I
Изобретение относится к автоматическому управлению и может быть использовано для управления электроприводом летучих ножниц непрерывного прокатного стана, разрезающего движущийся прокат на куски заданной длины.
Цель изобретения - снижение тепловых потерь в якорной цепи двигателя привода летучих ножниц.
Снижение тепловых потерь обусловлено следующим. Условие отработки заданного рассогласования при любой трапецеидальной тахограмме ножей летучих ножниц имеет вид
+ iV(,j) uV(t -t), (1) где ,,-Lp - рассогласование по пути ножей ножниц и проката;
Ц - заданная длина отрезаемого куска проката;
Ьд - длина пути движения ножей ножниц;
L,-Le t - - время движения ножей
ножниц с пониженной скоростью;
L(. - путь, проходимьш ножами ножниц на .синхронной с прокатом скорости;
Vj, - скорость проката;
t - S b
с ускорением.
При этом величина ускорения связана с величиной перепада скорости UV (при заданных значениях дЬ и t) следующим соотношением:
b - , uVt -flL
откуда перепад скорости при принятой величине ускорения определяется выражением
btn
Т Г bt
- время ддзижения ножей
ДУ
(
(2)
(3)
Поскольку ток двигателя пропорционален ускорению, то потери за цикл при трапецеидальной тахограмме определяется выражением
: Q qb2-2t 2qbuV, где q - коэффициент пропорциональности, определяемый электромеханическими параметрами привода.
Подстановка (2) в (4) дает
(4)
Q 2q
4V
3
(5)
Функция (5) имеет экстремум по ftV и для определения оптимального значения uV, минимизирующего потери.
289795
берем производную и приравниваем ев нулю
dQ
d(AV)
:- 2q
(uVtn-uL)3uV
-iVU
(uVt -лЬ)
0
После упрощения получаем
v, (6)
Подстановка (6) в (2) дает оптимальное значение ускорения, соответствующее минимальным потерям в якорной цепи двигателя
, aVonr
Т) опт / с /Т
-t - rv;, t, i-)
при этом время движения с ускорением составляет
uVon tn
ч от
(8)
Таким образом, формирование трапецеидальной тахограммы с ускорением, величина которого определяется в зависимости от заданной длины отрезаемого куска проката и скорости проката в соответствии с (7), обеспечивает минимум тепловых потерь в якорной цепи двигателя. Принятие величины ускорения неизменной во всем диапазоне заданных длин и скоростей проката, как это вьшолнено в известном способе, по существу означает уход от оптимальных значений ускорений, вьиисляемьгх по (7) и, естественно, приводит к увеличению потерь в якорной цепи. Покажем, как возрастают потери е(по сравнению с минимально возможными) при отклонениях принятого в тахограмме ускорения от оптимального.
Величина минимально возможных потерь определяется подстановкой (6) и 7) в (4)
13,5q
ДЬ
(9)
5
Возьмем отношение потерь в любом трапецеидальном графике к потерям
и с учетом (3)
в оптимизированном, получим 2
А1ИН
13;5
dL
4ДЬ bt
) ЛЮ)
-(1
Подстановка величины uL/t- из (7) дает зависимость относительного возрастания мощности тепловых потерь при отклонении принятого ускорения привода от оптимального b
,5(т
).
