Изобретение относится к сварочной технике и может быть использовано для электродуговой наплавки, в частности деталей, имеющих форму тел вращения, таких как опорные катки, колеса гусеничных машин, кранов и др.
Известно устройство для наплавки деталей с изношенной цилиндрической поверхностью (см. а.с. №1539011, В 23 К 9/04, 1988 г.) Устройство содержит привод вращения, выходной вал которого консольно скреплен с наплавляемой деталью, сварочную головку с кассетой для проволоки и механизмом подачи проволоки, бункер с флюсом, узел продольного перемещения, с которым связана сварочная головка, источник питания сварочной дуги.
К недостаткам устройства можно отнести консольное крепление наплавляемой детали с приводом, которое не рассчитано на детали значительной массы, имеющих, к тому же, большие габариты, что ограничивает возможности наплавки.
Наиболее близким аналогом является устройство для наплавки деталей, имеющих форму тел вращения, содержащее привод вращения, закрепленную в опорах наплавляемую деталь, сварочную головку, включающую механизм подачи электродной проволоки, флюсобункер, узел продольного, горизонтального и вертикального перемещений сварочной головки и источник питания сварочной дуги (см. пат. RU №2215625, кл. В 23 К 9/04, 2002 г.).
Однако это устройство, как и приведенный выше аналог, имеет ограниченные функциональные возможности, поскольку в нем не предусмотрено регулирование нагрева детали в процессе ее наплавки. При многослойной наплавке, особенно деталей малых диаметров, возможен их перегрев, что осложняет условия и ухудшает качество наплавки.
Кроме того, наплавка нескольких слоев с затратами времени на охлаждение детали после наплавки каждого слоя ведет к пониженной производительности. Кроме того, в устройстве установка деталей значительной массы требует использования грузоподъемных средств.
Задачей предложенного технического решения является повышение производительности деталей при одновременном повышении качества наплавки, повышении удобств эксплуатации и упрощении их установки.
Для решения поставленных задач в предложенном устройстве для наплавки деталей, имеющих форму тел вращения, содержащем привод вращения, закрепленную в опорах наплавляемую деталь, сварочную головку, включающую механизм подачи электродной проволоки, флюсобункер, узел продольного, горизонтального и вертикального перемещений сварочной головки и источник питания сварочной дуги, согласно изобретению устройство снабжено съемной каруселью и расположенными ниже привода дополнительными опорами, а съемная карусель выполнена в виде двух вертикальных, параллельных планшайб, которые закреплены на горизонтальном валу и установлены в дополнительных опорах с возможностью поворота, при этом в планшайбах выполнены «n» равноудаленных от оси горизонтального вала равномерно расположенных по окружности соосных отверстия, в которых соответственно закреплены «n» поочередно наплавляемых деталей, при этом очередная наплавляемая деталь установлена в крайнем верхнем положении карусели и соосно связана с валом привода.
Кроме того, предложенное устройство согласно изобретению снабжено горизонтальной монтажной площадкой переменной высоты, подвижно расположенной под дополнительными опорами.
Технический результат предложенного устройства состоит в увеличении производительности в 1,5-2 раза при одновременном повышении качества наплавки деталей, в упрощении их установки, а также в повышении удобств эксплуатации.
