(54) СПОСОБ ПРОКАТКИ ШВЕЛЛЕРНОЙ СТАЛИ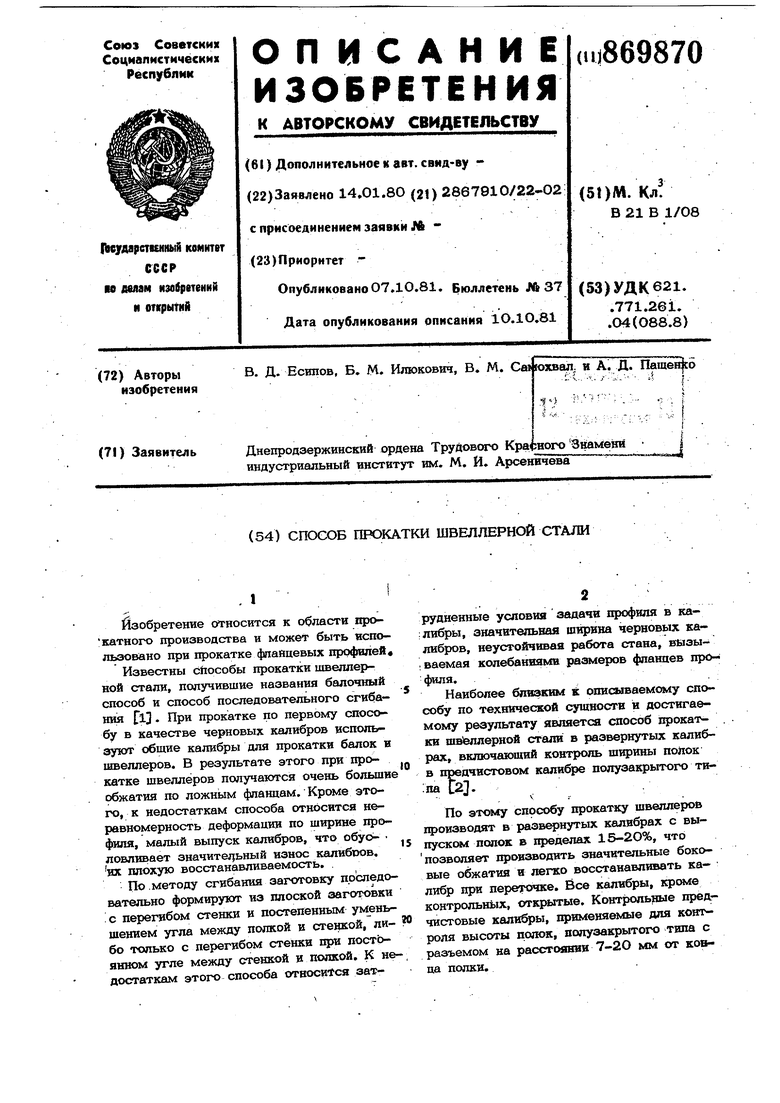
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ ШВЕЛЛЕРНОЙ ФОРМЫ | 2004 |
|
RU2254178C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2007 |
|
RU2350408C1 |
| СПОСОБ КАЛИБРОВКИ ШВЕЛЛЕРОВ | 2004 |
|
RU2268788C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| Способ прокатки профилей швеллерного типа | 1988 |
|
SU1614870A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
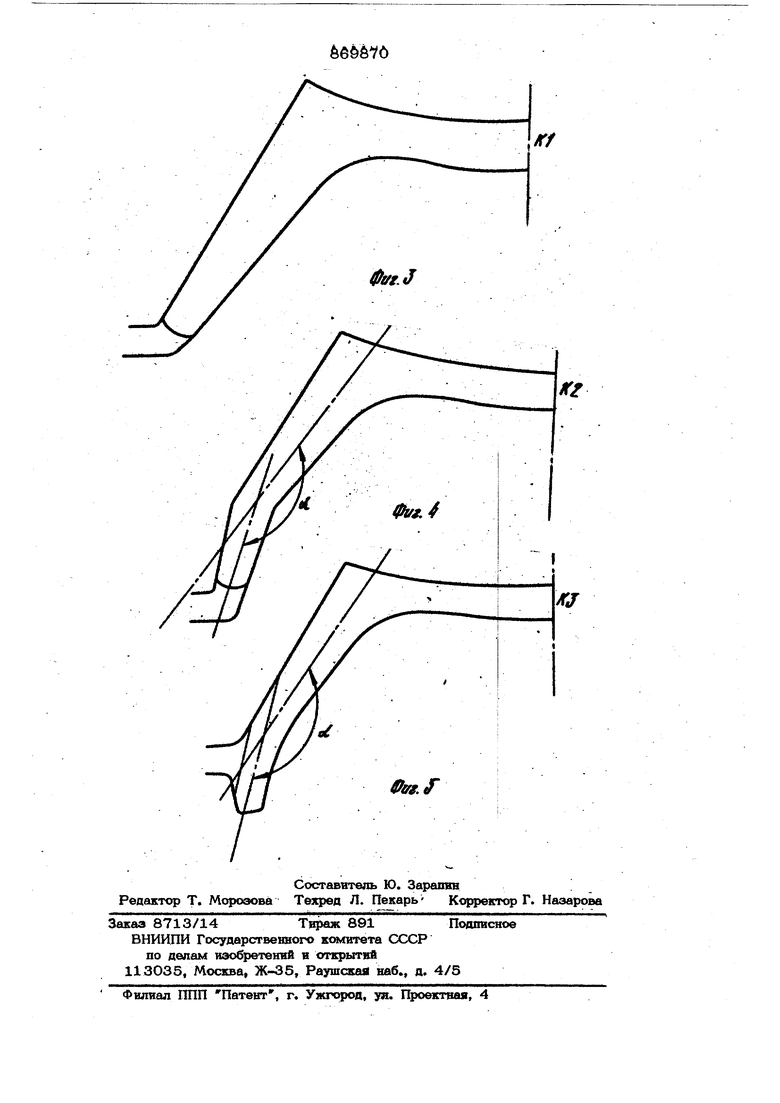
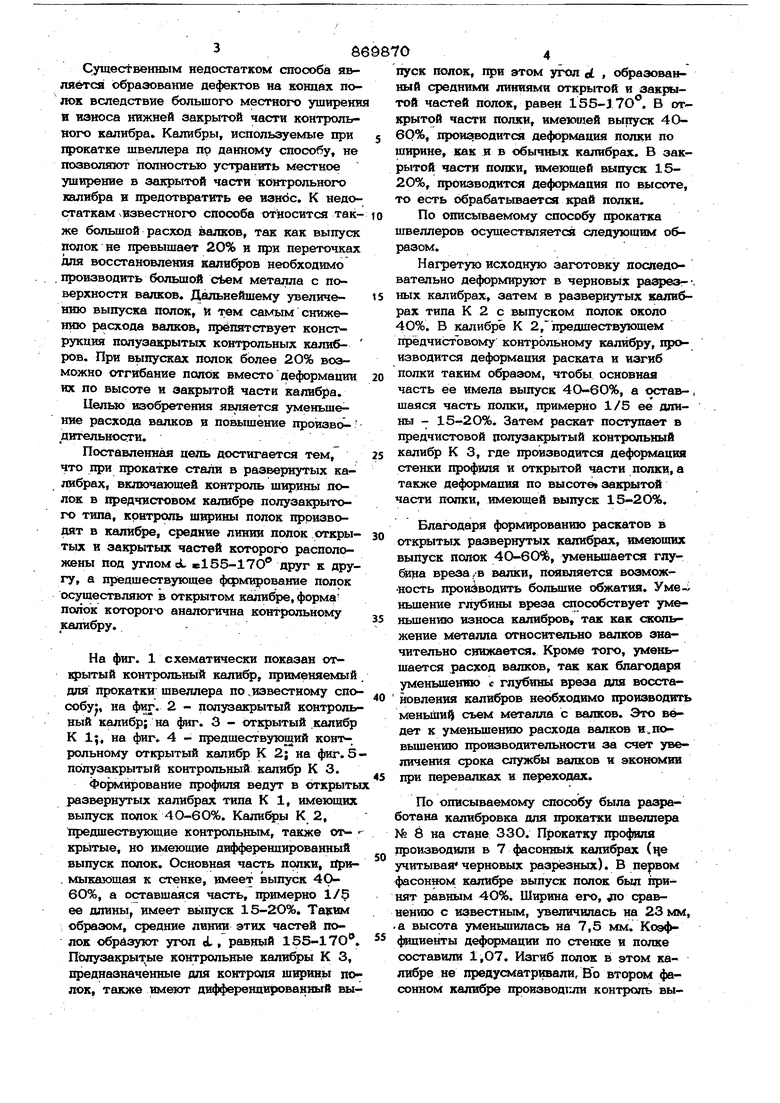
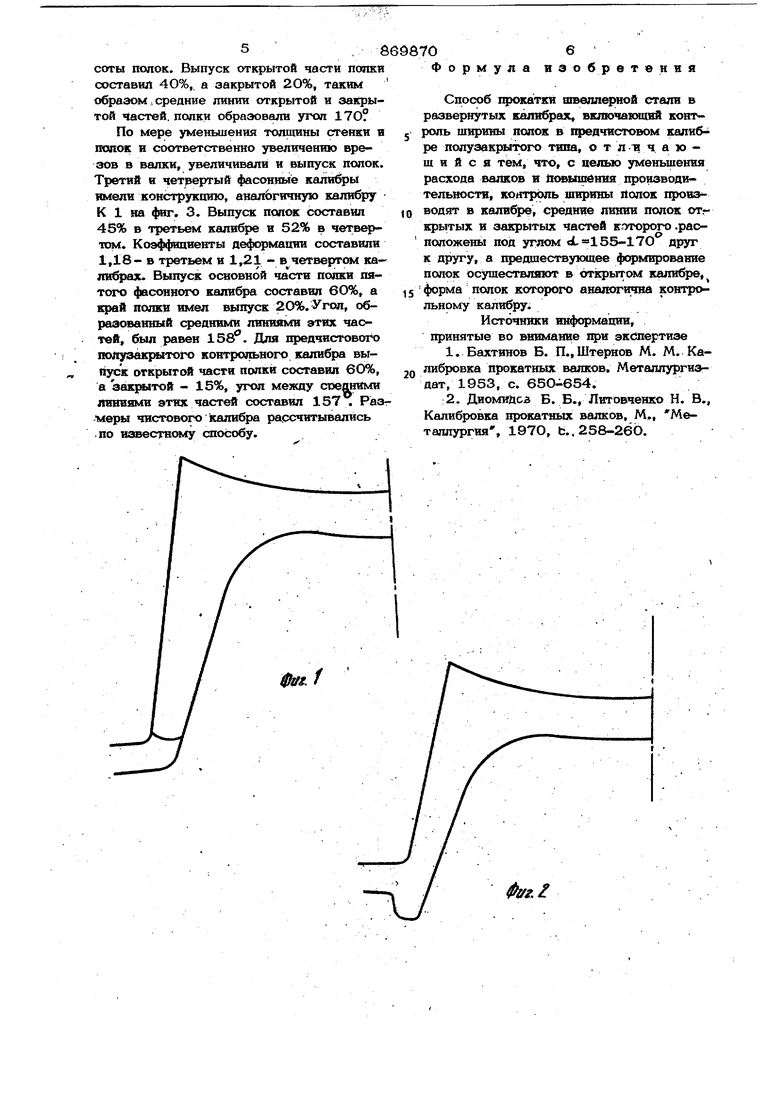
.1 Изобретение относится к области прокатного производства и может быть использовано при прокатке фпайцевых профилей Известны сйособы прокатки швеллерной стали, получившие названия балочный способ и способ последовательного сгибания TI . При прокатке по первому способу в качестве черновых калибров испопьзукуг общие калибры для прокатки балок н швеллеров. В результате этого при прокатке швеллеров получаются очень больши обжатия по ложным фланцам. Кроме этого, к недостаткам способа относится неравномерность деформации по ширине профиля, малый выпуск калибров, что обус- ловливает значительный износ калибгюв. их плохую восстанавливаемость. По методу сгибания заготовку прследовательно формируют из плоской заготовки : с перегибом стенки и постепенным уменьгшением угла между полкой и стенкой, либо только с перегибом стенки при постоянном угле между стенкой и полкой. К не достаткам этого способа относится затрудненные условия задачи профиля в ка: либры, значительная ширина черновых калибров, неустойчивая работа стана, нызы. Баемая колебаниями размеров фланцев профиля. Наиболее близким k описываем ииу способу по технической сущности и достигаемому результату является способ прокат- . ки швеллерной стали в развернутых калибрах, включающий контроль ширины пойок в птедчистовом калибре полузакрытого ти:па С2. По этому способу прокатку швеллеров 1ФОИЗВОДЯТ в развернутых калибрах с выпуске полок в пределах 15-2О%, что