-f
8Ьо,г
).(И)
О Ь/.«QV
МИКопт
Численный анализ полученной зависимости показьшает, что при различных заданных длинах и скоростях проката, когда, в соответствии с выражением (7), в широком диапазоне изменяется величина оптимального ускорения bjjjj (а значит и отношение неизменного ускорения к его оптимальной величине Ь/Ъ), существенно возрастают потери в якорной цепи электродвигателя по сравнению с их минимально возможными значениями. Так, например, при b/b 2 потери возрастают более чем в 1,5 раза,а при b/bjjnr 5 потери возрастают в 3,5 раза,
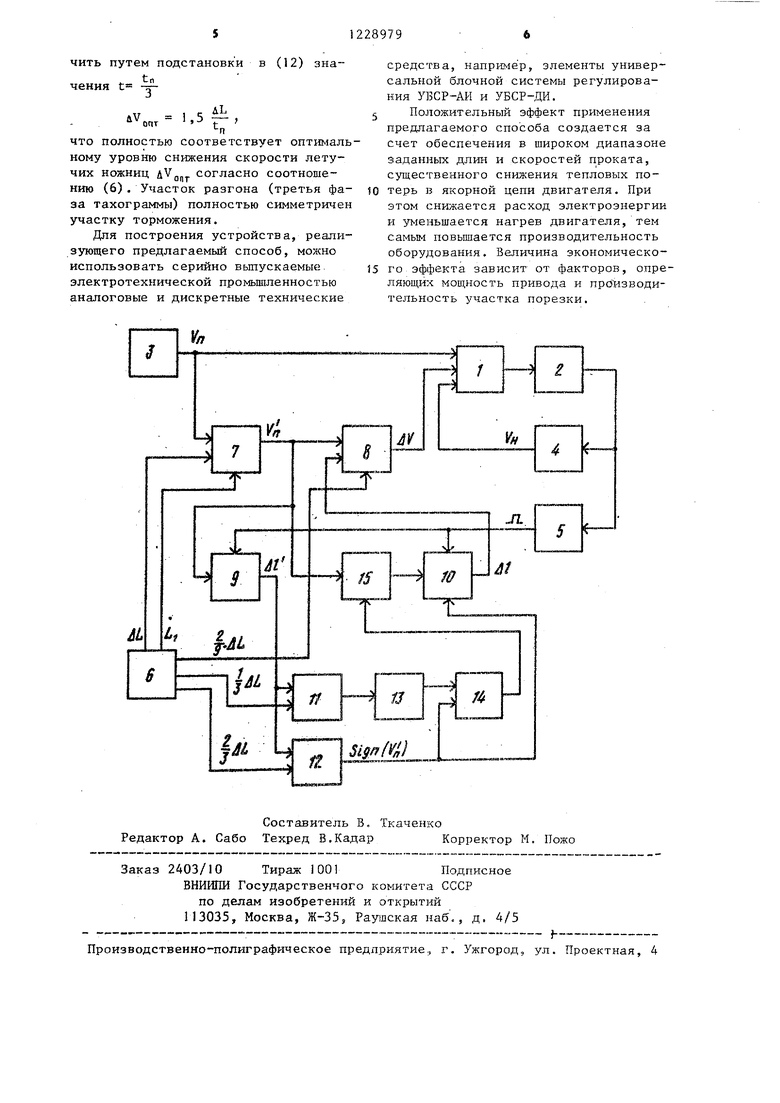
На чертеже представлена схема одного из возможных вариантов устройства для реализации предлагаемого способа.
Устройство содержит систему I автоматического регулирования скорости электродвигателя 2 летучих ножниц, датчики 3 и 4 соответственно скорости проката и ножниц, датчик 5 положения ножей ножниц (датчик реза), задатчик 6 отрезаемой длины проката, первое 7 и второе 8 множительно-де- лительные устройства, первый 9 и второй 10 интеграторы, первый П и второй 12 компараторы, логические элементы НЕ и ИЛИ 13 и 14 и ключ 15.
Устройство работает следующим образом.
Датчик 3 скорости полосы и датчик
4скорости ножниц формируют для системы 1 автоматического регулирования скорости основные сигналы задания V и обратной связи V по скорости, а остальная часть схемы предназначена для выработки дополнительного сигнала задания uVg , формирующего оптимизированную трапецеидальную та- хограмму летучих ножниц.
Рассмотрим работу устройства в цикле порезки.
