Изобретение относится к обработке металлов давлением, в частности к оборудованию для продольной прокатки лент художественных изделий с выпукло-вогнутым четким рельефом рисунка.
Известен стан для плоской прокатки лент [1].
Однако стан не позволяет получать художественные изделия с выпукло-вогнутой поверхностью рисунка.
Наиболее близким по технической сущности является стан для прокатки лент с художественной выпукло-вогнутой поверхностью рисунка [2], включающий валок с резиновым бандажом и валок с рисунком.
Задача изобретения - расширение технологических и технических возможностей прокатного стана путем обеспечения прокатки различных лент с рельефным выпукло-вогнутым рисунком на поверхности на одном и том же комплекте валков, повышение производительности и облегчение обслуживания стана.
Сущность изобретения сводится к тому, что предлагаемый стан для прокатки тонких лент содержит рабочую клеть, прокатные валки, привод, при этом для получения из лент художественных изделий с выпукло-вогнутым рельефом рисунка один валок изготовлен с эластичным двухслойным резиновым и полиуретановым внутренним бандажом, второй с рисунком в виде выпукло-вогнутого рельефа поверхности.
Суммарная высота выпуклостей и глубина впадин должна быть меньше толщины эластичного бандажа.
В станине 1 на подушках 2 и 3 неприводной рабочий валок 5 (рв5) с эластичным из слоя резины и слоя полиуретана бандажом 6 и 7 (например, марки резин: МБС, 3826, 4004, 56 и марки полиуретана: СКУ-6, СКУ-7Л), толщина которого превышает суммарную высоту выступов и глубину впадин рисунка. Толщина полиуретанового слоя составляет (0,5-1,0) толщины резинового слоя. При толщине менее 0,5 жесткость бандажа снижается, ухудшается рельеф рисунка. При толщине больше единицы возрастает расход полиуретана при бандажировании валка при сохранении рельефности рисунка.
Рисунок на поверхности приводного валка 4 (пв4) выполнен выпукло-вогнутым. Зазор между валками регулируется нажимным устройством 10 и пружинами 11. Изменение зазора между рв5 и пв4 обеспечивает получение четкого рельефа выпукло-вогнутой поверхности рисунка.
Применение эластичного бандажа из резины и полиуретана обеспечивает получение более высокого качества рельефа поверхности.
Стан для прокатки художественных изделий с четким выпукло-вогнутым рельефом рисунка из тонких лент, включающий рабочую клеть, привод, прокатные валки, один из которых выполнен с эластичным бандажом, а другой - с рисунком в виде выпукло-вогнутой поверхности, при этом суммарная высота выпуклостей и глубина впадин должны быть меньше толщины бандажа.
На чертеже изображен общий вид стана для прокатки лент с несимметричным художественным рисунком.
В проемах станины на подушках 2 и 3 установлены соответственно не приводные валки 5 с полиуретановым 6 и эластичным резиновым бандажом 7, а также приводной валок 4, на поверхности которого выполнен несимметричный рисунок.
Подушки валков поджимаются нажимными винтами 10 и пружинами 11.
Между неприводным полиуретановым 6 и эластичным резиновым бандажом 7, валком 5 и рабочим валком 4 с несимметричным рисунком помещается лента 9. При прокатке на поверхности ленты формируется четкий выпукло-вогнутый художественный рисунок.
Стан работает следующим образом. Согласно чертежу заготовка-лента 9 подается между валком 5 с полиуретановым бандажом 6, а также с эластичным резиновым бандажом 7 и приводным валком 4 с определенным рельефом поверхности в виде выпукло-вогнутого рисунка.
Под действием усилия прокатки, передаваемого через слой полиуретана и резины, на ленте деформацией формируется художественный рельефный рисунок.
Использование стана обеспечивает возможность получения на одном и том же комплекте валка лент с разной выпукло-вогнутой четкой поверхностью рисунка путем замены валка с рисунком поверхности, т.е. обеспечивает расширение технологических и технических возможностей прокатного стана.
Источники, принятые во внимание:
1. Королев А.А. «Конструкция и расчет машин и механизмов прокатных станов». - М.: Металлургия, 1985. Издание второе.
