Изобретение относится к цветной металлургии и может быть использовано при получении металлотермическим восстановлением высокочистых порошков тантала и ниобия с большой удельной поверхностью для производства анодов объемно-пористых конденсаторов.
Анодные оксиды тантала и ниобия отличаются высокими диэлектрическими характеристиками и односторонней проводимостью вследствие, чего эти металлы относят к категории вентильных металлов. Основными электрическими параметрами конденсаторов, в которых используются вентильные металлы, являются: емкость, напряжение пробоя и ток утечки. Поэтому одной из важных характеристик порошка является величина его удельной поверхности, так как при заданном напряжении емкость анода конденсатора пропорциональна удельной поверхности порошка. Другой не менее важной характеристикой является химическая чистота порошка, которая зависит от чистоты исходных реагентов и условий восстановления вентильного металла из расплава солей. Аноды конденсаторов изготавливают прессованием порошка вентильного металла и спеканием заготовки в печи с последующим нанесением оксидной диэлектрической анодной пленки поляризацией в растворах. В настоящее время исходные реагенты, используемые для получения порошков, имеют достаточно высокую чистоту. Основным источником нежелательных примесей в порошках являются продукты коррозии при взаимодействии расплава с материалом реактора. Продукты коррозии загрязняют получаемый металл - тантал или ниобий, и впоследствии вызывают деградацию диэлектрической анодной пленки, что ведет к росту тока утечки. Существующие методы борьбы с коррозией материала реактора, контактирующего с расплавами при высоких температурах, основаны на сокращении времени взаимодействия расплавленного соединения вентильного металла со стенками реактора или снижении скорости коррозии за счет использования активных добавок, вводимых в шихту для восстановления. Однако эти методы являются недостаточно эффективными.
Известен способ получения порошка вентильного металла (см. Пат. США №4684399, МПК4 С 22 В 34/20, 1987), включающий введение в реакционный сосуд с защитной атмосферой аргона галогенида одного или нескольких щелочных металлов, их расплавление с последующей подачей в образовавшийся расплав непрерывно или дискретно соединения вентильного металла и щелочного металла, что позволяет сократить время контакта расплава соединения вентильного металла с материалом реактора. Восстановление соединения вентильного металла щелочным металлом ведут при температуре 600-950°С и перемешивании расплава. Масса порций вводимых компонентов колеблется от 10 до 33 мас.% по отношению к общей массе загрузки. После завершения реакции полученную реакционную массу охлаждают до комнатной температуры, измельчают и отмывают порошок вентильного металла от галогенидов щелочного металла. В качестве соединения вентильного металла используют фторотанталат калия, фторотанталат натрия или соль ниобия. Реакционный сосуд изготовлен из сплава на основе никеля. Полученные порошки вентильного металла имеют величину удельной поверхности 0,4-1,5 м2/г. Емкость анода, изготовленного из этих порошков, составила 12000 мкКл/г при температуре спекания 1560°С и 22740 мкКл/г при температуре спекания 1480°С.
Порошки, получаемые данным способом, имеют недостаточно высокое качество по причине их загрязнения металлическими примесями, попадающими в расплав вследствие коррозии материала реактора. Причем коррозия идет наиболее интенсивно во время расплавления соли вентильного металла до начала подачи металла восстановителя в результате активного взаимодействия образующегося расплава с материалом реактора. Кроме того, получаемые порошки имеют недостаточно большую величину удельной поверхности.
Известен также способ получения порошка вентильного металла (см. Пат. США №5234491, МПК5 B 22 F 9/18, 1993), преимущественно тантала, включающий загрузку галогенида щелочного металла и активной добавки в реакционный сосуд с крышкой, выполненный из никеля или сплава на основе никеля или железа, продувку реактора аргоном при комнатной температуре, расплавление галогенида щелочного металла в атмосфере аргона, нагрев расплава до температуры 800-900°С, введение в реактор непрерывно или дискретно солей тантала и восстановление вентильного металла щелочным металлом в расплаве при его перемешивании. В качестве галогенида щелочного металла используются хлориды или фториды натрия или калия, а в качестве активной добавки - щелочные или щелочноземельные металлы. Количество вводимой добавки составляет не менее 1 г. Основным требованием, которому должна удовлетворять активная добавка, является ее более высокий термодинамический потенциал и химическая активность по сравнению с материалом реактора. Действие добавки заключается в опережающем по отношению к материалу реактора взаимодействии с остаточной влагой и кислородом, присутствующими в атмосфере реактора. Наряду с галогенидами калия и натрия в реакционный сосуд может быть введено 10-30 г соли K2SO4, которая выполняет роль легирующей добавки. Полученные порошки вентильного металла имеют величину удельной поверхности 0,59-1,92 м2/г.