позволяет производить значительные боковые обжатия и легко восстанавливать калибр при переточке. Все калибры, кроме контрольных, открытые. Контрольные предчистовые калибры, применяемые для контроля высоты попок, полузакрытого типа с разъемом на расстоянии 7-2О мм от ковца полки. Существенным недостатком способа является образование дефектов на концах попок вследствие большого местного уширеш и износа нижней закрытой части контрольного калибра. Калибры, используемые при гфокатке швеллера Пр данному способу, не позволяют полностью устранить местное уширение в закрытой части контрольного калибра и предотщштить ее износ. К недостаткам чизвестного способа относится также большой расход валков, так как выпуск полок не превышает 20% и 1фи переточках для восстановления калиС в необходимо , производить большой металла с поверхности валков. Дальнейшему увеличению выпуска полок, И тем самым снижению расхода валков, препятствует конструкция полузакрытых контрольных калибров. При выпусках полок более 20% возможно отгибание полок вместо деформапии их по высоте и закрытой части калибра. Целью изобретения является уменьшение расхода валков и повышение производительности. Поставленная цель достигается тем, что при прюкатке стали в развернутых калибрах, включающей контроль ширины полок в предчистовом калибре полузакрытого типа, контроль ширины полок прризводят в калибре, средние линии полок открытых и закрытых частей которого расположены под углом dl «155-170 друг к другу, а предшествующее ффмирование полок осуществляют в открытом калибре, форма попок KOTOpoix) аналогична контрольному калибру.. На фиг. 1 схематически показан открытый контрольный калибр, применяемый для прокатки Щвеллера по .известному спо собу, на фиг. 2 - полузакрытый контроль ный калибр; на фиг. 3 - открытый калибр К 1;, на фиг. 4 - предшествующий конт. рольному открытый калибр К 2; на фиг. 5 полузакрытый контрольный калибр КЗ. Фо1)мирование профиля ведут в открыты развернутых калибрах типа К 1, имеющих выпуск полок 4О-6О%. Калимы К 