Изобретение относится к механической обработке деталей, в частности к шлифованию абразивной лентой профильных поверхностей, может использоваться для обработки поверхности диафрагмы нагнетателя ГТУ (газотурбинной установки).
Известно устройство для ленточного шлифования пера лопатки (а.с. №511191, В 24 В 21/16, 1976), в котором криволинейные поверхности лопаток обрабатывают абразивными лентами, проходящими через систему шкивов. Ленты прижимаются к лопаткам контактными копирами, контактные поверхности которых эквидистантны криволинейным поверхностям лопаток. Недостатком является сложность изготовления контактных поверхностей копиров, плотно прилегающих к профильным поверхностям лопаток.
По а.с. №528184, В 24 В 23/02, 1976 предложено техническое решение, по которому при обработке отверстий абразивной лентой используют овальные колодки из плотного войлока. Колодки прижимают абразивную ленту к обрабатываемой поверхности. Лента устанавливается на колодки с такой степенью натяжения, чтобы сила ее резания превышала силу трения ленты о колодки. Недостатком является неравномерное прижатие абразивной ленты к обрабатываемой поверхности.
За ближайший аналог заявляемому изобретению выбрана ручная пневматическая машинка (а.с. №870082, В 24 В 23/00, 1981), содержащая пневматический двигатель, контактные ролики, охватываемые абразивной лентой и натяжное устройство. Недостатком является малая площадь обрабатываемой поверхности, определяемая размером контактного ролика, и неравномерное прижатие абразивной ленты к обрабатываемой поверхности, влияющее на качество обработки.
Технической задачей предлагаемого изобретения является повышение качества обрабатываемой поверхности за счет равномерного прижатия к ней абразивной ленты.
Технический результат достигается тем, что в устройстве для шлифования поверхностей деталей после литья, содержащем размещенные на стержне ведущий и ведомый ролики, охватываемые абразивной лентой, и привод, стержень выполнен гибким, копир выполнен в виде надувной резиновой камеры, охватывающей гибкий стержень, на поверхность копира, контактирующую с абразивной лентой, нанесено ленточное фторопластовое покрытие.
Технический результат достигается за счет выполнения стержня с роликами гибким, что дает возможность обработать труднодоступную поверхность любой кривизны. Использование копира в виде надувной резиновой камеры, равномерное прижатие абразивной ленты ко всей обрабатываемой поверхности за счет равномерного давления воздуха в камере, нанесение ленточного фторопластового покрытия на поверхность копира, контактирующую с абразивной лентой, обеспечивает беспрепятственное, равномерное движение ленты по обрабатываемой поверхности с определенным расчетным усилием прижатия.
На чертеже представлена схема размещения устройства для шлифования деталей после литья на обрабатываемой поверхности.
Устройство состоит из привода 1, гибкого стержня 2, ведущего ролика 3, ведомого ролика 4, абразивной ленты 5, надувного резинового копира 6 со штуцером надува 7, штуцером стравливания 8 и ленточным фторопластовым покрытием 9, натяжного устройства 10. Устройство помещают между обрабатываемыми поверхностями диафрагмы нагнетателя 11 и 12.
Ведущий ролик 3 и ведомый ролик 4 размещены на гибком стержне 2. Ведущий ролик 3 связан с приводом 1. Абразивная лента 5 охватывает ролики 3 и 4, надувной резиновый копир 6 закреплен на гибком стержне 2 и охватывает его. На поверхность копира 6, контактирующую с абразивной лентой, нанесено ленточное фторопластовое покрытие 9.
Устройство работает следующим образом.