Недостатком известного способа является то, что количество примесей, поступающих в расплав вследствие коррозии материала реактора, остается все еще значительным. Активные добавки, взаимодействуя с влагой и кислородом, присутствующими в реакторе, образуют оксиды, которые попадают в расплав и, являясь центрами кристаллизации при восстановлении тантала из его соли, могут быть дополнительным источником загрязнения получаемого порошка кислородом. Кроме того, получаемые порошки имеют недостаточно высокую удельную поверхность.
Техническим результатом способа согласно изобретению является повышение качества порошка вентильного металла за счет снижения загрязнения его продуктами коррозии материала реактора при обеспечении большой удельной поверхности порошка.
Технический результат достигается тем, что в способе получения порошка вентильного металла, включающем загрузку в реакционный сосуд шихты в виде соединения вентильного металла и галогенида щелочного металла, создание в сосуде атмосферы инертного газа, введение средства для защиты от коррозии, нагревание компонентов с образованием расплава, восстановление вентильного металла в расплаве путем его взаимодействия со щелочным металлом при перемешивании, охлаждение образовавшейся реакционной массы, ее измельчение и отмывку порошка вентильного металла от галогенидов щелочного металла, согласно изобретению в качестве средства для защиты от коррозии используют слой галогенида щелочного металла, который до создания в реакционном сосуде атмосферы инертного газа формируют на внутренней поверхности сосуда, а шихту загружают в реакционный сосуд таким образом, что она ограничена защитным слоем галогенида щелочного металла, причем галогенид щелочного металла выбирают с температурой плавления на 50-400°С выше температуры плавления шихты.
Технический результат достигается также тем, что перед загрузкой в реакционный сосуд компоненты шихты смешивают друг с другом.
Технический результат достигается также и тем, что масса защитного слоя галогенида щелочного металла и масса шихты отвечают соотношению:
Мсл=k·Мш,
где Мсл - масса защитного слоя галогенида щелочного металла,
Мш - масса шихты,
k - эмпирический коэффициент, k=0,05-0,50.
На достижение технического результата направлено то, что в качестве соединения вентильного металла используют фторотанталат калия или оксифторотанталат калия или их смесь, фторониобат или оксифторониобат калия или их смесь.
На достижение технического результата направлено также то, что соединение вентильного металла содержит легирующую добавку, включающую один или более элементов, выбранных из группы, содержащей фосфор, серу, азот, причем каждый элемент содержится в количестве 0,005-0,1% от массы соединения вентильного металла.
На достижение технического результата направлено также и то, что в качестве щелочного металла используют натрий, калий или их смесь.
Достижению технического результата способствует то, что в качестве галогенида щелочного металла используют его хлорид и/или фторид.
Достижению технического результата способствует также то, что галогенид щелочного металла содержит легирующую добавку, включающую один или более элементов, выбранных из группы, содержащей фосфор, серу, азот, причем каждый элемент содержится в количестве 0,005-0,2% от массы соединения вентильного металла.
Достижению технического результата способствует также и то, что в качестве инертного газа используют аргон и/или гелий.
Использование в качестве средства для защиты от коррозии слоя галогенида щелочного металла и формирование его до создания в реакционном сосуде атмосферы инертного газа на внутренней поверхности сосуда обеспечивает защиту от взаимодействия соединения вентильного металла с материалом реактора в процессе образования расплава и на начальном этапе восстановления порошка вентильного металла. Это способствует повышению качества порошка вентильного металла за счет снижения загрязнения его продуктами коррозии материала реактора. Кроме того, формирование на внутренней поверхности реакционного сосуда слоя галогенида щелочного металла способствует сохранению высокой удельной поверхности порошка и повышению производительности процесса за счет расходования тепла, выделяющегося в процессе восстановления вентильного металла, на плавление пограничного слоя.