2, предшествующие контрольным, также открытые, но имеющие дифференцированный выпуск полок. Основная часть полки, При. мыкаюшая к стенке, имеет выпуск 4р60%, а оставшаяся часть, примерно 1/5 ее длины, имеет вь:пуск 15-2О%. Тарим образом, средние линии этих частей полок образуют угол d , равный 155-170 Полузакрытые контрольные калибры К 3, предназначенные для контроля ширины по лок, также имеют дифференцированный выпуск полок, при этом угол ct , образованный средними линиями открытой и закрытой частей полок, равен 155-37О . В открытой части полки, имеюшей выпуск 4060%t производится деформация полки по ширине, как и в обычных калибрах. В закрытой части полки, имеющей выпуск 152О%, производится деформация по высоте, то есть обрабатьюается край полки. По описываемому способу прокатка швеллеров осуществляется следующим образом. Нагретую исходную заготовку последовательно деформируют в черновых разрез--, ных калибрах, затем в развернутых калибрах типа К 2 с выпуском полок около 40%. В калибре К 2,предшествующем прёдчистЪвому контрольному калибру, производится деформация раската и изгиб полки таким образом, чтобы основная часть ее имела выпуск 40-60%, а остав-, шаяся часть полки, примерно 1/5 ее длины - 15-20%. Затем раскат поступает в предчистовой полузакрытый контрольный калибр К 3, где производится деформация стенки профиля и открытой части полки, а также деформация по высоте закрытой части полки, имеющей выпуск 15-20%. Благодаря формированию раскатов в открытых развернутых калибрах, имеющих выпуск полок 40-60Sfe, уменьшается глуйща вреза/в валки, появляется возможность производить большие обжатия. Уме ньшение глубины вреза способствует уменьшению износа калибров, так как скольжение металла относительно валков значительно снижается. Кроме того, уменьшается расход валков, так как благодаря уменыиению е глубины вреза для восстановления калибров необходимо производить меньший съем металла с валков. Это ведет к уменьшению расхода валков и повьш1ению производительности за счет увеличения срока