Предлагаемое изобретение относится к области технологии сварки и служит для снятия остаточных напряжений, возникающих в сварных соединениях в процессе сварки.
При сварке металлов, особенно сталей аустенитного класса, возникают высокие градиенты температур, которые приводят к возникновению остаточных напряжений как термических, так и структурных. Одним из основных источников возникновения остаточных сварных напряжений являются структурные превращения металла шва. Особенно большие остаточные напряжения возникают в тех случаях, когда в металле шва образуются структуры, имеющие высокую температуру превращения аустенита.
На величину образовавшихся при сварке напряжений оказывают влияние рациональный температурный цикл, последовательность проведения сварочных операций, подбор свойств свариваемого и электродного металлов, подогрев соединений перед сваркой. При подогреве металла в процессе сварки снижается тепловыделение при образовании сварного соединения. При этом уменьшается объем металла, в котором протекают пластические деформации, и образуются растягивающие напряжения.
Для полного снятия остаточных напряжений температура подогрева должна быть близкой к температуре плавления металла, что практически невозможно. Кроме того, подогрев в процессе сварки требует больших затрат энергии, например электроэнергии, при подогреве с помощью электронагревателей в случае сварки трубопроводов больших диаметров.
Существует несколько методов частичного снятия напряжений в готовых сварных соединениях. Основными из них являются термическая обработка и приложение внешней механической нагрузки.
Термическая обработка является наиболее распространенным методом. Максимальный эффект снятия напряжений происходит при нагреве до 600-650°С с последующим медленным охлаждением. При температуре нагрева 600°С и последующей выдержке 5 часов происходит уменьшение тангенциальных растягивающих напряжений на 42%, при выдержке 6 часов - на 52% [1].
Применяется также «местный нагрев», Так, например, на некотором расстоянии от сварного шва, где происходит опасная для конструкции концентрация остаточных напряжений и сложение их с напряжениями от рабочей нагрузки, производят местный локальный нагрев детали кислородно-ацетиленовой горелкой до температуры 700°С [2].
Метод уменьшения остаточных напряжений путем приложения внешней механической нагрузки заключается в том, что напряжения, вызываемые внешней нагрузкой, складываются с остаточными напряжениями, вызываемыми сваркой, и вызывают местную пластическую деформацию в местах наибольших остаточных напряжений. Пластическая деформация в определенной степени снимает остаточные напряжения или приводит к их перераспределению по поперечному сечению соединения. Применяется также воздействие переменных нагружений. Установлено, что уменьшение остаточных напряжений начинается при напряжениях, превышающих 0,7 предела выносливости детали.
Более 50% напряжений снимается при напряжениях изгиба и кручения, равных 0,9 предела выносливости. Полное устранение остаточных напряжений происходит при напряжениях, превышающих предел выносливости. Недостатком данного метода является ухудшение пластических свойств сварного шва, исчерпывание его способности к пластической деформации [1]. Кроме того, снятие остаточных напряжений наблюдается только при продольных нагружениях. При деформациях изгиба эффект снятия напряжений отсутствует.
Целью изобретения является повышение эффективности снятия остаточных напряжений в сварных соединениях металлов.
Проставленная цель достигается тем, что в процессе сварки на расстоянии 50-150 мм от оси сварного соединения (в зависимости от режима сварки) устанавливают ультразвуковой излучатель под углом 10-20 градусов к плоскости сварного соединения (см. чертеж).
Ультразвуковые колебания оказывают воздействие на процесс кристаллизации металла сварного шва, измельчая и упорядочивая его структуру. Кроме того, ультразвуковые колебания оказывают влияние на температуру металла, устанавливают тепловое равновесие в решетке, а также производят дегазацию расплава.
Эти явления приводят к практически полному снятию остаточных напряжений в сварных соединениях.