Загрузка компонентов шихты в реакционный сосуд таким образом, что шихта ограничена защитным слоем галогенида щелочного металла, способствует тому, что при образовании расплава и на начальном этапе восстановления порошка вентильного металла расплав не соприкасается со стенками реактора из-за разности температур плавления шихты и галогенида щелочного металла, образующего защитный слой. Шихта может быть загружена в реакционный сосуд до или после формирования защитного слоя на внутренней поверхности сосуда, но до создания в реакционном сосуде атмосферы инертного газа.
Выбор галогенида щелочного металла, образующего защитный слой, с температурой плавления на 50-400°С выше температуры плавления шихты позволяет произвести плавление шихты при температуре ниже температуры плавления галогенида щелочного металла, образующего защитный слой. При разнице температур плавления менее 50°С произойдет подплавление защитного слоя и снижение его защитной функции. Разницу температур плавления более 400°С трудно обеспечить с учетом теплофизических характеристик используемых реагентов и их смесей.
Для создания наиболее эффективного защитного слоя желательно, чтобы масса галогенида щелочного металла, образующего защитный слой, и масса шихты отвечали соотношению:
Мсл=k·Мш,
где Мсл - масса защитного слоя галогенида щелочного металла,
Мш - масса шихты,
k - эмпирический коэффициент, k=0,05-0,50.
Значение эмпирического коэффициента k зависит от конструкции реактора, а также от теплофизических характеристик используемых реагентов и находится в пределах от 0,05 до 0,50. При этом значение коэффициента k, приближенное к нижнему пределу 0,05, соответствует конструкции цилиндрического реактора как наиболее оптимальной, при максимальной разнице (400°С) температур плавления галогенида щелочного металла, образующего защитный слой, и шихты, а значение коэффициента k, приближенное к верхнему пределу, соответствует конструкции цилиндрического реактора при минимальной (50°С) разнице температур.
Использование фторотанталата или оксифторотанталата калия или их смеси и фторониобата или оксифторониобата калия или их смеси в качестве соединения вентильного металла согласно предлагаемому способу позволяет получать порошки вентильных металлов с большой удельной поверхностью. Наряду с фторотанталатом, оксифторотанталатом, фторониобатом и оксифторониобатом калия в качестве соединения вентильного металла могут быть использованы фторотанталат или оксифторотанталат натрия или их смесь, фторониобат или оксифторониобат натрия или их смесь, а также пентахлориды тантала или ниобия. Однако себестоимость получения фторотанталата и оксифторотанталата или фторониобата и оксифторониобата натрия выше по сравнению с себестоимостью фторотанталата, оксифторотанталата, фторониобата и оксифторониобата калия, а пентахлориды тантала и ниобия имеют относительно низкую температуру кипения (соответственно 242°С и 250°С) и поэтому при температуре восстановления будут иметь высокую упругость паров. Кроме того, они гигроскопичны.
Наличие в соединении вентильного металла легирующей добавки, включающей один или более элементов, выбранных из группы, содержащей фосфор, серу, азот, при количественном содержании каждого элемента в пределах 0,005-0,1% от массы соединения вентильного металла, способствует увеличению поверхности порошка и соответственно повышению качества изготовляемого анода. Содержание легирующей добавки в соединении вентильного металла в количестве менее 0,005 мас.% не оказывает существенного влияния на процесс формирования частиц порошка, и поэтому имеет место значительное снижение удельной поверхности порошка. Содержание легирующей добавки в количестве более 0,1 мас.% вызывает повышенное содержание этой примеси в порошке и приводит к деградации диэлектрической пленки, выражающейся в росте тока утечки. Легирующая добавка может быть введена в соединение вентильного металла в процессе его получения.
