Известны индукционные установки для наплавки культиваторных лап, выполненные в виде цепных транспортеров и конвейеров.
Предложенная установка отличается от известных тем, что она выполнена в виде роторного устройства, на котором осуществляется автоматическая загрузка и разгрузка культиваторных лап и их двухсторонняя наплавка.
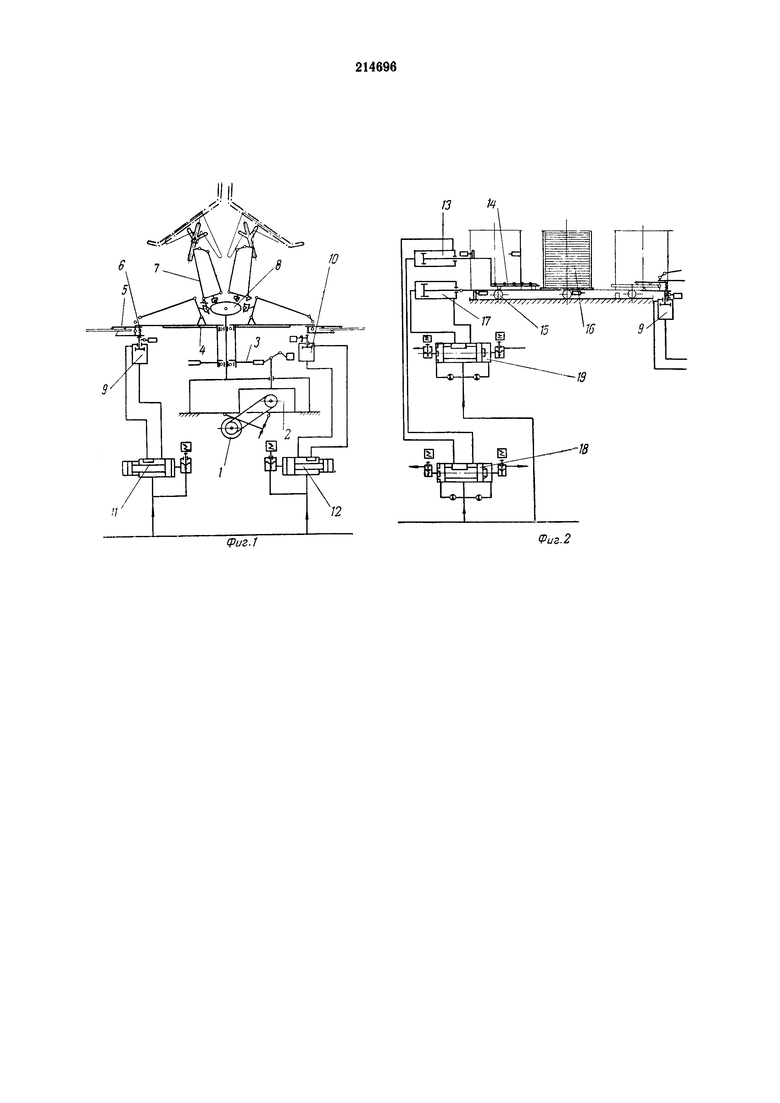
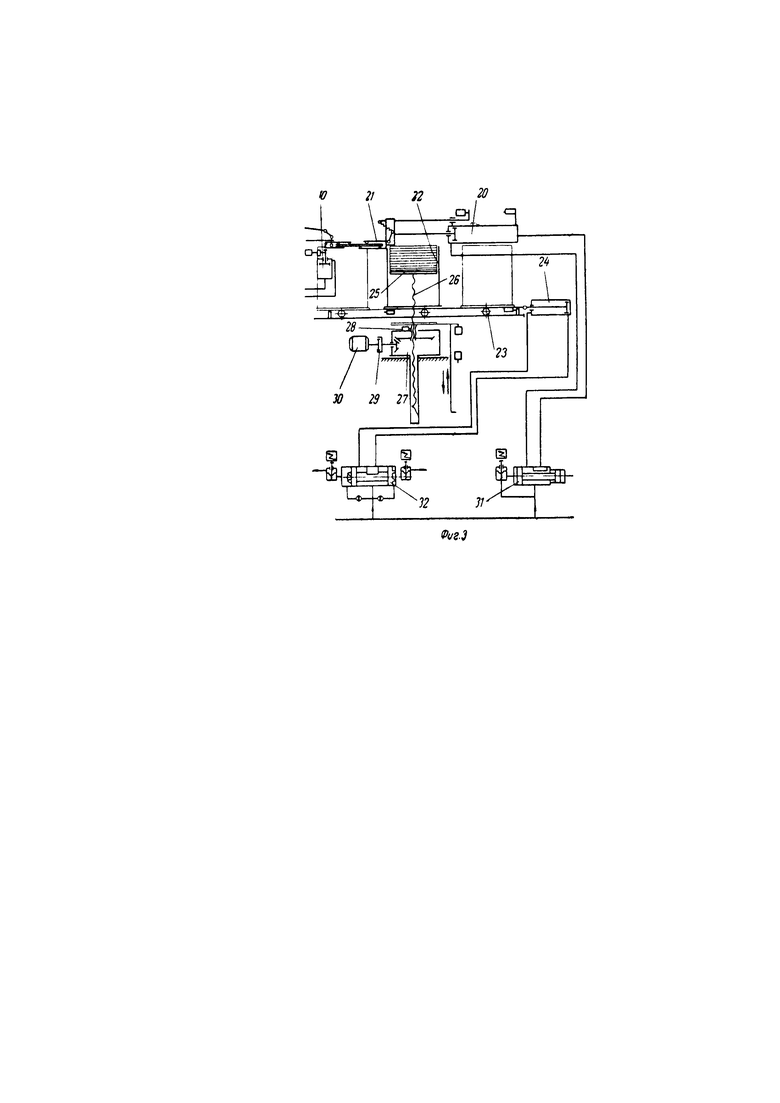
На фиг. 1 схематически показан механизм подачи лап культиватора в индикатор ТВЧ; на фиг. 2 - механизм загрузки лап культиватора в механизм подачи; на фиг. 3 - механизм разгрузки механизма подачи.