2. Патент Р.Ф. №2220806 «Стан для прокатки из лент художественных изделий с выпукло-вогнутой поверхностью рисунка», Лукашкин Н.Д., Кохан Л.С., Горбылев А.Ю., Лукашкин А.Н.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПРОКАТКИ ИЗ ЛЕНТ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ С ВЫПУКЛО-ВОГНУТОЙ ПОВЕРХНОСТЬЮ РИСУНКА | 2002 |
|
RU2220806C1 |
| СТАН ДЛЯ ПРОКАТКИ ИЗ ЛЕНТ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ С ВЫПУКЛО-ВОГНУТОЙ ПОВЕРХНОСТЬЮ РИСУНКА | 2002 |
|
RU2234421C2 |
| СПОСОБ ПРОКАТКИ АЛЮМИНИЕВОЙ ЛЕНТЫ С ВЫПУКЛО-ВОГНУТЫМ РЕЛЬЕФОМ | 1993 |
|
RU2065787C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕНТ | 1996 |
|
RU2092256C1 |
| Способ прокатки сталей с повышенным окалинообразованием | 1980 |
|
SU929254A1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ХОЛОДНОГО ПЛАКИРОВАНИЯ АЛЮМИНИЯ ДРУГИМИ МЕТАЛЛАМИ | 2003 |
|
RU2230639C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕКСТУРОВАННОЙ РЕБРОВОЙ ХОЛОДНОКАТАНОЙ ЖЕЛЕЗОКРЕМНИСТОЙ ТРАНСФОРМАТОРНОЙ СТАЛИ | 1997 |
|
RU2121515C1 |
| Устройство для прокатки порошка | 1980 |
|
SU908530A1 |
| Прокатный валок | 1988 |
|
SU1547896A1 |
Изобретение относится к области обработки металлов давлением. Стан включает рабочую клеть, привод, прокатные валки, один из которых выполнен с эластичным бандажом, а другой - с рисунком в виде выпукло-вогнутой поверхности, причем суммарная высота выпуклостей и глубина впадин должны быть меньше толщины бандажа. Бандаж выполнен двухслойным с внутренним полиуретановым и резиновым слоями. Толщина полиуретанового слоя составляет 0,5...1,0 толщины резинового, слоя. Достигается расширение технологических и технических возможностей прокатного стана за счет обеспечения прокатки различных лент с рельефным выпукло-вогнутым рисунком на поверхности на одном и том же комплекте валков, повышение производительности и облегчение обслуживания стана. 1 ил.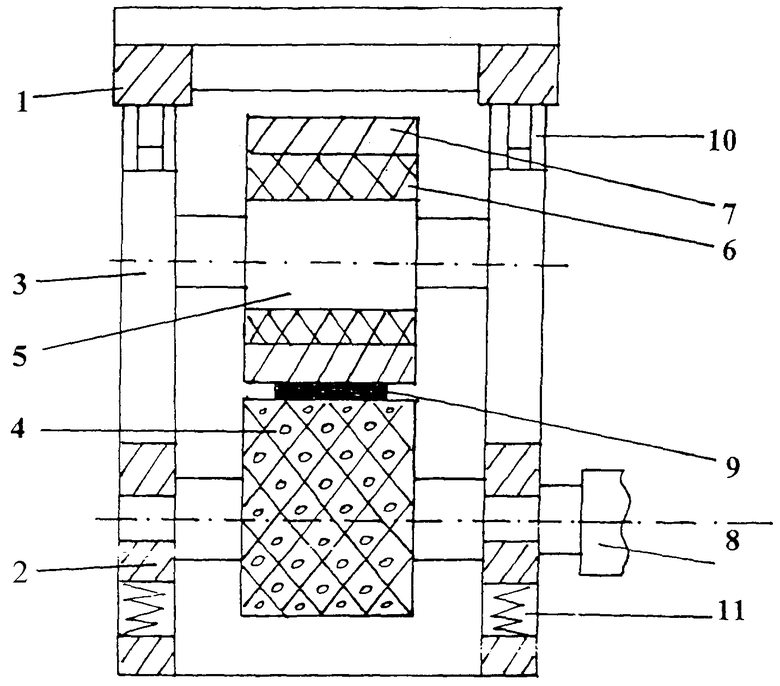
Стан для прокатки художественных изделий с четким выпукло-вогнутым рельефом рисунка из тонких лент, включающий рабочую клеть, привод, прокатные валки, один из которых выполнен с эластичным бандажом, а другой - с рисунком в виде выпукло-вогнутой поверхности, при этом суммарная высота выпуклостей и глубина впадин должны быть меньше толщины бандажа, отличающийся тем, что бандаж выполнен двухслойным с внутренним полиуретановым и резиновым слоями, при этом толщина полиуретанового слоя составляет 0,5...1,0 толщины резинового слоя.
| СТАН ДЛЯ ПРОКАТКИ ИЗ ЛЕНТ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ С ВЫПУКЛО-ВОГНУТОЙ ПОВЕРХНОСТЬЮ РИСУНКА | 2002 |
|
RU2220806C1 |
| Валок листогибочной машины | 1989 |
|
SU1676711A1 |
| Валок листогибочной машины | 1973 |
|
SU487691A1 |
| СТАН ЛОКАЛЬНОЙ ФОРМОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С РЕЛЬЕФНОЙ ПОВЕРХНОСТЬЮ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2001 |
|
RU2197353C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ ПРОФИЛЕЙ ИЗ ВОЛОКНИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2207927C1 |
| US 3756057 А, 07.09.1973. | |||