Использование натрия, калия или их смеси в качестве щелочного металла позволяет после восстановления получать смесь солей, достаточно хорошо растворимых в воде, что позволяет достичь низкого содержания примесей щелочных металлов в порошке. Наряду с натрием и/или калием в качестве щелочного металла могут быть использованы также литий, рубидий и цезий, а также их смеси. Однако после восстановления литием, смесью лития с цезием и/или рубидием образуются малорастворимые соли, что затрудняет отмывку от них полученного порошка вентильного металла. Восстановление цезием позволяет получать смесь солей, достаточно хорошо растворимых в воде. Однако цезий по сравнению с натрием и калием является более дорогостоящим материалом, что будет приводить к значительному увеличению стоимости производства порошка.
Использование в качестве компонента шихты галогенида щелочного металла хлорида и/или фторида позволяет снизить температуру плавления и вязкость расплава. Применение слоя галогенида щелочного металла в качестве средства для защиты от коррозии обеспечивает возможность регулирования теплового баланса в процессе восстановления вентильного металла, что способствует получению качественного порошка с развитой поверхностью. Наряду с хлоридом и/или фторидом в качестве галогенида щелочного металла могут быть использованы бромид и/или иодид. Однако по сравнению с хлоридами и фторидами они являются более дорогостоящими реагентами, что будет приводить к значительному увеличению стоимости производства порошка.
Наличие в галогениде щелочного металла легирующей добавки, включающей один или более элементов, выбранных из группы, содержащей фосфор, серу, азот, при количественном содержании каждого элемента в пределах 0,005-0,2% от массы соединения вентильного металла, способствует увеличению поверхности порошка и соответственно повышению качества изготовляемого анода. Содержание легирующей добавки в галогениде щелочного металла в количестве менее 0,005 мас.% не оказывает существенного влияния на процесс формирования частиц порошка, и поэтому имеет место значительное снижение удельной поверхности порошка. Содержание легирующей добавки в количестве более 0,2 мас.% вызывает повышенное содержание этой примеси в порошке и приводит к деградации диэлектрической пленки, выражающейся в росте тока утечки. Легирующая добавка может быть введена в галогенид щелочного металла в процессе его получения или перед загрузкой в реакционный сосуд в качестве компонента шихты или галогенида щелочного металла, образующего защитный слой.
Использование аргона и/или гелия для создания газовой атмосферы в реакционном сосуде защищает от окисления жидкий щелочной металл и предохраняет восстановленный вентильный металл от загрязнения кислородом и другими газами, содержащимися в воздухе. Кроме того, аргон и гелий ограничивают взаимодействие паров соединения вентильного металла со стенками реакционного сосуда и тем самым способствуют снижению загрязнения порошка вентильного металла металлическими компонентами, присутствующими в материале сосуда.
На чертеже представлена зависимость эмпирического коэффициента k от логарифма рабочего объема V (м3) реактора цилиндрической формы.
В общем случае способ получения порошка вентильного металла согласно изобретению осуществляют следующим образом. На внутренней поверхности реакционного сосуда, преимущественно выполненного в виде цилиндра, формируют защитный слой галогенида щелочного металла. Далее в зону реактора, ограниченную этим слоем, загружают шихту в виде отдельных компонентов или в виде однородной смеси порошкообразных соединения вентильного метала K2MF7 (где М - Та или Nb) и галогенида щелочного металла MeR (где Me - Na, К; R - Cl, F). При необходимости в соединение вентильного металла и/или в галогенид щелочного металла в процессе их получения вводят легирующую добавку. Она может быть введена в галогенид щелочного металла перед его загрузкой в реакционный сосуд. Легирующая добавка включает один или более элементов, выбранных из группы, содержащей фосфор, серу и азот. Количество добавки контролируется в заданных пределах с учетом того, что каждый элемент добавки в соединении вентильного металла содержится в количестве 0,005-0,1% от его массы, а каждый элемент добавки в галогениде щелочного металла содержится в количестве 0,005-0,2% от массы соединения вентильного металла. Шихта может быть загружена в реакционный сосуд и до формирования защитного слоя на внутренней поверхности сосуда. При загрузке слоя галогенида щелочного металла массой Мсл и шихты массой Мш выдерживают соотношение Мсл=k·Мш, где эмпирический коэффициент k=0,05-0,50. Конкретное значение коэффициента k выбирают с учетом формы и объема реактора, а также разницы температур плавления (50-400°С) галогенида щелочного металла и шихты согласно зависимости, приведенной на чертеже.