Гибкий стержень 2 с абразивной лентой 5, надетой на ролики 3 и 4, подводят к обрабатываемым поверхностям 11 и 12, придают стержню 2 форму, повторяющую линии профилей этих поверхностей. Через штуцер 7 подают воздух в надувной резиновый копир 6, надувают его до прижатия абразивной ленты 5 к обрабатываемым поверхностям 11 и 12. Регулируют натяжение абразивной ленты 5 натяжным устройством 10. От привода 1 подают энергию на ведущий ролик 3, вследствие чего происходит движение абразивной ленты 5 по роликам 3, 4 и копиру 6 и обработка поверхностей диафрагмы 11 и 12. По окончании процесса шлифования через штуцер 8 стравливают воздух из надувного резинового копира 6, выводят гибкий стержень из контакта с обрабатываемыми поверхностями 11 и 12.
Таким образом, предлагаемое изобретение позволяет повысить качество обработки поверхности диафрагмы нагнетателя за счет создания необходимого усилия прижатия абразивной ленты к обрабатываемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU1004079A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Способ гибкого ленточного шлифования | 2015 |
|
RU2615964C1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1981 |
|
SU948631A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Устройство для ленточного шлифования | 1978 |
|
SU882728A2 |
| Устройство для ленточного шлифования | 1983 |
|
SU1151431A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Устройство для зачистки внутренних цилиндрических поверхностей | 1989 |
|
SU1729735A1 |
| Ленточношлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU986739A1 |
Изобретение относится к области машиностроения и может быть использовано для шлифования абразивной лентой профильных поверхностей деталей, в частности диафрагмы нагнетателя газотурбинной установки. Устройство содержит размещенные на стержне ведущий и ведомый ролики, охватываемые абразивной лентой. Стержень выполнен гибким и охвачен копиром в виде надувной резиновой камеры. На поверхность копира, контактирующую с абразивной лентой, нанесено ленточное фторопластовое покрытие. В результате повышается качество обработки труднодоступных криволинейных поверхностей за счет равномерного прижатия к последней абразивной ленты. 1 ил.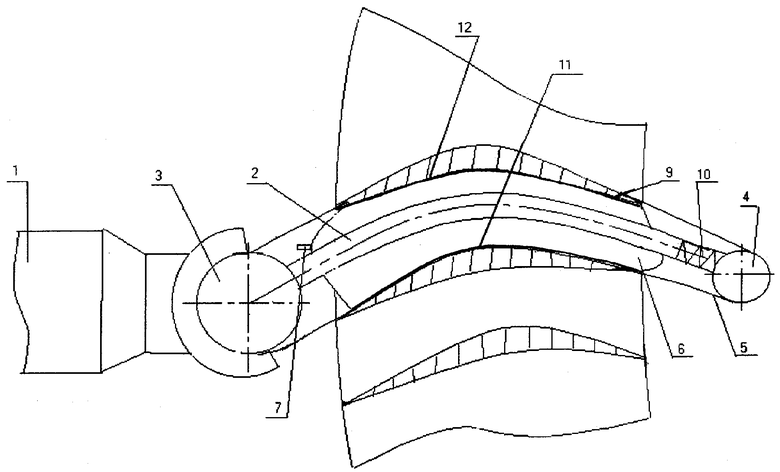
Устройство для шлифования поверхностей деталей, полученных литьем, содержащее размещенные на стержне ведущий и ведомый ролики, охватываемые абразивной лентой, и привод, отличающееся тем, что стержень выполнен гибким, а устройство снабжено копиром, выполненным в виде надувной резиновой камеры, охватывающей гибкий стержень, при этом на поверхность копира, контактирующую с абразивной лентой, нанесено ленточное фторопластовое покрытие.
| Ручная пневматическая ленточно-шлифовальная машина | 1979 |
|
SU870082A1 |
| Способ обработки отверстия | 1977 |
|
SU814676A1 |
| 0 |
|
SU264181A1 | |
| Устройство для шлифования А.Ф.Первуна | 1983 |
|
SU1135618A1 |
| Способ изготовления изделий из термореактопластов, отверждающихся с экзотермическим эффектом | 1987 |
|
SU1502372A1 |