Перед началом порезки на первом, втором, третьем, четвертом и пятом выходах задатчика 6 отрезаемой длины формируются сигналы соответственно 4L, ,-L /ЗлЬ, 2/3 ЛЬ 2/9 iL. Б исходном состоянии, соответствующем моменту реза, по импульсному сигналу датчика положения ножей ножниц
5интеграторы 9 и 0 устанавливаются в нулевое состояние и с этого момента начинается отсчет времени при определении выходных сигналов интеграторов .
28979 4
В первой фазе тахограммы (торможение) Выходные сигналы компараторов П и 12 соответствуют логическому нулю. Во второй фазе тахограммы г (движение на пониженной скорости) эьгход компаратора 1 1 соответствует погической единице, а выход Sign(V,, ) компаратора 12 - логическому нулю. В третьей фазе тахограммы (разгон) выход обоих компараторов соответствует логической единице.
Сигнал на интегратора 10 в первой фазе тахограммы полностью идентичен выходному сигналу интегратора 9.
К концу первой фазы выходной сигнал интегратора 10 составляет величину
Ьл Ali 7 3
10
15
( )
У„
20
Vn 3
35
Это значение сохраняется на выходе интегратора 1C на протяжении всей второй фазы тахограммы в результате блокирования ключа 15 выходными сиг25 налами компараторов, С этой же величиной сравнивается выходной сигнал интегратора 9 на входе первого компаратора 11, появление логической единицы на выходе которого соответ3Q ствует моменту перехода от первой ко второй фазе тахограммы.
К концу второй фазы выходной сигнал первого интегратора 9 становится равным величине
лЕ(2/З.Ц) 2/ЗАЬ.
С этой же величиной на втором компараторе 12 сравнивается выходной сигнал первого интегратора 9. Появление на выходе Sign(V) компаратора 2 сигнала логической единицы соот-i ветствует моменту перехода от второй X третьей фазе тахограммы. При этом вновь открьгоается ключ 5, а также инвертируется сигнал V, на входе второго интегратора 10, чем обеспечивается разгон привода в заключительной фазе тахограммы.
Выходной сигнал второго мнржитель- но делительного устройства 8 для первой фазы тахограммы имеет вид
«-.е , «
что полностью соответствует величине оптимального ускорения согласно вы- 55 ряжению (7).
Значение уровня снижения скорости летучих ножниц на участке движения с постоянной скоростью можно полу40
чения t
чить путем подстановки
t.rt 3
дь
IT
.5
что полностью соответствует оптимальному уровню снижения скорости летучих ножниц AVjjij согласно соотношению (6). Участок разгона (третья фаза тахограммы) полностью симметричен участку торможения.
Для построения устройства, реализующего предлагаемый способ, можно использовать серийно вьшускаемые электротехнической промышленностью аналоговые и дискретные технические
в (12) зна- средства, например, элементы универсальной блочной системы регулирования УБСР-АИ и УБСР-ДИ. 5 Положительный эффект применения предлагаемого способа создается за счет обеспечения в широком диапазоне заданных длин и скоростей проката, существенного снижения тепловых по10 терь в якоршой цепи двигателя. При этом снижается расход электроэнергии и уменьшается нагрев двигателя, тем самым повьшается производительность оборудования. Величина экономическо15 го эффекта зависит от факторов, опре- ляющих мощность привода и производительность участка порезки.
П
Составитель В, Ткаченко Редактор А. Сабо Техред В.Кадар Корректор М.
Заказ 2403/10 Тираж 1001Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления электроприводом летучих ножниц | 1990 |
|
SU1750868A1 |
| Способ управления электроприводом летучих ножниц | 1986 |
|
SU1382603A1 |
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Устройство для управления летучими ножницами | 1984 |
|
SU1212716A1 |
| Система управления электроприводом летучих ножниц | 1986 |
|
SU1433657A1 |
| Устройство управления летучими ножницами | 1985 |
|
SU1304994A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU746418A1 |
| Устройство управления летучими ножницами | 1975 |
|
SU545400A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Устройство управления летучими ножницами | 1975 |
|
SU545400A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ управления электроприводом летучих ножниц | 1974 |
|
SU1022782A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
