54) СПОСОБ ОБРАБОТКИ ОТВЕРСТИЯ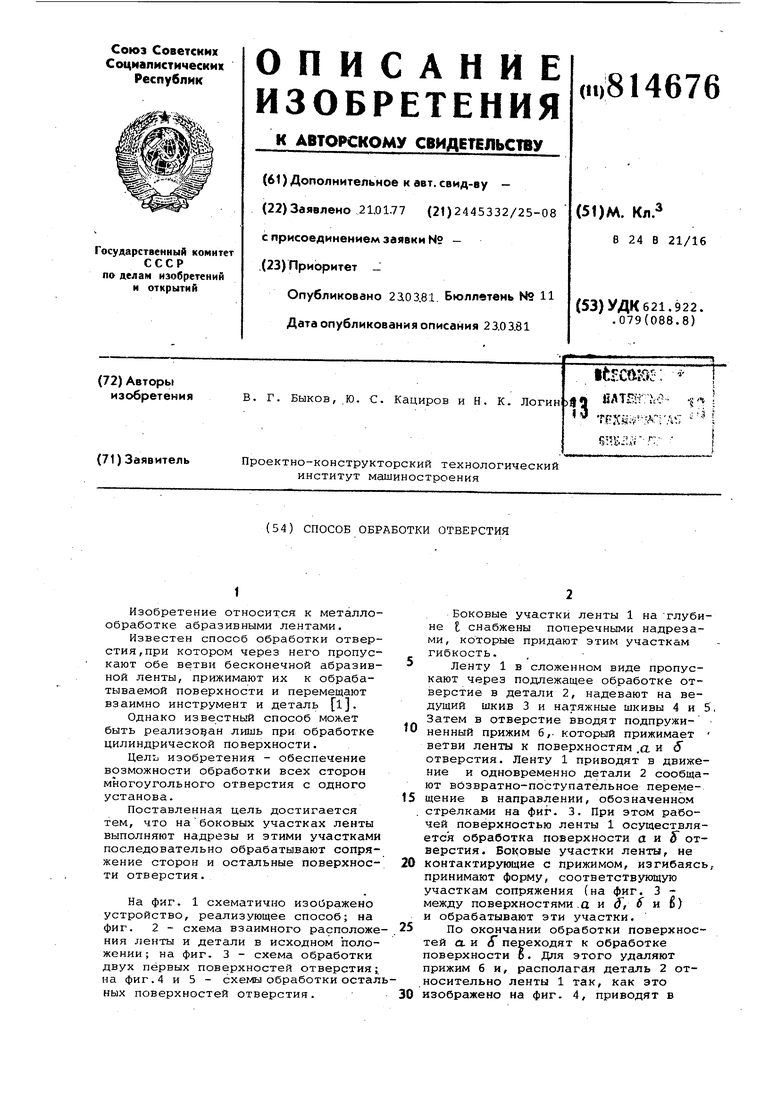
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки внутренних цилиндрических поверхностей | 1989 |
|
SU1729735A1 |
| Устройство для доводки | 1989 |
|
SU1698037A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU299336A1 |
| Устройство для ленточного шлифования | 1983 |
|
SU1151431A1 |
| СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРЯМОУГОЛЬНЫХ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2015896C1 |
| Способ обработки деталей типа кинескопов | 1978 |
|
SU764948A1 |
| Ленточно-шлифовальный станок | 1987 |
|
SU1565659A1 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU795900A2 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
1
Изобретение относится к металлообработке абразивными лентами.
Известен способ обработки отверстия, при котором через него пропускают обе ветви бесконечной абразивной ленты, прижимают их к обрабатываемой поверхности и перемещают взаимно инструмент и деталь l.
Однако известный способ может быть реализован лишь при обработке цилиндрической поверхности.
Цель изобретения - обеспечение возможности обработки всех сторон многоугольного отверстия с одного установа.
Поставленная цель достигается тем, что на боковых участках ленты выполняют надрезы и этими участками последовательно обрабатывают сопряжение сторон и остальные поверхности отверстия.