После проведения загрузки реакционный сосуд герметизируют, вакуумируют до давления 1-3 Па, заполняют инертным газом (аргоном, гелием или их смесью) и нагревают выше температуры плавления шихты, но ниже температуры плавления галогенида щелочного металла, используемого в качестве защитного слоя. После частичного или полного расплавления шихты в реакционный сосуд при непрерывном перемешивании подают жидкий щелочной металл (натрий, калий или их смесь) в количестве, на 2-10 мас.% превышающем стехиометрически необходимое количество для полного восстановления вентильного металла. Затем нагрев прекращают, охлаждают реактор до комнатной температуры, извлекают реакционную массу, измельчают ее и полученный порошок вентильного металла отмывают водой от галогенидов щелочного металла. Отмытый от солей порошок обрабатывают последовательно в растворе HCl и растворе HF, затем промывают дистиллированной водой и высушивают.
Удельную поверхность полученного порошка измеряют методом тепловой десорбции аргона. Содержание примесей в порошке определяют с помощью спектрального анализа. Технологическое опробование порошков осуществляют следующим образом. Из полученного порошка прессуют аноды диаметром 2,95 мм и плотностью 4,5 г/см3. Аноды спекают в вакуумной печи сопротивления в течение 30 мин при остаточном давлении не более 5·10-5 Па и температуре 1400°С. Формование анодов ведут в 1% растворе ортофосфорной кислоты при температуре 80°С до достижения напряжения 70 В при постоянной плотности тока 60 мА/г, а затем выдерживают в течение 3 ч при этом напряжении. Измерение емкости проводят в 38% растворе серной кислоты на частоте 50 Гц с помощью моста переменного тока. Ток утечки определяют при напряжении, составляющем 0,75 величины формовочного напряжения.
Сущность и преимущества предлагаемого изобретения могут быть пояснены следующими примерами конкретного выполнения изобретения.
Пример 1. На внутренней поверхности цилиндрического реакционного сосуда, выполненного из никеля марки Н0 и имеющего высоту 400 мм и диаметр 260 мм, формируют защитный слой галогенида щелочного металла в виде соли NaF марки х.ч. в количестве 1,05 кг. Затем в объем реакционного сосуда, ограниченный защитным слоем, загружают шихту в количестве 15 кг соли вентильного металла K2TaF7, содержащей 0,005 мас.% фосфора и 0,1 мас.% серы, и 6 кг соли галогенида щелочного металла NaCl марки х.ч. Соотношение массы защитного слоя NaF и массы шихты соответствует величине эмпирического коэффициента k=0,05. Температура плавления шихты составляет 597°С, а соли NaF - 997°С, что соответствует разнице температур 400°С. После загрузки реагентов сосуд герметизируют, вакуумируют до давления 2 Па, заполняют аргоном, нагревают до 630°С и выдерживают при этой температуре до расплавления половины загруженной шихты. После этого в течение 1 ч при непрерывном перемешивании на поверхность расплава подают жидкий натрий в количестве 4,53 кг, плавно повышая температуру расплава до 870°С. Затем проводят охлаждение реактора. При достижении комнатной температуры реакционную массу извлекают, измельчают и порошок тантала отмывают водой от солей NaCl, NaF и фторида калия KF, образовавшегося в результате реакции восстановления. Отмытый от солей порошок обрабатывают последовательно в растворе HCl и растворе HF, затем промывают дистиллированной водой и высушивают.
Основные характеристики танталового порошка, полученного по Примеру 1, а также порошков, полученных по Примерам 2, 3 и Примеру 4 по прототипу приведены в Таблице.
