Изобретение относится к отделочно-зачистной вибрационной обработке деталей и может быть использовано в различных областях машиностроения.
Известно вибрационное устройство, содержащее снабженный вибровозбудителем и упруго установленный на основании контейнер, внутри которого смонтировано приспособление для закрепления деталей с приводом для их вращения [1].
Недостатками данного устройства являются сложность конструкции привода вращения приспособления для закрепления деталей, а также сложность установки и снятия деталей на приспособление в связи с тем, что оно стационарно закреплено в стенках контейнера на оси.
Известно также устройство для вибрационной обработки деталей, в котором виброконтейнер снабжен барабаном, свободно размещенным в его полости и заполненным рабочей средой и обрабатываемыми деталями, при этом вибрационный импульс от контейнера барабану передается непосредственно, а наружный диаметр последнего составляет 0,7...0,95 диаметра округлой части дна контейнера [2].
Недостатком данного устройства является то, что обработка в нем является разновидностью схемы виброобработки "внавал", и поэтому при высоких технологических режимах соударения хрупких обрабатываемых деталей между собой приводит к выкрашиванию и микросколам их кромок.
Наиболее близким по технологической сущности и достигаемому эффекту к предлагаемому является устройство с виброконтейнером, оснащенным кассетным барабаном для установки обрабатываемых деталей, торцевые стенки которого снабжены лопастями, при этом кассетный барабан смонтирован на валу, закрепленном в подшипниковых опорах, расположенных в стенках виброконтейнера, а его вращение происходит за счет вращения рабочей среды [3].
Данное устройство не имеет автономного привода вращения кассетного барабана, но так же как и в [1] стационарно закреплен в стенках контейнера. Поэтому для смены обрабатываемых деталей необходимо выключать устройство, что приводит к потери производительности. Кроме того использование кассетного барабана такой конструкции требует доработки рабочей камеры виброустановок промышленного исполнения, что ограничивает область их технологического использования.
Цель изобретения - упрощение конструкции и повышение производительности обработки за счет снижения вспомогательного времени на смену обрабатываемых деталей при обеспечении заданного качества обрабатываемых поверхностей.
Указанная цель достигается тем, что устройство для вибрационной обработки деталей, содержащее вибратор, контейнер, выполненный с частью округлой формы и упруго установленный на основании с возможностью получения колебаний от вибратора, снабжено кассетным барабаном для установки обрабатываемых деталей, размещенным в полости упомянутого контейнера вместе с обрабатывающей средой с возможностью вращения его вокруг своей оси, при этом кассетный барабан свободно размещен в полости контейнера и выполнен диаметром (Dб), составляющим 0,5-0,6 диаметра округлой части контейнера (Dрк),и из условия обеспечения расположения в нем обрабатываемых деталей с возможностью вращения каждой из которых вокруг своей оси.
На фиг.1. показано устройство, разрез;
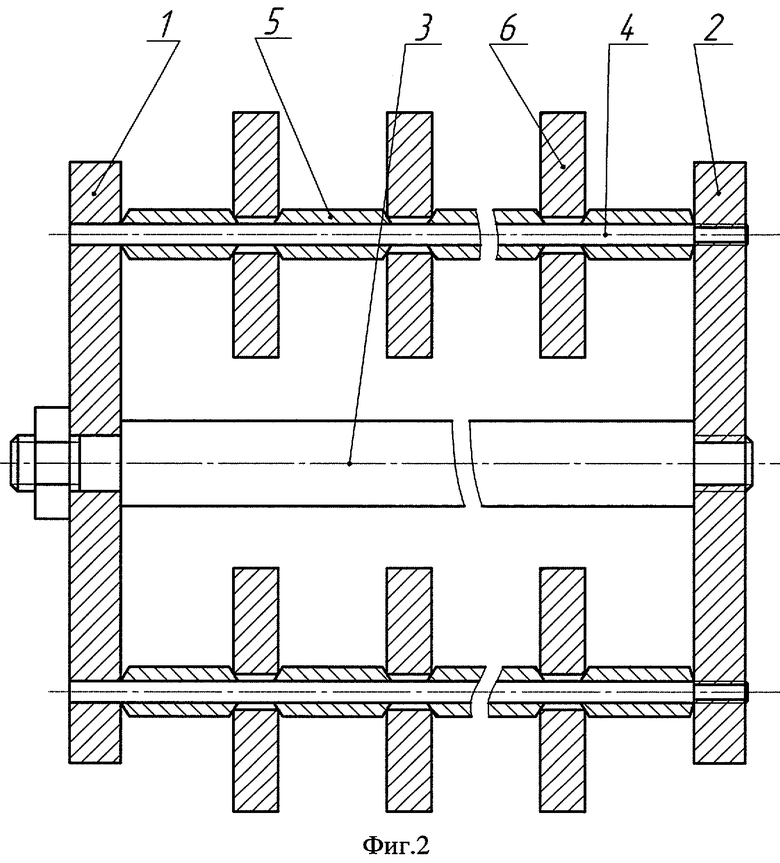
На фиг.2. - кассетный барабан.