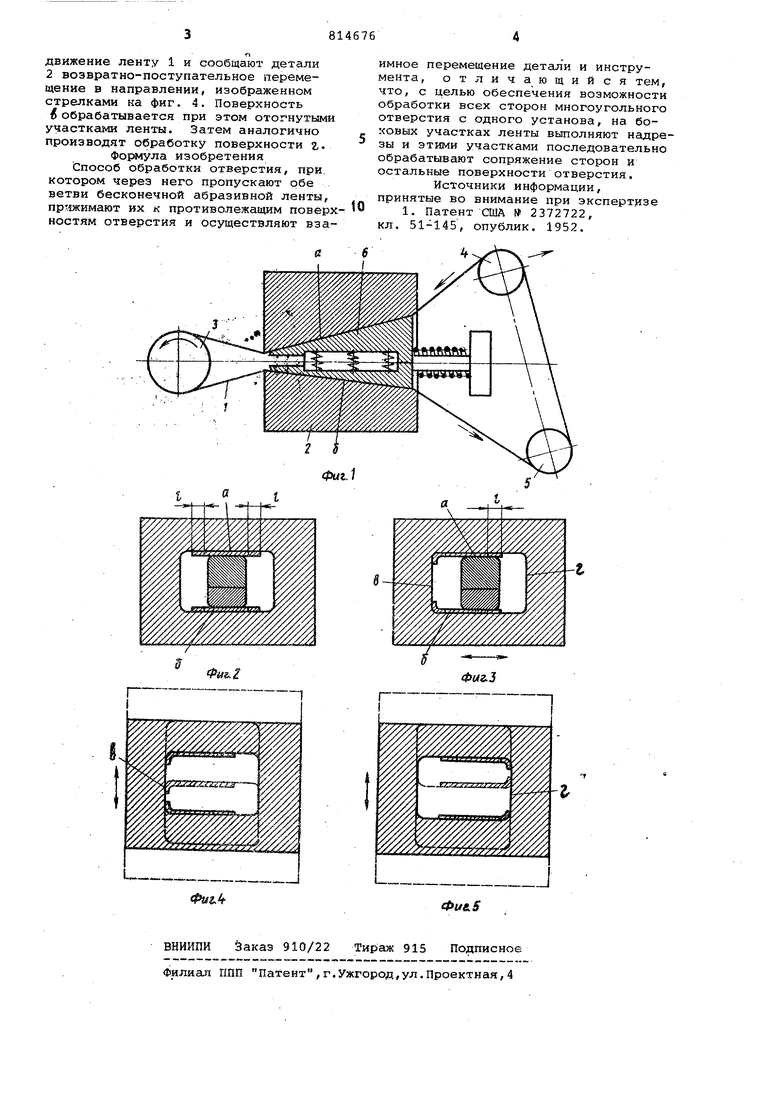
На фиг. 1 схематично изображено устройство, реализующее способ; на фиг. 2 - схема взаимного расположения ленты и детали в исходном положении ; на фиг. 3 - схема обработки двух первых поверхностей отверстия на фиг. 4 и 5 - схеГ1Ы обработки осталных поверхностей отверстия.
Боковые участки ленты 1 на глубине t снабжены поперечными надрезами, которые придают этим участкам гибкость.
Ленту 1 в сложенном виде пропускают через подлежащее обработке отверстие в детали 2, надевают на ведущий шкив 3 и натяжные шкивы 4 и 5, Затем в отверстие вводят подпружи0ненный прижим 6,- который прижимает ветви ленты к поверхностям .а и (f отверстия. Ленту 1 приводят в движение и одновременно детали 2 сообщают возвратно-поступательное перемещение в направ.лении, обозначенном стрелками на фиг. 3. При этом рабочей поверхностью ленты 1 осуществляется обработка поверхности а S отверстия. Боковые участки ленты, не
0 контактирующие с прижимом, изгибаясь, принимают форму, соответствующую участкам сопряжения (на фиг. 3 между поверхностями.а f, f к ъ) и обрабатывают эти участки.
5
По окончании обработки поверхностей о. и Г переходят к обработке поверхности В. Для этого удаляют прижим 6 и, располагая деталь 2 относительно ленты 1 так, как это
0 изображено на фиг. 4, приводят в