Пример 2. В центральную часть цилиндрического реакционного сосуда загружают шихту в виде однородной смеси, состоящей из 7 кг соли вентильного металла K2TaF7 марки х.ч. и 5,3 кг соли галогенида щелочного металла KCl марки х.ч., в которую была предварительно введена легирующая добавка в виде моногидроортофосфата аммония (NH4)2HPO4 в количестве 5 г, что соответствует содержанию 0,026% азота и 0,029% фосфора от массы соли K2TaF7. Затем на внутренней поверхности цилиндрического реакционного сосуда формируют защитный слой галогенида щелочного металла в виде соли KCl марки х.ч. в количестве 6,15 кг. Соотношение массы защитного слоя KCl и массы шихты соответствует величине эмпирического коэффициента k=0,5. Температура плавления шихты составляет 718°С, а соли KCl - 768°С, что соответствует разнице температур 50°С. После загрузки реагентов сосуд герметизируют, вакуумируют до давления 1 Па, заполняют гелием, нагревают до 730°С и выдерживают при этой температуре до расплавления загруженной шихты. После этого в течение 0,9 ч при непрерывном перемешивании на поверхность расплава подают жидкий калий в количестве 3,6 кг, плавно повышая температуру расплава до 840°С. Затем проводят охлаждение реактора. При достижении комнатной температуры реакционную массу извлекают, измельчают и порошок тантала отмывают водой от соли KCl и соли KF, образовавшейся в результате реакции восстановления. Отмытый от солей порошок обрабатывают последовательно в растворе HCl и растворе HF, затем промывают дистиллированной водой и высушивают.
Пример 3. На внутренней поверхности цилиндрического реакционного сосуда, выполненного из сплава монель (Ni - 73%, Cu - 23%, Fe - 3%, Mn - 1%) и имеющего высоту 300 мм и диаметр 160 мм, формируют защитный слой галогенида щелочного металла в виде соли NaCl в количестве 2,7 кг, содержащей 0,2 мас.% серы. Затем в объем реакционного сосуда, ограниченный защитным слоем, загружают шихту в количестве 6 кг соли вентильного металла, состоящей из 5,5 кг K2NbF7 и 0,5 кг K2NbOF5, а также 3 кг соли галогенида щелочного металла NaCl, в который была предварительно введена легирующая добавка в виде сульфата калия K2SO4 в количестве 0,9 г, что соответствует содержанию серы 0,005% от массы соединения вентильного металла. Соотношение массы защитного слоя NaCl и массы шихты соответствует величине эмпирического коэффициента k=0,3. Температура плавления шихты составляет 700°С, а соли NaCl - 801°С, что соответствует разнице температур 101°С. После загрузки реагентов сосуд герметизируют, вакуумируют до давления 3 Па, заполняют смесью аргона и гелия (объемное соотношение 1:1), нагревают до 720°С и выдерживают при этой температуре до расплавления загруженной шихты. После этого в течение 0,6 ч при непрерывном перемешивании на поверхность расплава подают жидкую смесь натрия и калия в количестве 2,5 кг (весовое соотношение 6:1), плавно повышая температуру расплава до 830°С. Затем проводят охлаждение реактора. При достижении комнатной температуры реакционную массу извлекают, измельчают и порошок тантала отмывают водой от соли NaCl, и солей NaF и KF, образовавшихся в результате реакции восстановления. Отмытый от солей порошок обрабатывают последовательно в растворе HCl и растворе HF, затем промывают дистиллированной водой и высушивают.
