Предлагаемое изобретение относится к области технологии сварки и служит для обработки сварных соединений металлов аустенитного класса в процессе автоматической сварки.
При сварке металлов, особенно сталей аустенитного класса, возникают высокие градиенты температур, которые приводят к возникновению остаточных напряжений как термических, так и структурных. Одним из основных источников возникновения остаточных сварных напряжений являются структурные превращения металла шва. Особенно большие остаточные напряжения возникают в тех случаях, когда в металле шва образуются структуры, имеющие высокую температуру превращения аустенита.
Известно устройство снятия остаточных напряжений при подогреве при сварке [l]. Подогрев приводит к более равномерному полю напряжений вследствие снижения напряжений растяжения в околошовной зоне. Напряжения выравниваются тем больше, чем выше температура подогрева.
Недостатком данного устройства является недостаточная эффективность снятия остаточных напряжений, т.к. для полного снятия напряжений температура подогрева должна быть близкой к температуре плавления металла, что практически невозможно. Кроме того для снятия остаточных напряжений в процессе сварки, например трубопроводов большого диаметра, требуются электрические индукторы очень большой мощности. Кроме того, на границе индуктора создаются собственные напряжения.
Наиболее близким к предполагаемому устройству снятия остаточных напряжений в сварных соединениях металлов при автоматической сварке является ультразвуковое устройство снятия остаточных напряжений в сварных соединениях металлов [2]. Ультразвуковые колебания оказывают воздействие на процесс кристаллизации металла сварного шва, измельчая и упорядочивая его структуру. Кроме того, ультразвуковые колебания оказывают влияние на температуру металла, устанавливают тепловое равновесие в решетке, а также производят дегазацию расплава.
Эти явления приводят практически к полному снятию остаточных напряжений в сварных соединениях.
Ультразвуковое устройство позволяет эффективно снимать остаточные напряжения в процессе сварки, однако при автоматической сварке не позиционирует ультразвуковой магнитострикционный преобразователь в зону эффективного воздействия ультразвука на сварочную ванну. При автоматической сварке необходимо следить за месторасположением сварочной ванны и перемещать вслед за ней ультразвуковые преобразователи в зону эффективного воздействия ультразвука на сварочную ванну.
Указанная цель решается за счет того, что ультразвуковое устройство для обработки сварных соединений металлов аустенитного класса в процессе автоматической сварки включает ультразвуковой преобразователь, выполненный с возможностью осуществления воздействия ультразвука на металл в околошовной зоне в процессе автоматической сварки, а также фотоприемники, фиксирующие зону сварки, электронный блок управления, устройства перемещения и прижатия ультразвуковых магнитострикционных преобразователей к свариваемой поверхности, ЭВМ в которой формируются управляющие команды.
Схема предложенного устройства, реализующего данный способ, представлена на рис.1. Устройство содержит два ультразвуковых магнитострикционных преобразователя 3 и 4, подключенных к генератору электрических колебаний 7, режимы работы которого задаются программным образом ЭВМ 8. Рядом с преобразователями, на расстоянии 30-40 мм от них установлены фотоприемники с коллиматорами. Электрический сигнал с фотоприемников 2 и 5 поступает на электронный блок их обработки 6, а затем передается в ЭВМ 8.
Устройство работает следующим образом. Ультразвуковой генератор 7, возбуждающий ультразвуковые магнитострикционные преобразователи 3 и 4 включается до начала процесса сварки. Первый ультразвуковой магнитострикционный преобразователь 3 и фотоприемник 2 располагается напротив предполагаемой зоны сварки 1. При включении сварочной дуги свет от нее попадает на фотоприемник 2, электрический сигнал от которого обрабатывается электронным блоком 6 и передается в ЭВМ 8. Управляющий сигнал от ЭВМ поступает на устройство прижатия первого магнитострикционного преобразователя к свариваемой поверхности. Первый магнитострикционный преобразователь 2 оказывается в зоне эффективного воздействия ультразвука на сварочную ванну.