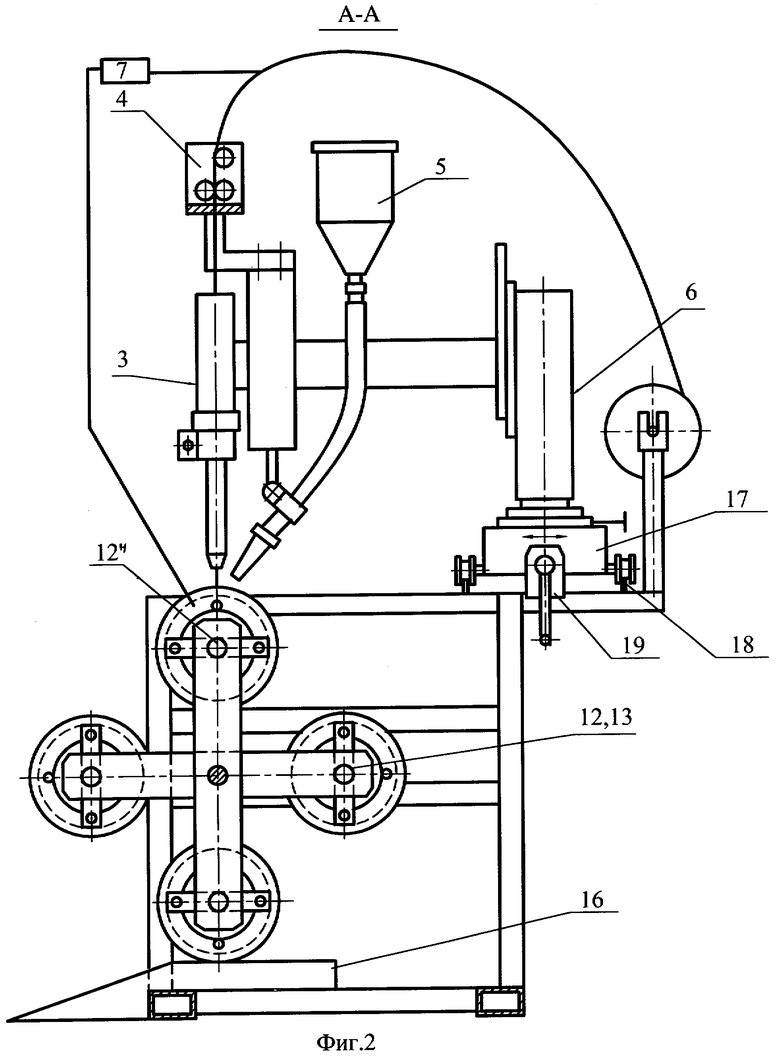
На фиг.1 представлена конструктивная схема устройства и показана карусель, установленная в дополнительных опорах.
На фиг.2 приведен разрез фиг.1 по А-А.
Устройство для наплавки деталей, имеющих форму тел вращения, содержит привод 1 вращения наплавляемой детали 2. В состав устройства также входит сварочная головка 3, включающая механизм подачи электродной проволоки 4, флюсобункер 5, узел 6 продольного, горизонтального и вертикального перемещений сварочной головки 3, источник питания 7 сварочной дуги. В устройстве ниже привода вращения 1 расположены дополнительные опоры 8, в которых установлен горизонтальный вал 9 съемной карусели 10.
Съемная карусель 10 предназначена для установки и перемещения «n» поочередно наплавляемых деталей 2 и выполнена в виде двух вертикальных, параллельных планшайб 11 (которые закреплены на горизонтальном валу 9). В планшайбах 11 соответственно выполнены «n» соосных отверстий 12, которые равномерно расположены по окружности и равноудалены от оси горизонтального вала 9. В каждой паре соосных отверстий 12 закреплены оси 13 одной из «n» деталей 2.
Очередная наплавляемая деталь 2н закреплена в соосных отверстиях 12н, расположенных на карусели 10 в крайнем верхнем положении. Ось 13н этой детали 2н соосно связана с валом 14 привода 1, например втулочной муфтой 15.
В устройстве имеется горизонтальная монтажная площадка 16 переменной высоты. Монтажная площадка 16 подвижно расположена под дополнительными опорами 8.
Узел 6 продольного, горизонтального и вертикального перемещений включает тележку 17, которая установлена на направляющих 18 и управляется винтовым приводом 19.
Работа устройства.
Перед наплавкой съемную карусель 10, которая закреплена на горизонтальном валу 9, устанавливают в дополнительных опорах 8.