Кассетный барабан состоит из двух торцевых стенок 1 и 2, между которыми установлены центральная ось 3 и расположенные равномерно по окружности оси 4, на которые с помощью установочных втулок 5 одеты обрабатываемые детали 6. Оси 3 и 4 закреплены в стенке 2 неподвижно, а стенка 1 выполнена съемной. Детали 6 и установочные втулки 5 одеты с осевым и радиальным зазорами, что позволяет деталям в процессе обработки свободно вращаться вокруг осей. Использование установочных втулок 5 обеспечивает доступ абразивной среды ко всем обрабатываемым поверхностям деталей.
Устройство работает следующим образом. Кассетный барабан с подлежащими обработке деталями помещается в контейнер. Под действием вибрации абразивная среда приобретает вращательное движение и увлекает барабан внутрь потока. При 0,6Dрк≥Dб≥0,5Dрк его диаметрально противоположные оси будут находиться в восходящем и низходящем потоках абразивной среды. Вследствие чего кассетный барабан приобретает планетарное движение: вращение в объеме контейнера (ω1) и вращение вокруг собственной оси (ω2). Кроме того, каждая из обрабатываемых деталей вращается вокруг собственной оси (ω3). Благодаря такой подвижности обрабатываемых деталей внутри потока абразивной среды достигается высокая производительность и равномерность отделочной обработки всех поверхностей. По окончании обработки барабан с обработанными деталями заменяется на другой без остановки вибромашины.
При Dб<0,5Dрк кассетный барабан под действием абразивной среды будет полностью находиться либо в зоне восходящего потока либо в зоне нисходящего потока. При этом вращение барабана вокруг собственной оси (ω2) и вращение деталей (ω3) замедляется или полностью прекращается, что снижает как интенсивность, так и равномерность обработки. Кроме того, уменьшение Dб влечет за собой уменьшение количества осей, а следовательно, и количество одновременно обрабатываемых деталей.
При Dб>0,6Dрк часть осей кассетного барабана в процессе обработки постоянно находится вне абразивного потока. Это обусловлено тем, что объем загрузки вибромашины не должен превышать 0,6-0,7 объема рабочей камеры. Поэтому несмотря на увеличение количества обрабатываемых деталей, при увеличении Dб рост производительности уменьшается.
Для обеспечения свободного вращения обрабатываемых деталей необходимо соблюдать следующее соотношение между их габаритными размерами, геометрией барабана и размерами абразивных гранул:
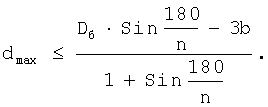
где dmax - максимальный диаметральный размер обрабатываемой детали: n - количество осей 4; b - максимальный размер абразивных гранул.
По этой причине расстояние между деталями также следует принимать на 2...3 мм больше b.
В отличие от устройства с кассетным барабаном, стационарно закрепленным в контейнере, предлагаемое устройство значительно проще конструктивно и обеспечивает повышение производительности обработки за счет совмещения рабочего и вспомогательного времени.
Для подтверждения изложенного были проведены исследования влияния диаметра барабана на интенсивность процесса виброобработки неперетачиваемых твердосплавных пластин SNUM - 150416 ГОСТ 19052-80 с d=20 мм, используемых в качестве режущей части резцов для токарной обработки. В качестве критерия эффективности обработки в известном и предлагаемом устройствах принято время, за которое радиус округления режущей кромки пластины ρ достигает рационального значения (для сплава Т15К6 ρ=60...80 мкм).
Обработка проводилась в контейнере с диаметром округлой части дна Dрк=300 мм; абразивная среда - формованный абразивный наполнитель ПТ 10×10; рабочая жидкость - 3%-ный раствор соды кальцинированной. Режимы обработки: частота колебаний контейнера - 1500 мин-1; амплитуда колебаний - 2,5 мм. Исходя из длины кассетного барабана (450 мм) и параметров пластин, на одной оси барабана закреплялось 20 пластин.
Результаты опытов приведены в табл.1.
Как видно, время обработки одной загруженной кассеты как известным [3], так и предлагаемым способами отличаются незначительно. Однако за счет исключения вспомогательного времени при обработке в предлагаемом устройстве штучная производительность увеличивается в данном случае примерно на 15%. Кроме того использование кассетных барабанов с диаметром 0,5...0,6 диаметра округлой части контейнера обеспечивает повышение производительности на 20...30% по сравнению с обработкой при других соотношениях этих параметров.
Источники информации
1. Авторское свидетельство СССР №1006183, кл. В 24 В 31/06, 1983.
2. Авторское свидетельство СССР №1020214, кл. В 24 В 31/06, 1983.
