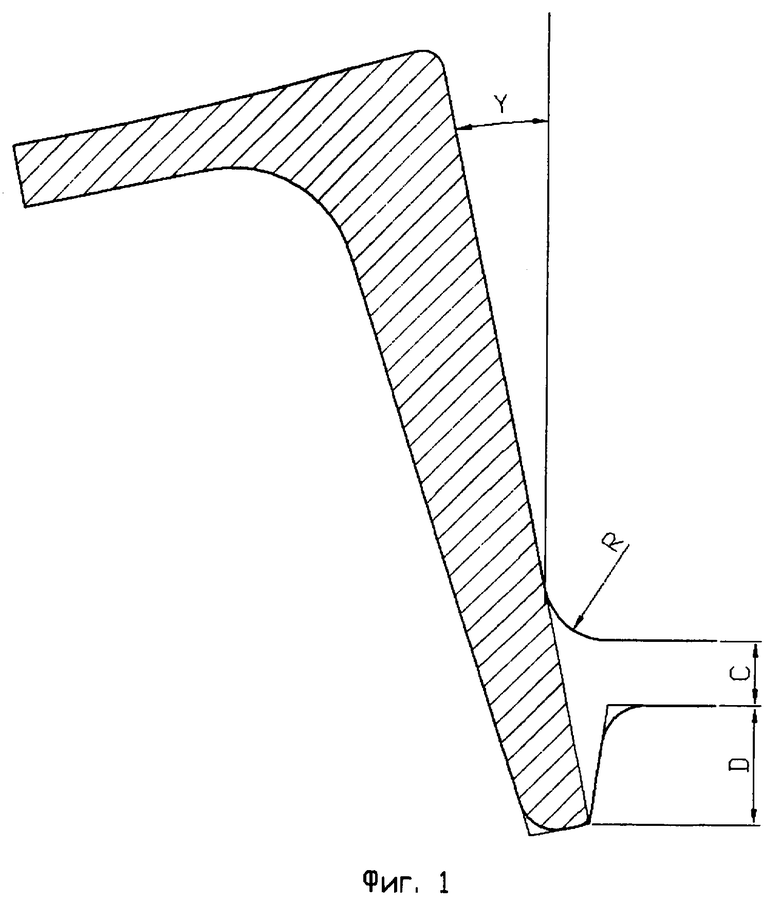
Способ прокатки швеллеров, включающий последовательное обжатие заготовки в калибрах, отличающийся тем, что заготовку после черновой группы калибров прокатывают с постоянной шириной стенки и постоянной высотой полки между контрольными калибрами, причем изменение высоты полки Δh в контрольных калибрах чистовой группы определяют по зависимости
где D - глубина канавки калибра, мм;
С - зазор в калибре, мм;
R - радиус притупления, мм;
y - угол наклона стенки калибра - выпуск калибра, град.;
λ - относительное уменьшение толщины стенки швеллера в данном проходе, %.
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2004 |
|
RU2272683C1 |
| Способ хромирования изделий | 1933 |
|
SU42774A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1998 |
|
RU2132247C1 |
| Способ получения пористого стекла | 1988 |
|
SU1544737A1 |

