Изобретение относится к сварке и может быть использовано при сварке покрытых листовых материалов, в которых покрытие существенно отличается по своим теплофизи- ческим свойствам от основного материала, например при сварке вентиляционных воздуховодов с антикоррозионным покрытием, широко используемых в строительстве.
Цель изобретения - повышение производительности процесса сварки слоистых листовых материалов с резко различающимися теплофизическими свойствами слоев покрытия и основного материала, а также повышение качества их соединения (сварки).
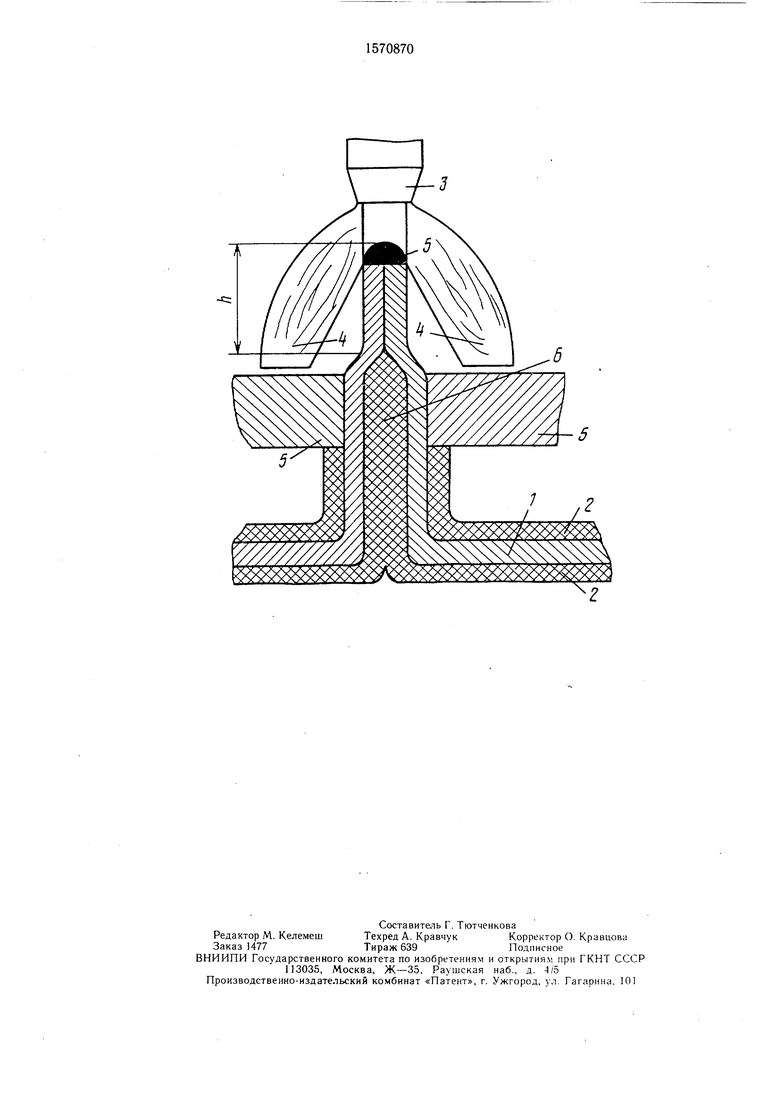
На чертеже изображена схема соединения двух листов материала с антикоррозионным покрытием, имеющим температуру плавления ниже температуры плавления основного материала.
Способ осуществляется следующим образом.
Отформованные кромки основного материала 1, предварительно освобожденного от плакирующего слоя 2, собирают до соприкосновения боковых поверхностей основного материала на величину h С помощью источника 3 нагрева производят нагрев основного материала до температуры его плавлесд
о
00
ния. Расплавленная сварочная ванна торцового соединения основного материала, являющегося более тугоплавким по отношению к материалу плакирующего слоя, передает путем теплопроводности тепловой поток материалу покрытия 2, слои которого сплавляются прилегающим боковым поверхностям. Тепловое воздействие на материал плакирующего слоя факела 4 ограничивается экраном 5, который наряду с этим предназначен для сжатия отогнутых кромок с це- лью сварки слоев покрытия 2 (и получения сварного соединения 6). Теплоотводящий экран 5 перекрывает доступ избыточного теплового потока источника нагрева 3 на покрытие части свариваемого изделия и исполь- зуется при плазменно-дуговой или газовой сварке.
При этом тепловой поток, необходимый для получения качественной сварки всех слоев, может регулироваться раздельно: энергетическими параметрами источника нагрева, передающего тепло непосредственно оснодно- му материалу; протяженностью зоны основного материала, освобожденной от покрытия; при плазменно-дуговой или газовой сварке принудительным отводом тепла из зоны основного материала, непосредственно охватывающего область свариваемого покрытия.
Из перечисленных трех факторов регулирования теплового потока первый обеспечивает формирование сварочной ванны основ- ного материала с заданной скоростью, второй - формирование сварочного соединения материала покрытия, третий - в случае недостаточности сочетания первого и второго факторов.