Пример 4 (по прототипу). В цилиндрический реакционный сосуд, выполненный из никеля, и имеющий высоту 400 мм и диаметр 260 мм, помещают в качестве средства защиты от коррозии 0,045 кг активного вещества в виде натриевого стержня диаметром 38 мм и высотой 40 мм. Затем загружают галогениды щелочного металла KF и KCl в количестве соответственно 2 кг и 12,5 кг и соль K2SO4 в количестве 10 г, которая выполняет роль легирующей добавки. После загрузки реагентов реакционный сосуд при температуре 25°С продувают аргоном со скоростью 100 см3/ч в течение 10 ч. Затем температуру в реакционном сосуде повышают до 225°С. После выдержки при 225°С в течение 4 ч температуру в реакторе поднимают до 850°С и поддерживают эту температуру в течение 0,6 ч до расплавления загруженных солей. После этого при непрерывном перемешивании на поверхность расплава подают жидкий натрий со скоростью 2,7 кг/ч. При накоплении натрия в количестве 0,1 кг в реактор подают порцию соли вентильного металла K2TaF7 в количестве 0,9 кг - первую из 12 равных порций. Оставшиеся порции K2TaF7 добавляют в реактор дискретно после очередной дозы натрия, каждая из которых составляет 0,27 кг. Когда общее количество натрия, введенного в реактор, достигает 3,33 кг, его подачу прекращают и, продолжая перемешивание, температуру в реакторе повышают до 900°С. После выдержки расплава при этой температуре в течение 2 ч реактор охлаждают. При достижении комнатной температуры реакционную массу извлекают, измельчают и порошок тантала отмывают водой от солей KF, KCl и образовавшегося в результате реакции восстановления NaF. Отмытый от солей порошок обрабатывают в смеси кислот, включающих HCl, HF и HNO3, и высушивают.
Из вышеприведенных Примеров и Таблицы видно, что предлагаемый способ позволяет повысить качество порошка вентильного металла. По сравнению с прототипом снижается в 1,3-2,0 раза загрязнение порошка металлическими примесями вследствие коррозии материала реактора, величина удельной поверхности порошка увеличивается в 1,2-1,8 раза, его заряд возрастает на 10-30%, а токи утечки снижаются в 1,2-1,5 раза. Кроме того, способ позволяет повысить производительность процесса за счет расходования тепла, выделяющегося в процессе восстановления вентильного металла, на плавление защитного слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ВЕНТИЛЬНОГО МЕТАЛЛА | 2009 |
|
RU2409450C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ТАНТАЛА ИЛИ НИОБИЯ | 2008 |
|
RU2384390C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ТАНТАЛА | 2013 |
|
RU2537338C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГИРОВАННОГО ПОРОШКА ВЕНТИЛЬНОГО МЕТАЛЛА | 2003 |
|
RU2236930C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ВЕНТИЛЬНОГО МЕТАЛЛА | 1999 |
|
RU2164194C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ВЕНТИЛЬНОГО МЕТАЛЛА | 2001 |
|
RU2189294C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА НИОБИЯ | 2014 |
|
RU2570713C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТАНТАЛА | 2007 |
