Изобретение относится к обработке металлов давлением, в частности к оборудованию для продольной прокатки из лент художественных изделий с выпукло-вогнутой поверхностью рисунка. Задача изобретения - расширение технологических и технических возможностей прокатного стана путем обеспечения прокатки различных лент с выпукло-вогнутым рисунком на поверхности на одном и том же комплекте валков, повышение производительности и облегчение обслуживания стана. В станине 1 на подушках 2 и 3 неприводной рабочий валок 5 (рв 5) с резиновым бандажом 6 (например, марки резин: 3826, 4004, 56), толщина которого превышает суммарную высоту выступов и глубину впадин рисунка. Рисунок на поверхности приводного валка 4 (пв 4) выполнен выпукло-вогнутым. Зазор между валками регулируется нажимным устройством 9 и пружинами 10. Изменение зазора между рв 5 и пв 4 обеспечивает получение выпукло-вогнутой поверхности рисунка.
На чертеже изображен стан для прокатки лент с выпукло-вогнутым художественным рисунком, общий вид.
В проемах станины на подушках 2 и 3 установлены соответственно неприводные валки 5 с бандажом 6 из резины и приводной валок 4, на поверхности которого выполнен выпукло-вогнутый рисунок. Подушки валков поджимаются нажимными винтами 9 и пружинами 10.
Между неприводным бандажированным резиной 6 валком 5 и рабочим валком 4 с выпукло-вогнутым рисунком помещается лента 8. При прокатке на поверхности ленты формируется выпукло-вогнутый художественный рисунок.
Стан работает следующим образом. Согласно чертежу заготовка - лента 8 подается между валком 5 с резиновым бандажом 6 и приводным валком 4 с выпукло-вогнутым рельефом поверхности. Под действием усилия прокатки, передаваемого через слой резины, на ленте деформацией формируется художественный выпукло-вогнутый рисунок.
Использование стана обеспечивает возможность получения на одном и том же комплекте валков разных лент с выпукло-вогнутой поверхностью рисунка путем замены валка с рисунком поверхности, т.е. обеспечивает расширение технологических и технических возможностей прокатного стана.
Источники информации
Королев А.А. "Конструкция и расчет машин и механизмов прокатных станов". Москва, "Металлургия", 1985 год. Издание второе, с.23.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПРОКАТКИ ИЗ ЛЕНТ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ С ВЫПУКЛО-ВОГНУТЫМ ЧЕТКИМ РЕЛЬЕФОМ РИСУНКА НА ПОВЕРХНОСТИ ЛЕНТ | 2005 |
|
RU2287393C1 |
| СТАН ДЛЯ ПРОКАТКИ ИЗ ЛЕНТ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ С ВЫПУКЛО-ВОГНУТОЙ ПОВЕРХНОСТЬЮ РИСУНКА | 2002 |
|
RU2234421C2 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПОДУШЕК РАБОЧЕГО ВАЛКА КЛЕТИ КВАРТО | 1998 |
|
RU2137561C1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| Клеть прокатного стана | 1982 |
|
SU1087220A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
Изобретение относится к обработке металлов давлением. Стан для прокатки тонких лент содержит рабочую клеть, прокатные валки, привод, при этом для получения из лент художественных изделий с выпукло-вогнутым рельефом рисунка один валок изготовлен с резиновым бандажом, второй - с рисунком в виде выпукло-вогнутой поверхности. Суммарная высота выпуклостей и глубина впадин должны быть меньше толщины резинового бандажа. Расширяются технологические и технические возможности прокатного стана при прокатке различных лент с выпукло-вогнутым рисунком на поверхности на одном и том же комплекте валков, повышается производительность и облегчается обслуживание стана. 1 ил.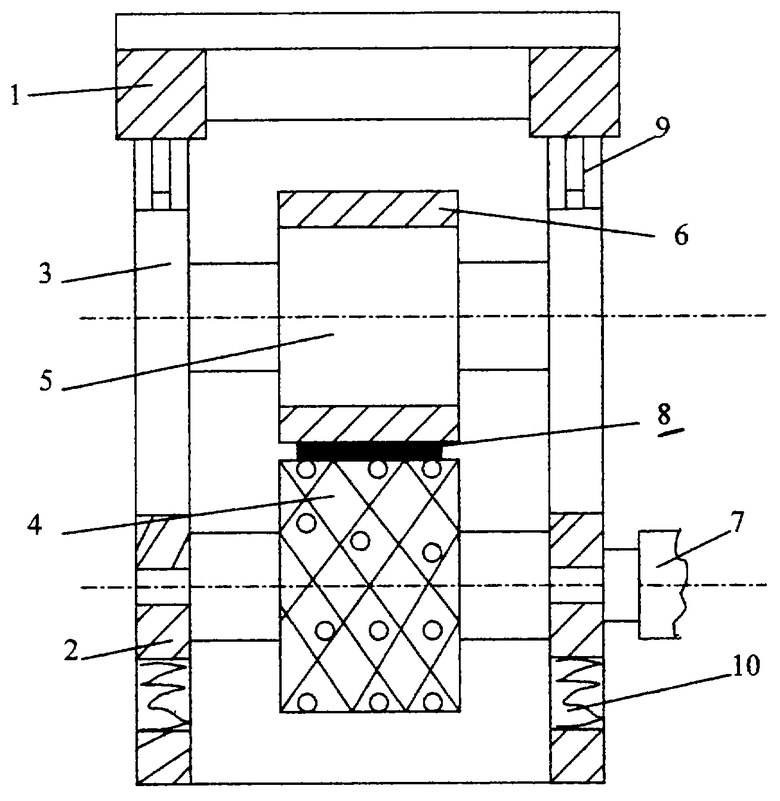
Стан для прокатки тонких лент, включающий рабочую клеть, прокатные валки, привод, отличающийся тем, что для получения из лент художественных изделий с выпукло-вогнутым рельефом рисунка один валок изготовлен с резиновым бандажом, второй - с рисунком в виде выпукло-вогнутой поверхности, при этом суммарная высота выпуклостей и глубина впадин меньше толщины резинового бандажа.
| КОРОЛЕВ А.А | |||
| Конструкция и расчет машин и механизмов прокатных станов | |||
| - М.: Металлургия, 1985, с.23 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1994 |
|
RU2119401C1 |
| Способ изготовления панелей | 1975 |
|
SU554037A1 |
| US 3488988, 13.06.1970 | |||
| GB 1552693, 25.11.1968. | |||