Величина зоны, освобожденной от покры- тия, определяется двумя путями.
Расчетный путь. С использованием нестационарного уравнения теплопроводности основного материала, решение которого дает поле температур внутри нагретого основного материала в зависимости от удаленности от источника нагрева. В соответствии с этим и выбирается величина h, определяющая равенство и близость температуры нагрева основного материала покрытия и температуры плавления (текучести) материала покрытия.
Экспериментальный путь заключается в подборе расстояния. Основным критерием этого метода является отсутствие возгонки или испарения материала покрытия по мере нагрева основного материала.
Отметим, что экспериментальный путь определения величины зоны, освобожденной от покрытия, является путем, уточняющим расчетный.
0
5
0 5
о
5
5
0
0
Пример. Способ был проверен в лабораторных условиях на установке изготовления спирально-шовных тонкостенных труб. Были изготовлены образцы, труб 0 200 мм из полосы металлопласта шириной 500 мм, толщиной 0,7 мм, где толщина покрытия 0,2 мм. Кромки полосы, предварительно освобожденной от полимера на величину 4 мм (ширина этого участка определялась экспериментально), отформовывались V-образно. сварка проводилась плазменной дугой в углекислом газе при токе 30-35 А, напряжении 60-65 В, скорости сварки 2,0 м/мин, расходе плазмообразующего газа 5-6 л/мин. При этом имела место герметичность швов основного металла и материала покрытия.
Использование предложенного способа получения сварного соединения покрытых листовых материалов обеспечивает: возможность уменьшить толщину стенки конструкции при сохранении ее прочностных характеристик (так как защитное покрытие не нарушается); значительное повышение кор- розионностойкости конструкции; повышение производительности и уменьшение трудоемкости процесса ввиду исключения некоторых дополнительных технологических операций и оснастки; повышение качества сварного соединения основного материала и материала покрытия.
Формула изобретения
1.Способ соединения плакированных материалов, при котором перед сваркой часть плакирующего покрытия, примыкающего к сварному шву, удаляют, отличающийся тем, что, с целью повышения качества сварки и производительности при использовании плакирующего слоя из материала с более низкой температурой плавления, чем у основного материала, кромки основного материала, свободные от покрытия, отгибают, собирают до соприкосновения боковых поверхностей основного материала и материала покрытия и сваривают одновременно одним источником нагрева.
2.Способ по п. 1, отличающийся тем, что, с целью получения сварного соединения при использовании в качестве плакирующего слоя неметаллов, осуществляют сжатие кромок в местах соприкосновения боковых поверхностей плакирующего слоя.
3.Способ по пп. 1 и 2, отличающийся тем, что, с целью исключения избыточного теплового воздействия при плазменной и газовой сварке, экранируют участок плакирующего слоя, примыкающий к околошовной зоне сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПЛАКИРУЮЩИМ СЛОЕМ | 2018 |
|
RU2684735C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ С НАПЫЛЕНИЕМ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2688350C1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| Способ сварки плавлением стальных листов,плакированных титаном | 1982 |
|
SU1127717A1 |
| ПЛАКИРУЮЩИЙ МАТЕРИАЛ ДЛЯ ПЛАКИРОВАННОГО НЕРЖАВЕЮЩЕЙ СТАЛЬЮ СТАЛЬНОГО ЛИСТА, ПЛАКИРОВАННЫЙ НЕРЖАВЕЮЩЕЙ СТАЛЬЮ СТАЛЬНОЙ ЛИСТ, ВКЛЮЧАЮЩИЙ ЕГО, И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2013 |
|
RU2605021C2 |
| Способ сварки | 1990 |
|
SU1797505A3 |
| Способ дуговой сварки | 1986 |
|
SU1323290A1 |
| СПОСОБ СВАРКИ ТРУБ ИЗ СТАЛЕЙ С АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ В ТРУБОПРОВОД | 1998 |
|
RU2155655C2 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| Способ автоматической сварки плавлением гетерогенных никелевых сплавов | 2022 |
|
RU2794085C1 |
Изобретение относится к сварке и может быть использовано при сварке плакированных листовых материалов, в которых покрытие существенно отличается по своим теплофизическим свойствам от основного материала. Цель изобретения - повышение производительности и качества сварного соединения. Кромки основного материала, предварительно освобожденные от плакирующего слоя, отгибают, собирают до соприкосновения боковых поверхностей основного материала и материала покрытия, а сварку обоих материалов осуществляют одним источником нагрева. Сварку материала покрытия обеспечивают тепловым потоком, передаваемым через освобожденную от покрытия зону основного материала, протяженность которой подбирают с учетом теплопроводности основного материала. Для получения сварного соединения металлопласта в местах соприкосновения боковых поверхностей материала покрытия осуществляют сжатие кромок. При плазменно-дуговой или газовой сварке основного материала для исключения избыточного теплового воздействия на материал покрытия его участок, примыкающий к околошовной зоне сварки материала покрытия, экранируют. Способ позволяет уменьшить толщину стенки конструкции при сохранении ее прочности. 2 з.п. ф-лы, 1 ил.
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