Наплавляемые детали 2 закатывают одна за другой на подвижную горизонтальную монтажную площадку 16 и ось 13 каждой из деталей 2 соосно устанавливают в соответствующей паре соосных отверстий 12, выполненных в планшайбах 11. Эти отверстия 12 для осей 13 деталей 2 выполняют роль опор (иначе говоря, роль подшипников скольжения). Это позволяет повысить удобство и упростить установку деталей значительной массы без применения грузоподъемных средств.
После установки карусель 10 с расположенными на ней деталями 2 поворачивают в опорах 8. Соосные отверстия 12 в планшайбах 11, в которых закреплены оси деталей, равномерно расположены по окружности и равноудалены от оси горизонтального вала. Это позволяет поддерживать равновесие карусели при вращении.
В процессе вращения карусели 10 детали 2 последовательно перемещаются в соответствующую позицию. Наплавку выполняют на деталь 2н, которая переместилась в крайнюю верхнюю позицию карусели 10. Перед наплавкой эту деталь 2н соосно скрепляют с валом 14 привода 1, который совершает вращение этой детали 2н при наплавке.
При этом механизм подачи 4 электродной проволоки сварочной головки 3 подает наплавочную проволоку к поверхности наплавки детали 2н. На детали 2н выполняется наплавка валика по кольцу. После замыкания каждого кольца наплавляемого валика тележка 17, которая установлена на направляющих 18, с помощью винтового привода 19 передвигает сварочную головку 3 и связанный с ней флюсобункер 5 на шаг наплавки, и по той же технологии выполняется наплавка следующих кольцевых валиков до полного заполнения одним слоем поверхности вращения наплавляемой детали 2н. Затем горизонтальный вал 9 и закрепленную на нем карусель 10 поворачивают до установки следующей детали в крайнюю верхнюю позицию. Наплавленную деталь переводят в следующую позицию для остывания. Далее процесс наплавки на очередную деталь, расположенную в верхнем положении карусели, выполняют аналогично по описанной технологии и так до наплавки одного слоя на все установленные на карусели детали. Следующий этап состоит в последовательной поочередной наплавке второго слоя на остывшие к этому времени детали. Возможность последовательной наплавки на «n» деталей, установленных на карусели, позволяет регулировать нагрев и качество наплавки, а также повысить производительность наплавки деталей.
Наплавку следующих слоев до полного восстановления изношенной поверхности деталей, установленных на карусели, выполняют аналогично.
Технико-экономический эффект предложенного устройства состоит в увеличении производительности наплавки деталей в 1,5-2 раза, в повышении качества наплавки, а также в упрощении установки тяжеловесных деталей и в повышении удобств эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308365C1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ИЗНОШЕННОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ, ИМЕЮЩИХ ФОРМУ ТЕЛ ВРАЩЕНИЯ | 2005 |