службы валков и экономии при перевалках и переходах. По описываемому способу была разработана калибровка для прокатки швеллера № 8 на стане 330. Прокатку профиля производили в 7 фасонных калибрах (це учитывая черновых разрезных). В первом фасонном калине выпуск полок был принят равным 40%. Ширина его, jio сравнению с известным, увеличилась на 23 мм, .а высота уменьшилась на 7,5 мм. Коэф48а1иенты деформации по стенке и полке составили 1,07. Изгиб полок в этом калибре не преоусматривали/Во втором фасонном калибре производили контроль высоты попок. Выпуск открытой части полки составил 40%, а закрытой 20%, таким образом, средние линии открытой и закрытой ч(астей. попки образовали утоп 170
По мере уменыиения топщины стенки и попок и соответственно увепичению врезов в валки, увеличивали и выпуск попок. Третий и четвертый фасонные калибры имели конструкцию, анал&гичную калибру К 1 на фиг. 3. Выпуск попок составип 45% в третьем калибре и 52% в четвертом. Коэффициенты деформации составили 1,18- в третьем и 1,21 - в четвертом калибрах. Выпуск основной части попки пятого фасонного калибра составип 6О%, а край полки имел выпуск 20%. Угоп, образованный средними линиями этих частей, был равен . Для предчистового 1Н лузак1Штого контрольного калибра выriycik открытой части полки составил 6О%, а закрттой - 15%, угоп между соедними линиями этих частей составил 157 . Разтмеры чистового калибра рассчитывались .по известному способу.
Формула изобретения
Способ щюкатки швеллерной стали в развернутых калибрах, включающий контроль ширины попок в предчистовом калнб ре полузакрытого типа, о т л -и. чающийся тем, что, с целью уменьшения расхода валков и Повышения производительности, контроль щирины Лолок произ водят в калибре, средние линии полок отг крытых и закрытых частей которого .раоположены под углом «L 155-170 друг к другу, а предществукхаее формирование полок осуществляют в открытом калибре, форма попок которого аналогична контрольному калибру.
Источники информации, принятые во внимание при экспертизе