Установка для автоматической индукционной наплавки твердого сплава, например, на лапы культиватора включает:
механизм подачи лап культиватора в индуктор ТВЧ, состоящий из электродвигателя 1, червячного редуктора 2, восьмипозиционного мальтийского креста 3, закрепленного на карусельном столе 4, на котором размещены восемь захватов 5, постоянно удерживающих лапы пружинами 6, рычажной системы 7, кулачка 8, пневмоцилиндров 9 и 10 и воздухораспределителей 11 и 12;
механизм загрузки лап культиватора в механизм подачи, состоящий из пневмоцилиндра 13, каретки-толкателя 14, каретки 15, на которой размещены две кассеты 16, пневмоцилиндра 17 и воздухораспределителей 18 и 19;
Механизм разгрузки механизма подачи, состоящий из пневмоцилиндра 20, на штоке которого закреплено зажимное устройство 21, двух кассет 22, расположенных на каретке 23, пневмоцилиндра 24, платформы 25, установленной на винтовом стержне 26, редуктора 27, на котором закреплен конечный выключатель 28, электромуфты 29, электродвигателя 30 и воздухораспределителей 31 и 32.
Работает установка следующим образом.
Продолжительность и последовательность циклов наплавки лап культиватора регулируется при помощи реле времени. Реле времени одновременно включает: индуктор ТВЧ и механизм загрузки и разгрузки. При этом механизм подачи лап культиватора зафиксирован мальтийским крестом. Воздухораспределитель 11, получив команду от реле времени, штоком пневмоцилиндра 9 сжимает пружину 6 и раскрывает захват 5. Воздухораспределитель 18 штоком пневмоцилиндра 13 продвигает каретку-толкатель 14 и досылает нижнюю лапу из кассеты 16 в раскрытый захват 5.
Обратным движением штока пневмоцилиндр 9 освобождает пружину 6 и закрывает захват 5. Одновременно на противоположном захвате 5 карусельного стола 4 производится разгрузка лап в следующем порядке: пневмоцилиндр 20, получив команду от воздухораспределителя 31, досылает зажимное устройство 21 на наплавленную лапу. Пневмоцилиндр 10, получив команду от воздухораспределителя 12, раскрывает захват 5. Обратным движением шток пневмоцилиндра 20 сбрасывает наплавленную лапу в кассету 22 на платформу 25. Одновременно с этим электродвигатель 30 проворачивает через электромуфту 29 коническую шестерню редуктора 27 на один оборот и тем самым опускает через винтовой стержень 26 платформу 25 на высоту, равную толщине лапы. Фиксацию одного оборота конической шестерни редуктора 27 производит конечный выключатель 28.
По окончании операций загрузки, разгрузки и наплавки лап реле времени выключает индуктор ТВЧ и автоматически включает электродвигатель 1, который через червячный редуктор 2 проворачивает мальтийский крест 3 с карусельным столом 4 на одну позицию. Одновременно с поворотом карусельного стола 4 рычажная система 7, обкатываясь по профилю кулачка 8, разворачивает захват 5 с лапами в индукторе ТВЧ. Цикл повторяется.
В момент, когда из кассеты 16 выбраны все лапы, а кассета 22 наполнена ими, пневмоцилиндры 17 и 24 под воздействием воздухораспределителей 19 и 32 перемещают каретки 15 и 23 с вновь подготовленными кассетами. Для загрузки кассеты электродвигатель 30 поднимает платформу 25 в крайнее верхнее положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| Автоматическая линия для штамповки металлических изделий | 1979 |
|
SU912379A1 |
| Автоматическая поточная линия для наплавки | 1972 |
|
SU440229A1 |
| Устройство для обработки керамических заготовок | 1974 |
|
SU604690A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 1979 |
|
SU853897A1 |
| МНОГОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1973 |
|
SU363588A1 |
| Автоматическая поточная линия для наплавки фасонных дисков | 1988 |
|
SU1544543A1 |
| Карусельная печь для термообработки деталей | 1980 |
|
SU892168A1 |
| Линия для изготовления лап культиваторов | 1985 |
|
SU1430161A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
1. Установка для индукционной наплавки культиваторных лап, содержащая устройство для загрузки лап в механизм подачи, транспортный механизм подачи лап к индуктору для наплавки, высокочастотный генератор с индуктором и устройство для разгрузки лап из механизма подачи, отличающаяся тем, что, с целью автоматизации процесса, механизм подачи их к индуктору для наплавки выполнен роторным, снабженным подпружиненным захватом, шарнирно связанным с ротором через систему рычагов, взаимодействующих посредством установленных на концах роликов с неподвижным кулачком, расположенным в центре ротора.
2. Установка по п. 1, отличающаяся тем, что устройство для загрузки лап в механизм подачи выполнено в виде каретки-толкателя, имеющей профиль стрельчатой лапы, снабженной платформой с цилиндрическими роликами и связанной с пневмоцилиндром.
3. Установка по п.п. 1 и 2, отличающаяся тем, что устройство для разгрузки лап из механизма подачи выполнено в виде зажимного приспособления, связанного с пневмоприводом, и платформы для кассет, связанной с электроприводом через винтовую пару и коническую шестерню, обеспечивающие периодическое опускание платформы на толщину одной лапы.