|
RU2291035C1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ДЕТАЛЕЙ С ИЗНОШЕННОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2002 |
|
RU2215625C1 |
| СПОСОБ НАПЛАВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РАДИАЛЬНЫХ ОТВЕРСТИЙ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2520882C2 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2070492C1 |
| Устройство для подачи сварочной проволоки | 1990 |
|
SU1738531A1 |
| Установка для электродуговой наплавки зубьев венцов | 1987 |
|
SU1567339A1 |
Изобретение относится к сварочному производству, в частности к устройству для наплавки деталей, имеющих форму тел вращения, и может быть использовано при изготовлении и ремонте опорных катков, колес гусеничных машин, кранов и других изделий. Наплавляемые детали закреплены в опорах с приводом (1) вращения. Сварочная головка (3) включает механизм подачи (4) электродной проволоки, флюсобункер (5), узел (6) продольного, горизонтального и вертикального перемещений сварочной головки (3). Съемная карусель (10) выполнена в виде двух вертикальных, параллельных планшайб (11) установлены в расположенных ниже привода вращения (1) опорах (8). В планшайбах (11) карусели (10) выполнены «n» равноудаленных от оси горизонтального вала равномерно расположенных по окружности соосных отверстия для закрепления «n» поочередно наплавляемых деталей. Планшайбы (11) закреплены на горизонтальном валу (9) с возможностью вращения и поочередного расположения очередной наплавляемой детали в крайнем верхнем положении расположения вала привода вращения. В устройстве имеется горизонтальная монтажная площадка переменной высоты, которая подвижно расположена под дополнительными опорами. Изобретение направлено на увеличение производительности наплавки деталей в 1,5-2 раза, на повышение качества наплавки и на упрощение установки тяжеловесных деталей с повышением удобств эксплуатации. 1 з.п. ф-лы, 2 ил.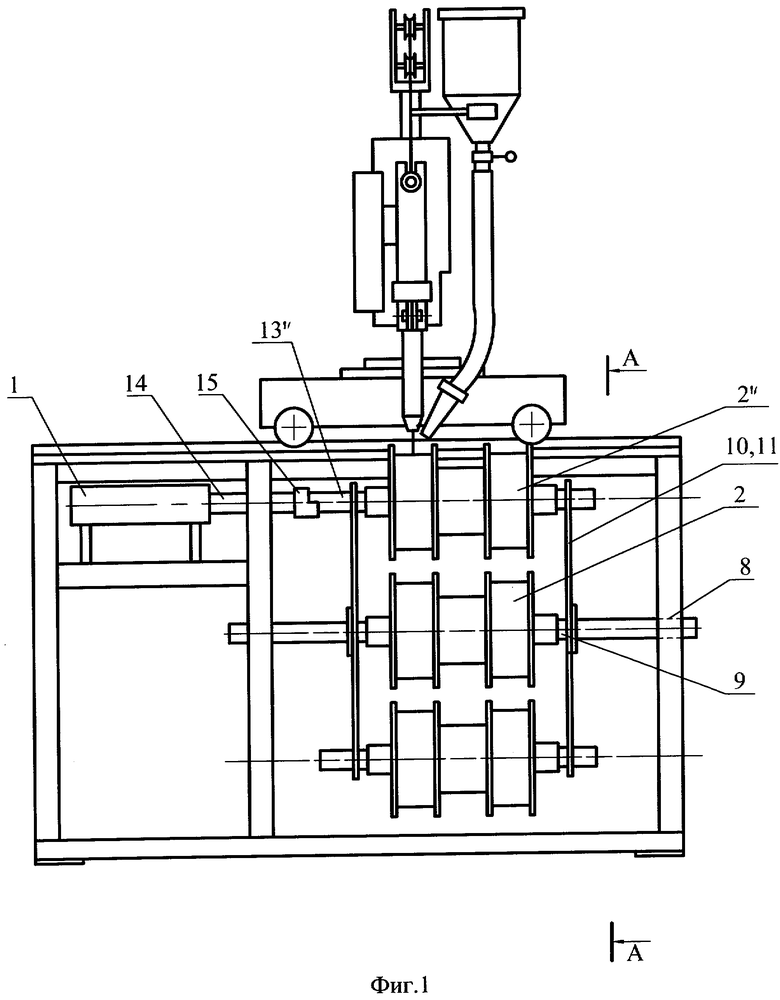
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ДЕТАЛЕЙ С ИЗНОШЕННОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2002 |
|
RU2215625C1 |
| Сшиватель для бумаг | 1929 |
|
SU20639A1 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ^ЗНАлВСЕСОЮ:''•''•Ti.'iiTj.-,.-» r^v'-' .- "'^iV.rbhj-T->&^.;4-'|^A;БИБЛ!-';'ПТ:- -^ f-. | 0 |
|
SU302216A1 |
| Установка для наплавки торцов зубьев шестерен | 1988 |
|
SU1593820A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ КУЛЬТИВАТОРНЫХ ЛАП | 1965 |
|
SU214696A1 |
| US 4707581 A, 17.11.1987 | |||
| US 2003189028 A, 09.10.2003 | |||
| JP 7241672 A, 19.09.1995 | |||
| ЕР 1354658 А, 22.10.2003 | |||
| JP 6344142 A, 20.12.1994 | |||
| US 4780593 A, 25.10.1988. | |||