3. Авторское свидетельство СССР №779039, кл. В 24 В 31/06, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2502590C1 |
| Устройство для вибрационной обработки деталей | 1978 |
|
SU779039A1 |
| Вибрационный станок | 1989 |
|
SU1779557A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2401730C1 |
| Устройство для вибрационной обработки | 1980 |
|
SU1020214A1 |
| Устройство для вибрационной обработки деталей в абразивной среде | 1984 |
|
SU1194657A2 |
| Гранула наполнителя для объемной абразивной обработки | 1988 |
|
SU1602706A1 |
| Устройство для вибрационной обработки | 1984 |
|
SU1328166A1 |
| УСТАНОВКА ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2510322C1 |
| Барабан для вибрационной обработки деталей в заполненном несущей средой контейнере | 1979 |
|
SU872218A1 |
Изобретение относится к области машиностроения и может быть использовано при отделочно-зачистной вибрационной обработке деталей. Устройство содержит вибратор, контейнер, кассетный барабан для установки обрабатываемых деталей, размещенный в полости упомянутого контейнера вместе с обрабатывающей средой с возможностью вращения его вокруг своей оси. Контейнер выполнен с частью округлой формы и упруго установлен на основании с возможностью получения колебаний от вибратора. Кассетный барабан свободно размещен в полости контейнера и выполнен диаметром, составляющим 0,5-0,6 диаметра округлой части контейнера. Упомянутый кассетный барабан выполнен из условия обеспечения расположения в нем обрабатываемых деталей с возможностью вращения каждой из которых вокруг своей оси. В результате упрощается конструкция устройства и повышается производительность обработки. 2 ил., 1 табл.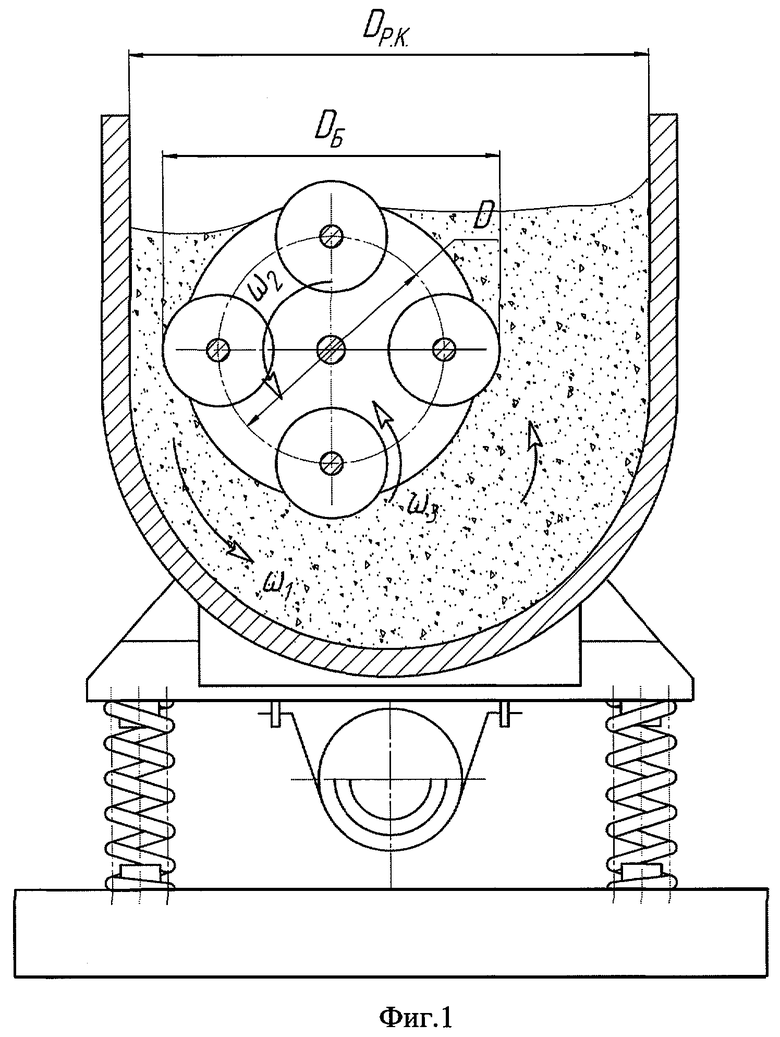
Устройство для вибрационной обработки деталей, содержащее вибратор, контейнер, выполненный с частью округлой формы и упруго установленный на основании с возможностью получения колебаний от вибратора, и кассетный барабан для установки обрабатываемых деталей, размещенный в полости упомянутого контейнера вместе с обрабатывающей средой с возможностью вращения его вокруг своей оси, отличающееся тем, что кассетный барабан свободно размещен в полости контейнера и выполнен диаметром, составляющим 0,5-0,6 диаметра округлой части контейнера, и из условия обеспечения расположения в нем обрабатываемых деталей с возможностью вращения каждой вокруг своей оси.
| Устройство для вибрационной обработки деталей | 1978 |
|
SU779039A1 |
| Барабан для вибрационной обработки деталей в заполненном несущей средой контейнере | 1979 |
|
SU872218A1 |
| Устройство для вибрационной обработки | 1980 |
|
SU1020214A1 |
| Способ вибрационной обработки деталей | 1975 |
|
SU626941A1 |
| Способ обработки деталей и устройство для его осуществления | 1988 |
|
SU1627382A1 |
| US 3552068 A, 05.01.1971. | |||