|
RU2348717C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ТАНТАЛА | 2005 |
|
RU2338628C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ РЕДКИХ МЕТАЛЛОВ | 2009 |
|
RU2416493C1 |
Изобретение относится к цветной металлургии и может быть использовано при получении металлотермическим восстановлением высокочистых порошков тантала и ниобия с большой величиной удельной поверхности. В качестве средства для защиты от коррозии при восстановлении используют слой галогенида щелочного металла, который до создания в реакционном сосуде атмосферы инертного газа формируют на внутренней поверхности сосуда. Шихту в виде соединения вентильного металла и галогенида щелочного металла загружают в реакционный сосуд таким образом, что она ограничена защитным слоем галогенида щелочного металла. Последний выбирают с температурой плавления на 50-400°С выше температуры плавления шихты. Перед загрузкой в реакционный сосуд соединение вентильного металла и галогенид щелочного металла могут быть смешаны друг с другом. Массу защитного слоя галогенида щелочного металла Мсл и массу шихты Мш выбирают такими, чтобы они отвечали соотношению: Мсл=k·Мш, где k - эмпирический коэффициент, равный 0,05-0,50. Газовую атмосферу реакционного сосуда образуют из аргона, гелия или их смеси. В качестве соединения вентильного металла используют фторотанталат и/или оксифторотанталат или фторониобат и/или оксифторониобат калия, в качестве щелочного металла - натрий, калий или смесь этих металлов, а в качестве галогенида щелочного металла - хлорид и/или фторид. Соединение вентильного металла и галогенид щелочного металла могут содержать легирующие добавки фосфора, серы, азота при содержании каждой добавки 0,005-0,1% и 0,005-0,2% от массы соединения вентильного металла соответственно. Техническим результатом является то, что способ позволяет повысить качество порошка вентильного металла. По сравнению с известным способом снижается в 1,3-2,0 раза загрязнение порошка металлическими примесями, поступающими из материала реактора, величина удельной поверхности порошка увеличивается в 1,2-1,8 раза, его заряд возрастает на 10-30%, а токи утечки снижаются в 1,2-1,5 раза. Кроме того, способ позволяет повысить производительность процесса за счет расходования тепла, выделяющегося в процессе восстановления вентильного металла, на плавление защитного слоя. 8 з.п. ф-лы, 1 табл., 1 ил.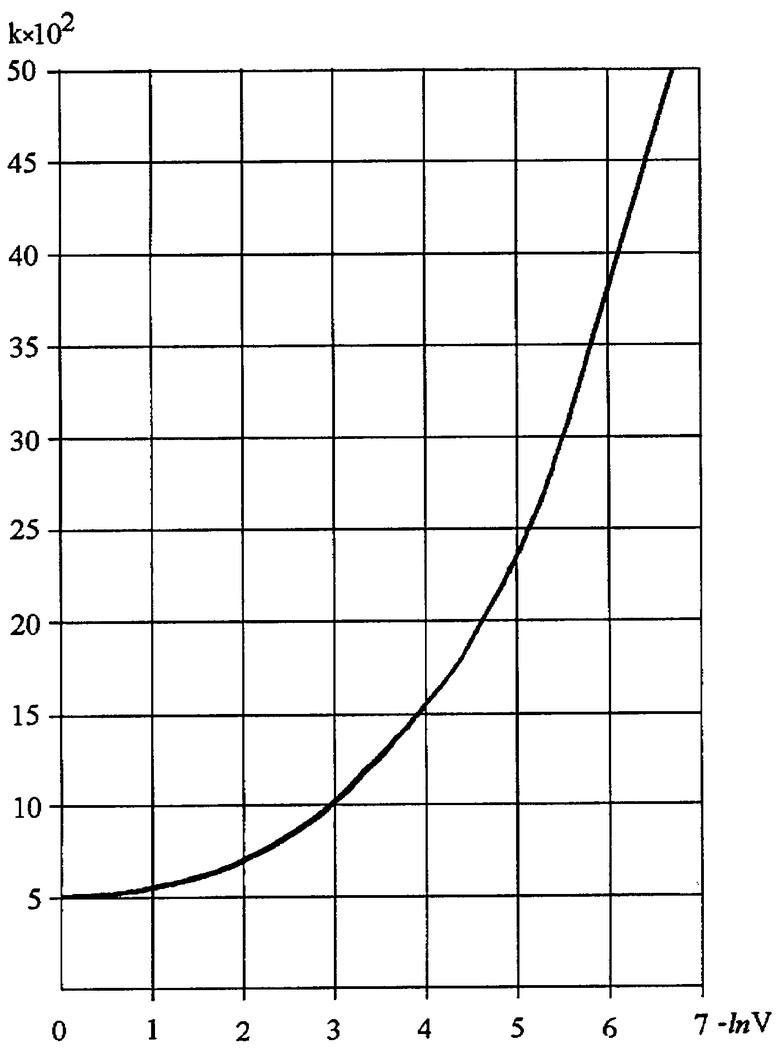
Мсл=k·Мш,
где Мсл - масса защитного слоя галогенида щелочного металла,
Мш - масса шихты,
k - эмпирический коэффициент, k=0,05-0,50.
| US 5234491 А, 10.08.1993 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГИРОВАННОГО ПОРОШКА ВЕНТИЛЬНОГО МЕТАЛЛА | 2003 |
|
RU2236930C1 |
| КОМПЛЕКСНЫЙ СКВАЖИННЫЙ ПРИБОР ДЛЯ ИССЛЕДОВАНИЯ СКВАЖИН В ПРОЦЕССЕ БУРЕНИЯ | 2015 |
|
RU2595278C1 |
| МОСТ ПЕРЕМЕННОГО ТОКА | 0 |
|
SU347668A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ГАЗОВОГО ПОТОКА ОТ ЖИДКИХ ЧАСТИЦ | 1991 |
|
RU2022618C1 |