При автоматической сварке сварочная ванна перемещается от первого ультразвукового магнитострикционного преобразователя 3 ко второму ультразвуковому магнитострикционному преобразователю 4. Свет от сварочной ванны перестает поступать на фотоприемник 2 и начинает поступать на фотоприемник 5. Электрический сигнал от фотоприемника 5 обрабатывается электронным блоком 6 и передается в ЭВМ 8. Управляющий сигнал от ЭВМ поступает на устройство прижатия второго магнитострикционного преобразователя 4 к свариваемой поверхности. Затем ЭВМ 8 формирует управляющий сигнал на отжатие от свариваемой поверхности ультразвукового магнитострикционного преобразователя 3 и перемещение его впереди ультразвукового магнитострикционного преобразователя 4. Второй магнитострикционный преобразователь 4 оказывается в зоне эффективного воздействия ультразвука на сварочную ванну. После прохождения сварочной ванны зоны эффективного воздействия ультразвука от второго ультразвукового магнитострикционного преобразователя 4, свет от нее попадает на фотоприемник первого ультразвукового магнитострикционного преобразователя 3 и цикл прижатия и перемещения ультразвуковых магнитострикционных преобразователей 3 и 4 повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНОГО СОЕДИНЕНИЯ В ПРОЦЕССЕ СВАРКИ | 2010 |
|
RU2469108C2 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2004 |
|
RU2280547C2 |
| УСТРОЙСТВО ДЛЯ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИй | 2023 |
|
RU2805006C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ ЦИРКУЛЯЦИОННЫХ ТРУБОПРОВОДОВ АЭС И ТЭС | 2004 |
|
RU2268312C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ СТЫКОВ ТРУБ | 2010 |
|
RU2444423C1 |
| СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2607296C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2010 |
|
RU2451583C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2447162C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2008 |
|
RU2394919C1 |
| Способ гибридной лазерной сварки с ультразвуковым воздействием и устройство для его осуществления | 2018 |
|
RU2704874C1 |
Изобретение относится к области технологии сварки и служит для снятия остаточных напряжений, возникающих в сварных соединениях в процессе автоматической сварки. Устройство содержит ультразвуковой преобразователь, фотоприемники, электронный блок управления, устройства перемещения и прижатия ультразвуковых магнитострикционных преобразователей к свариваемой поверхности, содержащие ЭВМ. Ультразвуковой преобразователь осуществляет воздействие ультразвука на металл в околошовной зоне в процессе автоматической сварки. Фотоприемники фиксируют зону сварки. В ЭВМ формируются управляющие команды. Техническим результатом изобретения является повышение эффективности снятия остаточных напряжений в сварных соединениях металлов.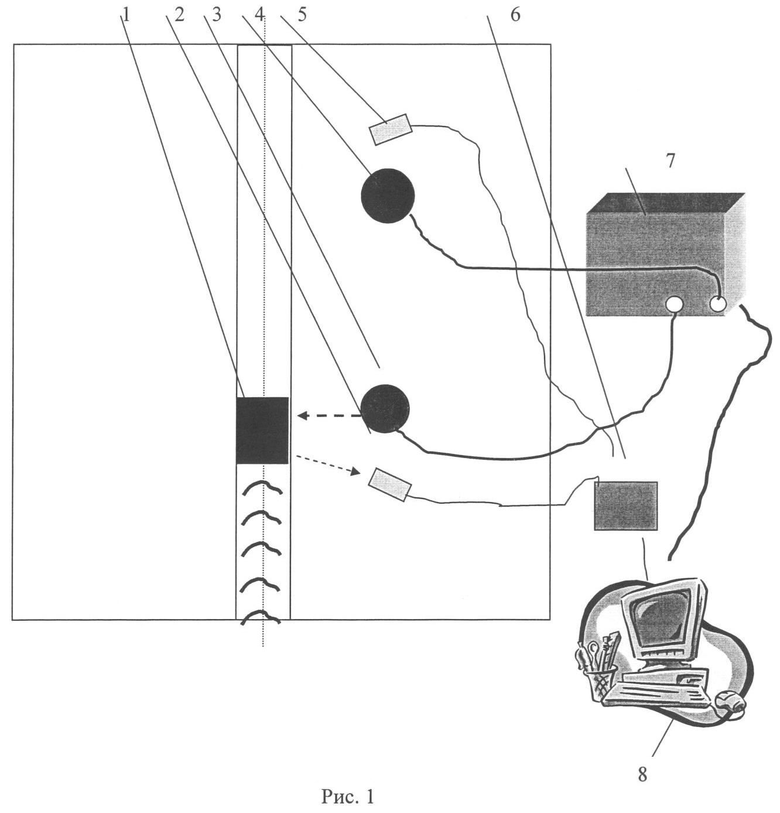
Ультразвуковое устройство для обработки сварных соединений металлов аустенитного класса в процессе автоматической сварки, включающее ультразвуковой преобразователь, выполненный с возможностью осуществления воздействия ультразвука на металл в околошовной зоне в процессе автоматической сварки, отличающееся тем, что оно дополнительно снабжено фотоприемниками, фиксирующими зону сварки, электронным блоком управления, устройствами перемещения и прижатия ультразвуковых магнитострикционных преобразователей к свариваемой поверхности, содержащими ЭВМ, в которой формируются управляющие команды на перемещение ультразвуковых магнитострикционных преобразователей.
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2004 |
|
RU2281192C2 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2004 |
|
RU2280547C2 |
| Способ обработки сварных соединений конструкционных сталей | 1978 |
|
SU740845A1 |
| Способ уменьшения остаточных деформаций и напряжений при сварке | 1975 |
|
SU539713A1 |
| US 0007695825 В2, 13.04.2010 | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