Источники
1. Кудрявцев П.И. Остаточные напряжения и прочность соединений. М.: Машиностроение, 1964, стр.66-68;
2. Залезин В.Н. Деформации и напряжения при сварке конструкционной закаливающейся стали. «Автогенное дело». 1952, № 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНОГО СОЕДИНЕНИЯ В ПРОЦЕССЕ СВАРКИ | 2010 |
|
RU2469108C2 |
| СПОСОБ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2009 |
|
RU2424885C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ ЦИРКУЛЯЦИОННЫХ ТРУБОПРОВОДОВ АЭС И ТЭС | 2004 |
|
RU2268312C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В КОЛЬЦЕВЫХ СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ ПРИ СВАРКЕ ПОД ФЛЮСОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2477202C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2004 |
|
RU2280547C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛОВ | 2018 |
|
RU2683990C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2010 |
|
RU2451583C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ УДАРНОЙ ОБРАБОТКИ ДЛЯ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СТЫКОВЫХ СОЕДИНЕНИЯХ ТРУБ КЛАССА ПРОЧНОСТИ К60 | 2023 |
|
RU2821463C1 |
| УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОВ АУСТЕНИТНОГО КЛАССА В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ СВАРКИ | 2010 |
|
RU2469109C2 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ СТЫКОВ ТРУБ | 2010 |
|
RU2444423C1 |
Изобретение относится к области сварки, а именно к способам снятия остаточных напряжений, возникающих в сварных соединениях в процессе сварки. Способ включает воздействие на кристаллизующийся металл сварного соединения ультразвуковыми колебаниями от ультразвукового излучателя. Излучатель устанавливают на расстоянии 50-150 мм от оси сварного соединения в зависимости от режима сварки и под углом 10-20° к плоскости сварного соединения. Это позволит повысить эффективность снятия остаточных напряжений в сварных конструкциях и, как следствие, повысить их надежность и долговечность. 1 ил.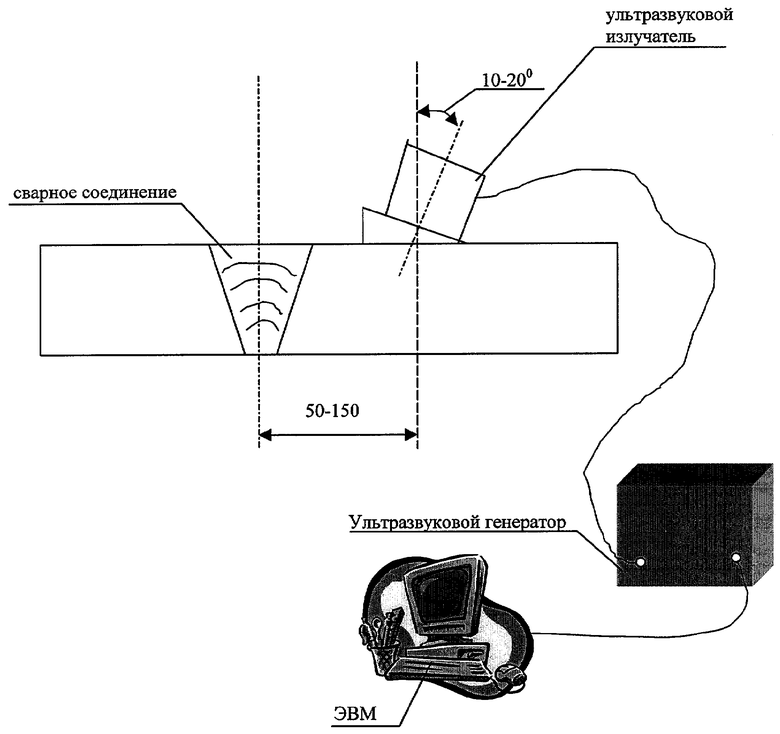
Способ снятия остаточных напряжений в сварных соединениях металлов, отличающийся тем, что в процессе сварки на кристаллизующийся металл сварного соединения воздействуют ультразвуковыми колебаниями от ультразвукового излучателя, который устанавливают на расстоянии 50-150 мм от оси сварного соединения в зависимости от режима сварки под углом 10-20° к плоскости сварного соединения.
| САГАЛЕВИЧ В.М | |||
| Методы устранения сварочных деформаций и напряжений | |||
| - М.: Машиностроение, 1974, с.21 | |||
| Способ ультразвуковой обработки сварных швов | 1977 |
|
SU683873A1 |
| Способ уменьшения остаточных деформаций и напряжений при сварке | 1975 |
|
SU539713A1 |
| СПОСОБ ГАЗОПЛАМЕННОЙ НАПЛАВКИ ЛЕГКОПЛАВКИХ СПЛАВОВ | 0 |
|
SU399323A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| ПОЛОЦКИЙ И.Г | |||
| и др | |||
| Снижение остаточных сварочных напряжений ультразвуковой обработкой | |||
| Автоматическая сварка | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |

