Настоящее изобретение относится к способу и устройству для изготовления малых, тонких листов пленки, содержащей один или несколько действующих ингредиентов, в частности для применения в качестве формы дозировки и введения медикаментов.
Помимо известных форм дозировки медикаментов, таких как таблетки, капсулы, капли или аналогичные формы, также существуют пластинки. Они представляют собой малые, тонкие листы, включающие или содержащие пленочный действующий ингредиент в заданном количестве. Их толщину и размеры выбирают в соответствии с количеством действующего ингредиента, который необходимо доставить. Поскольку площадь контакта пластинки напрямую зависит от дозировки действующего ингредиента, размеры пластинки должны в максимальной степени соответствовать расчетным и не выходить за границы допуска. Таким образом изготовление пластинок является сложным процессом.
Известен способ изготовления пленочного действующего ингредиента методом формования или нанесения покрытия. Обычно пленочный действующий ингредиент заливают или наносят на пленку с использованием или без использования подложки и хранят в свернутом виде на бобинах. Если пленочный действующий ингредиент свернут вместе с подложкой, при последующем изготовлении из пленки малых, тонких листов, подложку отделяют от пленочного действующего ингредиента и сворачивают. Тонкий, гибкий пленочный действующий ингредиент разрезают. Полученные фактические размеры часто не соответствуют требуемым допускам на размер, установленным в соответствии с дозировкой медикамента, что сказывается на допустимом отклонении площади пленочного действующего ингредиента.
Задачей настоящего изобретения является создание способа изготовления малых, тонких листовых изделий из пленочного действующего ингредиента согласно преамбуле п.1, что позволяет получать малые листовые изделия с максимально точными заданными размерами.
Изобретение осуществлено в способе по преамбуле пункта 1 согласно его отличительным признакам. Также заявлено устройство для осуществления способа.
Соответственно, заявлен способ изготовления малых, тонких листовых изделий из пленочного действующего ингредиента, в котором пленочный действующий ингредиент получают методом формования пленочного материала на подложке или нанесения на подложку, хранят на бобине вместе с подложкой или без подложки, удаляют с бобины и разрезают, при этом пленочный действующий ингредиент автоматически удаляют с бобины, отделяют от подложки и в натянутом состоянии подают на участок резки на полосы, где его первоначально разрезают на узкие полосы заданной ширины в продольном направлении, совпадающем с направлением подачи. Затем полосы соединяют в направлении подачи и подают в таком виде при помощи дополнительного подающего устройства в поперечный резак, разрезающий группу полос через заданные интервалы. В результате последовательно осуществляемых операций продольной и поперечной резки пленочного действующего ингредиента получают четырехсторонние, в частности прямоугольные или квадратные, малые листы, при этом, по меньшей мере, ширина пленочного действующего ингредиента выбрана таким образом, что при его резке на малые листы заданного размера не остается отходов. Размер малых листов влияет на дозировку. За счет того, что пленочный действующий ингредиент подают на участок резки на полосы в натянутом состоянии, облегчается операция резки, а за счет того, что полосы пленки, разрезанной в продольном направлении, соединяют, также облегчается и упрощается поперечная резка и повышается технологическая надежность и точность размеров при изготовлении малых листов.
Операции удаления пленочного действующего ингредиента с бобины и его подачи на участок продольной резки предпочтительно осуществляют непрерывно, как и продольную резку на полосы.
Для облегчения продольной резки пленочный действующий ингредиент подвергают предварительному натяжению, за счет чего пленка разглаживается и, тем самым, обеспечивается точность операции продольной резки. С этой целью к пленочному действующему ингредиенту прилагают нагрузку в направлении, поперечном направлению подачи, в частности определенный вес, который с учетом ширины пленочного действующего ингредиента задает предварительное натяжение.
Разрезанные полосы пленки предпочтительно соединяют в штабель, в котором полосы ровно лежат друг на друге. Дополнительную подачу полос пленки осуществляют с перерывами, для чего используют простую и надежную конструкцию. Для подачи штабеля и перемещения в направлении поперечного резака используют зажимные приспособления, которые захватывают его с верхней и нижней сторон и с перерывами продвигают в направлении поперечного резака. С целью повышения технологической надежности и точности размеров в процессе данной операции и обеспечения точного расположения полос друг на друге, помимо дополнительного разглаживания и создания предварительного натяжения, штабель до его захвата зажимным приспособлением перемещают по направляющим, сохраняя его размеры, при этом устраняются относительные смещения отдельных полос и различия в длине материала или полос, возникающие в процессе перемещения штабеля подающим устройством и подачи в поперечный резак.
Устройство для осуществления способа имеет устройство фиксации бобины с пленкой, подающий ролик, работающий от электродвигателя и удаляющий пленочный действующий ингредиент с бобины, по меньшей мере, по ее ширине, устройство резки на полосы, состоящее из подающего ролика и режущей пластины, взаимодействующих друг с другом, устройство объединения и штабелирования названных полос пленки (штабелирующее устройство) и его дополнительное подающее устройство и устройство поперечной резки. Между штабелирующим устройством и дополнительным подающим устройством расположены средство разглаживания штабеля и средство создания предварительного натяжения, связанное с дополнительным подающим устройством.
В области подачи между бобиной и подающим роликом параллельно им расположены два направляющих ролика для пленочного действующего ингредиента, между которыми на пленочном действующем ингредиенте расположен ролик, регулирующий натяжение полосы. Режущая пластина имеет круглые режущие диски, вращающиеся вблизи друг друга на определенном расстоянии друг от друга, установленные на устройстве фиксации параллельно направлению подачи вблизи друг друга на определенном на расстоянии друг от друга и давящие на пленочный действующий ингредиент, продвигающийся по подающему ролику. Расстояние между режущими дисками регулируется.
Устройство объединения и штабелирования нарезанных полос пленки является частью известного устройства. Устройство данного типа описано в DE 19925339 A1.
Объединенные и штабелированные полосы пленки периодически подают при помощи захватной подающей системы, которая периодически захватывает штабель и воздействует на него усилием растяжения, а также продвигает штабель к поперечному резаку.
Между устройством штабелирования и захватной подающей системой расположена U-образная трехсторонняя направляющая, по которой захватная подающая система перемещает штабель. На направляющей расположены разновесы, которые зафиксированы в стационарном положении, но способны перемещаться по вертикальным направляющим и опираться на движущийся штабель, тем самым, разглаживая штабель в процессе его подачи. Направляющая выпукло согнута относительно оси, проходящей поперечно направлению подачи, если смотреть на штабель сверху, за счет чего в штабеле создается заданное предварительное натяжение, которое должна преодолеть захватная подающая система в форме точно заданного противодействия.
Захватная подающая система имеет два зажимных приспособления, соединенных с приводом транспортирующим кулачком и перемещающихся вперед и назад относительно направления подачи. Для перемещения вперед зажимные приспособления захватывают штабель на определенном расстоянии от того конца штабеля, который находится на стороне поперечного резака, и выталкивают штабель на направляющую, преодолевая противодействие направляющей и одновременно подавая участок штабеля заданной длины, расположенный напротив захватной подающей системы, если смотреть в направлении подачи, в поперечный резак. Транспортирующий кулачок установлен эксцентрически, а зажимные приспособления находятся в постоянном контакте с ним, за счет чего непрерывное вращение транспортирующего кулачка преобразуется в заданное возвратно-поступательное движение зажимных приспособлений. Изменение размеров или формы транспортера приводит к изменению амплитуды поступательного движения и, тем самым, подачи, за счет чего заранее устанавливают длину резки штабеля и, таким образом, длину малых листов.
Далее изобретение описано со ссылкой на примерные варианты осуществления. На приложенном чертеже частично схематически проиллюстрировано устройство для изготовления малых, тонких листов из пленочного действующего ингредиента.
Устройство имеет область 1 хранения, в которой в непоказанном средстве хранится запас действующего ингредиента в виде пленки 2 толщиной около 0,05 мм, вакуумный ролик 3 с механическим приводом (М) и подающий ролик, удаляющий пленку 2 с бобины 1, устройство 5 продольной резки, снабженное вакуумным роликом 3, и режущую пластину 4, взаимодействующую с вакуумным роликом 3, штабелирующее устройство 6 для штабелирования длинных нарезанных полос 7, трехстороннюю направляющую 8 U-образной формы в поперечном сечении для штабеля 9, состоящего из длинных полос 7, захватную подающую систему 10 и устройство поперечной резки 11 штабеля 9. Между бобиной 1 и устройством 5 продольной резки параллельно бобине 1 расположены два направляющих ролика 12 для пленки 2, между которыми расположен ролик 13, регулирующий натяжение полосы и туго натягивающий пленку 2.
Режущая пластина 4 состоит из не показанного подробно зажимного устройства 14 и вращающихся режущих дисков 15, закрепленных на зажимном устройстве вблизи друг друга на регулируемом расстоянии параллельно направлению подачи пленки 2. Диски 15 надавливают на пленку 2 и режут ее в продольном направлении по мере продвижения пленки вакуумным роликом 3. В примерном варианте осуществления расстояние между режущими дисками 15 составляет 20 мм.
Для каждой длинной полосы 7 штабельного блока 16 в штабелирующем устройстве 6 предусмотрен вакуумный транспортирующий канал 17, который соединен с вакуумным устройством (непоказанным) и наряду с другими вакуумными транспортирующими каналами 17, расположенными вблизи друг друга, соединен с общим входом 18. Каналы 17 проходят через штабельный блок 16 и соединяются друг над другом у общего выхода 19.
Вслед за штабелирующим устройством 6 расположена трехсторонняя направляющая 8, согнутая вокруг оси А, проходящей поперечно направлению подачи или параллельно оси вакуумного ролика 3 роликов 1, 12 и 13. Штабель 9 поступает на направляющую, расстояние между боковыми стенками которой преимущественно соответствует ширине штабеля 9. У показанной вертикальной направляющей на штабель опирается груз 20 штабеля 9 массой 120 грамм и, тем самым, сдавливает и разглаживает штабель.
Далее в направлении подачи вслед за трехсторонней направляющей 8 расположена захватная подающая система 10, которая имеет два зажимных приспособления 21 и 22, расположенных друг над другом, служащих для периодического захвата штабеля 9 и соединенных с приводом 4 посредством сменного эксцентрикового транспортирующего кулачка 23. Данные элементы (23, 24) перемещают зажимные приспособления 21, 22 вперед и назад относительно направления подачи, при этом в процессе перемещения зажимные приспособления 21, 22 поднимают штабель 9, находясь в задней мертвой точке, и высвобождают его, находясь в передней мертвой точке.
Вслед за захватной подающей системой 10 расположены направляющие захваты 25, находясь между которыми, штабель 9 скользит в направлении устройства 11 поперечной резки, в котором его поперечно разрезают двумя режущими пластинами 26. Штабель разрезают на участки с предварительно заданной длиной 25 мм, в результате чего получают пластинки размером 20×25 мм.
Затем упаковочный автомат упаковывает изготовленные пластинки в раздаточные устройства, блистерные упаковки или трубчатые пакеты.
Изобретение относится к способу и устройству для изготовления малых, тонких листовых изделий из пленочного действующего ингредиента (2), в котором пленочный действующий ингредиент получают методом формования пленочного материала на подложке или нанесения на подложку, хранят его на бобине вместе с подложкой или без подложки, удаляют с бобины и разрезают его. При этом пленочный действующий ингредиент (2) автоматически удаляют с бобины, отделяют от подложки, если она имеется, и в натянутом состоянии подают на участок резки на полосы, где его первоначально разрезают на узкие полосы (7) заданной ширины, которые соединяют в направлении подачи и подают в таком виде при помощи дополнительного подающего устройства (10) в поперечный резак (11), разрезающий группу длинных полос (7) через заданные интервалы. Изобретение позволяет получить малые листы с максимально точными заданными размерами. 2 н. и 12 з.п. ф-лы, 1 ил.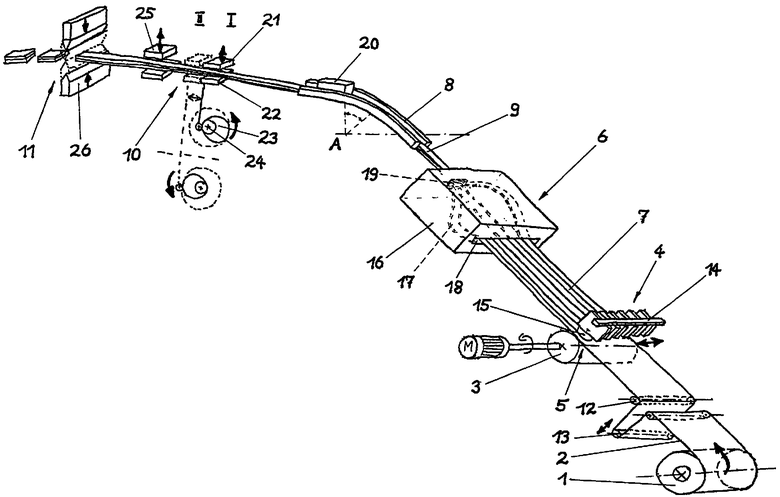
| DE 19925339 A1, 07.12.2000 | |||
| Рабочий орган шнекобуровой машины | 1980 |
|
SU949169A1 |
| Взрывной патрон | 1955 |
|
SU106930A1 |

